عند إنتاج شرائح الشريط المستمرة أثناء التصنيع ، ليس من السهل فقط خدش سطح قطعة العمل وتلف الشفرة ، بل تهدد أيضًا سلامة المشغل. لذلك ، من المهم للغاية اتخاذ التدابير التكنولوجية اللازمة للسيطرة على نوع الخراب وكسر الخناق في صناعة المعالجة الميكانيكية.
نظرًا لأن السوارف هو نتاج تشوه طبقة السوارف ، فإن تغيير ظروف القطع هو وسيلة فعالة لتغيير أنواع السوارف وتحقيق كسر السوارف. تشمل العوامل التي تؤثر على ظروف معالجة الخوارق بشكل أساسي مواد الشغل وزاوية هندسة الأدوات واستهلاك الخراطيش.
تحتاج الأسوار العامة إلى استيفاء الشروط الأساسية التالية:
1. يجب ألا تتشابك الأسوار على أدوات القطع وقطع العمل والأدوات والمعدات المجاورة لها.
2. لا ينبغي أن ترش الأسراب لضمان سلامة المشغلين والمراقبين.
3. عند الانتهاء ، لا يمكن للخدوش أن تخدش السطح الميكانيكي للشغل ، مما يؤثر على جودة السطح الميكانيكي.
4. ضمان المتانة المحددة مسبقا للقطع ، ولا تبلى قبل الأوان ومحاولة منع تلفها.
5. عندما يتدفق الخندق ، فإنه لا يتداخل مع حقن سائل القطع ؛ لن يخدش سواروف دليل الماكينة أو الأجزاء الأخرى.

تصنيف الصورةوارف الصورةhapes
بسبب اختلاف درجة تشوه البلاستيك ، يمكن إنتاج أنواع مختلفة من الأسوار ، كما هو مبين في الشكل 1. عند معالجة المواد البلاستيكية ، تتشكل أسوار الشرائط ، أو أسراب العقدة ، أو أسراب الحبيبات بشكل أساسي. عند معالجة المواد الهشة ، تتشكل الأسوار المجزأة عمومًا.
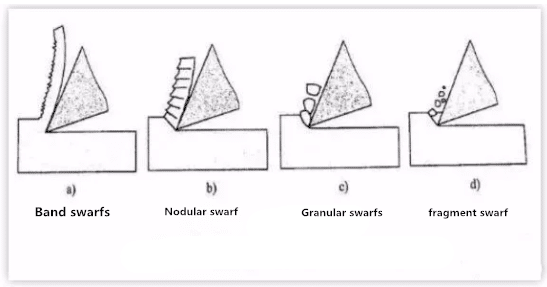
1. أسوار السوار: أسوار السوار متواصلة وذات سطح أملس وظهر رقيق ، كما هو مبين في الشكل 1-1 أ. يتم إنتاج هذه الأسوار بسهولة عندما يتم تشكيل المواد المعدنية البلاستيكية مع قواطع زاوية أشعل النار أكبر في سرعة قطع أعلى. إنه نتاج تشوه غير كاف لطبقة القطع. عند إنتاج شرائح الشريط ، تكون عملية القطع سلسة وتكون خشونة السطح لشغل الشغل صغيرة ، ولكن من غير السهل كسرها ، مما يؤدي في كثير من الأحيان إلى لف وتقطيع الشغل وحتى يؤثر على العملية ، وبالتالي فإن مشكلة تكسير الشقوق لا يمكن تجاهلها.
2. خيط عقدي: هو خيط عقدي هو نوع من الخفافيش ذو قاع أملس ، تشققات واضحة على الظهر والشقوق العميقة ، كما هو مبين في الشكل 1-1 ب. يتم إنتاج هذه الأسوار بسهولة عندما يتم تشكيل المواد البلاستيكية بسرعة خفض أقل مع أداة ذات زاوية أشعل النار مخفضة. إنه نتاج تشوه كافٍ للطبقة الورقية وقد وصل إلى درجة القص. عندما يتم إنتاج أسوار عقيدية ، تعمل الأسوار بشكل غير مستقر وتكون خشونة سطح الشغل كبيرة نسبيًا.
3. الأسوار الحبيبية: الأسوار الحبيبية عبارة عن أسوار حبيبية موحدة ، كما هو مبين في الشكل 1-1 ج. عند استخدام أداة زاوية أشعل النار صغيرة لمعالجة المواد المعدنية البلاستيكية بسرعة قطع منخفضة للغاية ، فمن السهل إنتاج هذه الأقزام. إنه منتج لطبقة القطع المشوهة تمامًا ، والتي تحقق عجزًا قصيًا للمادة وتجعل الأسوار تتكسر على طول السماكة. عندما يتم إنتاج أسوار حبيبية ، فإن عمل القطع غير مستقر وخشونة سطح الشغل كبيرة نسبيًا.
