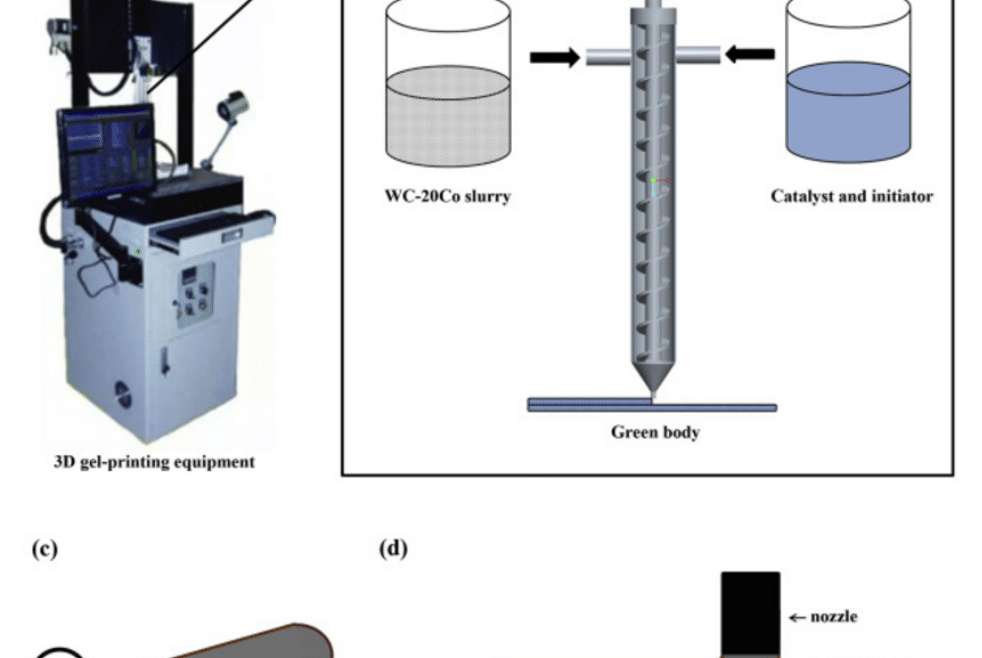
Abstract3D gel gel (3DGP) هي تقنية تصنيع جديدة تقوم ببناء مكونات ثلاثية الأبعاد عن طريق ترسيب وتلويث الملاط المعدني طبقة تلو الأخرى. هنا ، تم تشكيل ملاط أساسه هيدروكسي إيثيل ميثاكريلات (HEMA) ذو تحميل قوي من 47-56 حجم٪ WC-20Co مباشرةً بواسطة 3DGP ثم تلبد في فرن فراغ. تعرض ملاط WC-20Co سلوكًا مناسبًا لتدفق القص والقص ، وهو أمر مفيد لعملية تشكيل 3DGP. تمت دراسة تأثيرات معلمات معالجة 3DGP (مثل طباعة القطر الداخلي ومعدل الملء) على خشونة السطح ودقة الأبعاد لفراغات الطباعة. تمت دراسة آثار التحميل الصلب على الخواص الريولوجية وكثافة التلبيد وكثافة التلبيد والخواص الميكانيكية لملاط WC-20Co. أظهرت النتائج أنه يمكن طباعة العينة بشكل جيد ، مع دقة مناسبة وبنية مجهرية موحدة. العينات الملبدة لديها احتباس جيد الشكل وبنية مجهرية موحدة. كانت أفضل كثافة للعينة ، الصلابة وقوة تمزق العرض 13.55 جم / سم 3 ، HRA 87.7 و 2612.8 ميجا باسكال ، على التوالي. يتمتع 3DGP بمزايا فريدة في التشكيل شبه الصافي لعناصر WC-20Co المعقدة. 1. مقدمة يتكون كربيد الأسمنت WC-Co من جزيئات WC صلبة مضمنة في مصفوفة Co مستمرة وهي واحدة من أهم مكونات المصفوفة المعدنية. وهي تستخدم الآن على نطاق واسع كأدوات الحفر والقطع ، ختم يموت ، أجزاء ارتداء وأجزاء خاصة أخرى. بسبب قابلية انصهار جزيئات WC ، عادةً ما يتم إنتاج كربيد الأسمنت باستخدام عملية تعدين المسحوق (PM) التي تحدث فيها تلبد الطور السائل من مضغوطات مسحوق WC-Co. يقتصر بشكل كبير على شكل المنتج التعقيد هيكل يموت. بالإضافة إلى ذلك ، نظرًا للخصائص العالية الصلابة والمتانة التي تتمتع بها WC-Co ، فإنه من الصعب معالجة المعادن الصلبة WC-Co. يمثل استخدام الطرق التقليدية لإعداد أجزاء كربيد معقدة الشكل تحديا كبيرا. في السنوات الأخيرة ، تم تطوير تكنولوجيا التصنيع المضافة (AM) المناسبة لتصنيع الأشكال القريبة من الشبكة والأجزاء المعقدة وتطبيقها على إنتاج العديد من المواد المعدنية مثل كما الفولاذ المقاوم للصدأ والتيتانيوم وسبائك التيتانيوم وسبائك الألومنيوم (SLM). تعتبر تقنيات تلبد المعادن بالليزر المباشر (DMLS) ، وذوبان شعاع الإلكترون (EBM) ، وما إلى ذلك ، تقنيات نموذجية وسائدة. يمكن لشبكة هندسة هندسة الليزر (LENS) إنتاج أشكال معقدة وأجزاء كثيفة كليًا تقريبًا. في عمليات AM هذه ، يتم وضع المسحوق المعدني بطبقة انتقائية بطبقة شعاع ليزر / إلكترون بطبقة حتى يتم بناء الأجزاء. ومع ذلك ، هناك عدد قليل من الدراسات حول تصنيع المواد المضافة من hardmetals WC-Co. أولاً ، يتكون كربيد الأسمنت WC-Co من جزيئات WC ومادة مصفوفة Co ، ونقاط انصهار هاتين المادتين مختلفة تمامًا. عندما يتم تسخين مسحوق WC-Co إلى درجة انصهار Co ، تظل جزيئات WC في الحالة الصلبة ؛ يسخن المسحوق ويبدأ Co في التبخر. ذوبان جزئي سوف يقلل من كثافة المنتج. لحل هذه