4. شظايا الأسراب: أسراب الشظايا عبارة عن أسراب حبيبات غير منتظمة ، كما هو مبين في الشكل 1-1 د. عند قطع المواد الضعيفة ، فإن الكفة المتكونة من التكسير المفاجئ لطبقة القطع بعد تشوه مرن بالكاد تمر بمرحلة تشوه البلاستيك. عندما يتم تكوين سحق التكسير ، يكون عمل القطع غير مستقر ، ويتعرض النصل لقوة تأثير أكبر ، ويكون السطح الميكانيكي خشنًا وغير متساوٍ.
يمكن أن نرى مما سبق أن أنواع الأسوار تختلف باختلاف مواد الشغل وظروف القطع. لذلك ، في عملية المعالجة ، يمكننا الحكم على ما إذا كانت حالة السوار مناسبة أم لا من خلال مراقبة شكل السوارف. يمكننا أيضًا تغيير شكل الالتفاف من خلال تحويل حالة القطع ، بحيث يمكن تحويلها إلى اتجاه مفيد للإنتاج.
مبدأ الخراطة بreaking
في عملية القطع المعدنية ، ما إذا كانت الأسوار سهلة الكسر ترتبط ارتباطًا مباشرًا بتشوه الأوشحة. لذلك ، يجب أن تبدأ دراسة مبدأ كسر الصنف بدراسة قانون تشوه الخنافس.
الأسوار المتكونة في عملية القطع سوف يكون لها صلابة أعلى و ليونة أقل و صلابة بسبب التشوه البلاستيكي الكبير نسبيا. وتسمى هذه الظاهرة تصلب الباردة. بعد تصلب البرد ، تصبح الأسوار صلبة وهشة ، ومن السهل كسرها عند تعرضها لأحمال الانحناء أو الصدمات. كلما زاد تشوه البلاستيك الذي تمر به الأوشحة ، كلما كانت ظواهر الصلابة والهشاشة أكثر وضوحًا ، وكان من الأسهل كسرها. عند قطع المواد ذات القوة العالية ، اللدونة العالية والمتانة العالية التي يصعب كسرها ، يجب أن نحاول زيادة تشوه الأسوار من أجل تقليل مرونة اللدائن وصلابتهما ، وذلك لتحقيق الغرض من تكسير الأوشاف.
يمكن تقسيم التشوه الخشن إلى قسمين:
يتكون الجزء الأول في عملية القطع ، والتي نسميها التشوه الأساسي. التشوه الخشن المقاس بالقطع الحر باستخدام أداة تحول الوجه المسطح يقترب من قيمة التشوه الأساسي. العوامل الرئيسية التي تؤثر على تشوه الأساسية هي زاوية أشعل النار أداة ، الشطب السلبية وسرعة القطع. فكلما كانت الزاوية الأمامية أصغر ، زادت مساحة الشطب السالبة وتقل سرعة القطع ، وكلما زاد حجم تشوه الصندوق كلما كان كسر الصندوق أفضل. لذلك ، يمكن استخدام الحد من الزاوية الأمامية ، وتوسيع الشطب السلبي وتقليل سرعة القطع كتدابير لتشجيع كسر الشق.
الجزء الثاني هو تشوه الأسوار في عملية التدفق والشباك ، والتي نسميها تشوه إضافي. لأنه في معظم الحالات ، فقط التشوه الأساسي في عملية القطع لا يمكن كسر الأسوار ، فمن الضروري إضافة تشوه إضافي آخر من أجل تحقيق الغرض من تصلب وكسر. إن أبسط طريقة لإجبار الأسوار على الخضوع لتشوه إضافي هي طحن (أو الضغط) شكلًا معينًا من أخدود تكسير الأوشحة على الوجه الخليع لإجبار الأسوار على التجعيد والتشوه عند التدفق في أخدود كسر الأوشحة. يتم تقوية الأسراب وإفرازها بعد تشوه إضافي في التجعيد ، ويمكن كسرها بسهولة عندما تصطدم بشغل الشغل أو الجناح.
طريقة كسر سواروفالصورة
يكمن السبب الأساسي لكسر الخوارق والاستمرارية في التشوه والإجهاد أثناء تكوين الخنافس. عندما يكون الصندوق في حالة تشوه غير مستقرة أو عندما يصل إجهاد الصندوق إلى حد قوته ، فسوف ينكسر الصندوق. عادة ، سوف ينكسر الجرح بعد الشباك.
الاختيار المعقول لزاوية هندسة الأداة ، معلمات القطع وأخدود تكسير الألواح هي طرق شائعة الاستخدام.
1. تقليل زاوية أشعل النار وزيادة زاوية الانحراف الرئيسية: زاوية أشعل النار وزاوية الانحراف الرئيسي هي الزوايا الهندسية للأداة التي لها تأثير كبير على تكسير الخوص. تقليل الزاوية الأمامية ، وزيادة تشوه الخراف ، وكسر سهل الخوص. نظرًا لأن الطحن بزاوية أشعل النار الصغيرة سيزيد من قوة القطع ويحد من تحسين معلمات القطع ، فسوف تتعرض الأداة للتلف أو حتى "خانق" عندما تكون خطيرة. بشكل عام ، لا يتم تكسير الأكوام عن طريق تقليل زاوية أشعل النار. يمكن أن تؤدي زيادة زاوية الانحراف الرئيسية إلى زيادة سماكة القطع وكسر الصندوق السهل. على سبيل المثال ، في ظل نفس الظروف ، يكون سكين 90 درجة أسهل في كسر الأسوار من 45 درجة سكين. بالإضافة إلى ذلك ، زيادة زاوية الانحراف الرئيسية مفيدة في تقليل الاهتزاز في المعالجة. لذلك ، فإن زيادة زاوية الانحراف الرئيسية هي طريقة فعالة لكسر الصناديق.
2. خفض سرعة القطع ، زيادة التغذية وتغيير معلمات القطع هي تدابير أخرى لكسر الخوص. زيادة سرعة القطع ستجعل المعدن السفلي للخزان ناعمًا وتشوه الصندوق غير كافٍ ، وهو ما لا يفضي إلى كسرها ؛ سوف يقلل من سرعة القطع يؤدي إلى كسر سوار. لذلك ، في الدوران ، يمكن كسر الأسوار عن طريق تقليل سرعة المغزل وسرعة القطع. زيادة الأعلاف يمكن أن تزيد من سمك القطع وكسر سهل للخشونة. هذه طريقة شائعة لكسر الخنافس في المعالجة ، ولكن تجدر الإشارة إلى أنه مع زيادة التغذية ، ستزداد خشونة سطح الشغل زيادة كبيرة.
3. فتح كسر الأخدود: يشير الأخدود المكسور على الأخدود إلى الأخدود المصنوع على وجه الأداة. إن الشكل والعرض والزاوية المائلة لأخدود تكسير الأوشحة كلها عوامل تؤثر على كسر الأوشحة.
1) شكل الأخدود كسر الأوشحة
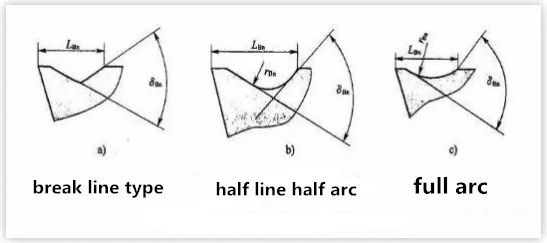
الأخاديد المكسورة الشائكة المستخدمة هي ثلاثة أخاديد ، أي الخط المطوي ، الخط المستقيم والقوس الدائري ، وقوس الدائرة الكاملة ، كما هو مبين في الشكل 2.
عند قطع الفولاذ الكربوني ، يمكن اختيار السبائك الفولاذية والأدوات الفولاذية والخط المطوي وقوس الخط المستقيم وأخدود تكسير الألواح ؛ عند قطع الشغل المواد البلاستيكية العالية ، مثل النحاس النقي ، الشغل الفولاذ المقاوم للصدأ ، يمكن اختيار الأخدود كسر قوس دائرة كاملة.
2) عرض الأخدود تكسير
عرض الأخدود كسر الأوشحة لها تأثير كبير على كسر الأوشحة. بشكل عام ، كلما كان عرض الأخدود أصغر ، كان نصف قطر الشباك الأصغر حجمًا أكبر ، وكلما زاد ضغط الانحناء على الأنبوب ، زاد سهولة كسره. لذلك ، فإن عرض الأخدود الأصغر للكسر هو مفيد لكسر الأوشحة. ولكن يجب النظر في عرض الأخدود المكسور للخشونة فيما يتعلق بعمق القطع من التغذية.
يمكن تشكيل الأسوار على شكل C إذا كان عرض أخدود كسر الأقفاص ومعدل التغذية مناسبين بشكل أساسي. إذا كان أخدود اللف الشفاف ضيقًا جدًا ، فمن السهل أن يتسبب ذلك في الحجب ، مما يزيد من حمل أداة التدوير بل ويؤدي إلى إتلاف حافة القطع ؛ إذا كان أخدود اللف الشفاف عريضًا جدًا ونصف دائرة تجعيد القطع كبيرًا جدًا ، فإن تشوه القطع ليس كافيًا ، وليس من السهل كسره ، وغالبًا لا يتدفق عبر قاع الأخدود ليشكل حشوات شريطية مستمرة.
يجب أن يكون عرض أخدود الخيط مناسبًا لعمق القطع. بخلاف ذلك ، عندما يكون الأخدود ضيقًا جدًا ، سيظهر أن عرض سواروف ليس من السهل تجعيده في الأخدود ، ولن يتدفق الصندوق عبر الجزء السفلي من الأخدود ليشكل أسوارًا ذات نطاقات. عندما يكون الأخدود عريضًا جدًا ، يصبح الضيق ضيقًا ، ويكون التدفق أكثر حرية ، ويكون التشوه غير كافٍ ، ولا ينكسر.
من أجل الحصول على تأثير مرضي لكسر الصوف ، يجب اختيار العرض المناسب لأخدود تكسير البلوط طبقًا لشروط المعالجة المحددة. بالنسبة للمواد ذات الصلابة المنخفضة ، يجب أن تكون الفتحات أضيق ، في حين يجب أن تكون الفتحات أوسع.