المشكلة ، حاول بعض الباحثين إضافة بعض المجلدات ، مثل المعادن المنخفضة نقطة انصهار. قو وآخرون. تم خلط مسحوق Cu ومسحوق WC-10Co بنسبة وزن 60:40 ، وتم تصنيع عينات من 50 مم × 10 مم × 9 مم باستخدام DMLS. بسبب كمية كبيرة من النحاس ، وصلت الكثافة النسبية لهذه العينة 94.3 ٪. ثانيًا ، تحتوي تقنيات دمج مسحوق المسحوق هذه على متطلبات معينة للمسحوق المستخدم. في عمليتي SLM و EBM ، تنتشر المساحيق المعدنية من خلال الأسطوانة ، بينما يتم تجهيز DMLS و LENS عادة بنظام تغذية المسحوق المتزامن. من أجل الحصول على طبقة مسحوق موحدة ورقيقة ، كلا النوعين تغذية مسحوق تتطلب مسحوق ناعم ومسحوق كروي مع سيولتها جيدة. مسحوق WC-Co ذو الشكل التجاري غير المنتظم لا يلبي هذه المتطلبات. بالإضافة إلى ذلك ، تسخين وتبريد شعاع الليزر / الإلكترون (أي عملية التلبيد) سريع جدًا. فقط عدد قليل من جزيئات مرحاض يمكن أن تذوب في الطور السائل. قد يقلل التلبيد غير الكامل من أداء المنتج. أخيرًا ، تتطلب التقنيات المذكورة أعلاه أنظمة حماية عالية للفراغ أو الغاز الخامل ، وهي مكلفة وتتطلب إزالة الكبريت وتبخرها. بير وآخرون. وجدت أنه لم يكن هناك ما يكفي من الكربون الحر في المواد الخام المسحوقة للتعويض عن فقدان الكربون الذي حدث أثناء عملية LENS. على الرغم من أن التقنيات المذكورة أعلاه يمكن أن تنتج العديد من الأجزاء المعقدة ، إلا أنها قد لا تكون مناسبة لإنتاج المعادن الصلبة WC-Co. من أجل حل قيود الطرق التقليدية ومشاكل تقنية AM المذكورة أعلاه في إنتاج المعادن الصلبة WC-Co ، تم اقتراح عملية AM جديدة تسمى 3D Gel Printing (3DGP). يجمع 3DGP بين صب حقن الهلام ونموذج الترسيب المصهر (FDM) ولديه القدرة على تحويل النماذج ثلاثية الأبعاد إلى مواد صلبة ثلاثية الأبعاد. يوضح الشكل 1 (أ) جهاز 3DGP المصمم لدينا. يوضح الشكل 1 (ب) عرضًا موسعًا لنظام البثق والترسيب في الجهاز. أولاً ، يتم تقسيم النموذج ثلاثي الأبعاد المصمم إلى سلسلة من الشرائح ثنائية الأبعاد. ثم يتم استخدام الملاط المسحوق في محلول مونومر العضوي "كحبر" ويتم نقله إلى الطارد اللولبي لجهاز 3D GP تحت ضغط معين من الهواء المضغوط. في الوقت نفسه ، يتم تسليم البادئ والمحفز إلى جهاز بثق لولبي بنفس النسبة. يتم خلط المواد تمامًا وقذفها من خلال فوهة ثم يتم إيداعها على منصة طباعة. بعد فترة قصيرة من الوقت ، يتم ربط المونومرات العضوية ويتم وضع المسحوق الصلب في مكانه بواسطة بوليمر متشابك ثلاثي الأبعاد. وبهذه الطريقة ، يتم ترسيب الملاط بشكل انتقائي طبقة تلو الأخرى ، وهو ما يتوافق مع كل شريحة ثنائية الأبعاد تم إنشاؤها مسبقًا من النموذج ثلاثي الأبعاد. أخيرًا ، يتم الحصول على هيكل أخضر ثلاثي الأبعاد. لتفادي انهيار اللون الأخضر أثناء عملية الطباعة ، تظل منصة الطباعة ثابتة ، ويمكن لرأس الطباعة الخاص بجهاز 3DGP أن يتحرك عبر محاور X و Y و Z مختلفة عن جهاز FDM التقليدي. على غرار أجهزة FDM التقليدية ، يتمتع الجهاز الجديد بمزايا التشكيل المرن والبنية البسيطة والتحكم الدقيق. بعد التجفيف ، يتم إزالة الشحم من الجسم الأخضر وتكليره في فراغ أو في الغلاف الجوي. التكوين 1 من 3GPGP: (أ) جهاز الطباعة ثلاثية الأبعاد ، (ب) عرض موسع لنظام البثق والترسيب ، (ج) خيوط الملاط و (د) ترسب خيوط السيريسين. لقد تم استخدام صب الجِل لإنتاج مواد معدنية وسيراميك مختلفة ، مثل WC-8 wt٪ Co ، 17-4PH من الفولاذ المقاوم للصدأ ، سبيكة عالية الحرارة ، Al2O3 ، Si3N4 ، SiC ، إلخ . هذا يثبت أن مجموعة متنوعة من مساحيق المواد يمكن أن تشتت وتعلق بشكل ثابت في محلول مونومر عضوي ، مما يعني أن 3DGP لديه إمكانات كبيرة في تشكيل العديد من المواد بما في ذلك المعادن والسبائك المعدنية ومركبات المصفوفة المعدنية والسيراميك. الطلب الحالي على أجزاء كربيد معقدة في تزايد مستمر. WC-20Co هو كربيد اسمنتي نموذجي. في هذه الدراسة ، تم استخدام ملاط WC-20Co كحبر قابل للطباعة ، وتمت دراسة التصنيع الإضافي لمكون WC-20Co بواسطة 3DGP. والغرض من ذلك هو تصنيع خواص ميكانيكية عالية الكثافة وعالية الجودة للأجزاء المركبة من WC-20Co ، ودراسة جدوى تطبيق 3DGP وعملية تطبيقه في التشكيل القريب من الشبكة لقطع غيار سبائك الصلب الصلبة WC-Co. Preparation2.1. WC-20Co لتحضير الملاط تم استخدام مسحوق WC التجاري الذي يبلغ متوسط قطر الجسيمات 2.7 ميكرون ومسحوق Co متوسط قطر الجسيمات 46.5 ميكرومتر في هذا العمل. يوضح الشكلان 2 (أ) و (ب) ظهور مسحوق WC ومسحوق Co ، على التوالي. تم خلط هذه المواد الخام باستخدام خليط من الطحن الكروي ذي نسبة وزن إلى WC إلى 80:20 وكرة كربيد أسمنتية مخلوطة مع مسحوق WC-20Co في نسبة وزن 5: 1. الشكل 2 (ج) يبين مسحوق مركب WC-20Co بعد طحن لمدة 24 ساعة. الشكل. 2 مورفولوجيا مادة المسحوق: (أ) مسحوق مرحاض ، (ب) مسحوق مساعد و (ج) مسحوق مركب WC-20Co. لمنع أكسدة الكوبالت ، تم تصميم أنظمة غير هيدروجيل. تم اختيار التولوين وهيدروكسي إيثيل ميثاكريلات (CH2 = C (CH3) COOCH2CH2OH ، HEMA) كمذيبات ومونومرات عضوية. يسرد الجدول 1 أنظمة الهلام المستخدمة في ملاط WC-20Co. الجدول 1. نظام الكاشف الكيميائي لملاط WC-20Co Slurry.Solvent للعامل المتشابك المشابك التشتت الخاص بمحلل التشتيت المنزلق Toluene-Hydroxyethyl Methacrylate (HEMA) N ، N'-Methylene Bis-Acrylamide Solsperse البنزويل بيروكسايد (BPO) ثنائي ميثيل أنيلين (TEMED) كانت الكواشف المستخدمة في التجربة جميعها نقية من الناحية التحليلية. تم خلط كل من First و HEMA (مونومر) و N و N'-methylene-bisacrylamide (crosslinker) بنسبة وزن 80: 1 و ثم يذوب في التولوين بتركيز 50 ٪ من حجم HEMA لإعداد المعالجة. خليط. بعد ذلك ، تم تحضير الملاط ذي الأحمال الصلبة المختلفة من خلال تشتيت مسحوق WC-20Co في المحلول المختلط مسبقًا. تمت إضافة المشتتة Solsperse-6000 (ICI Co. USA ، غير سامة) في وقت واحد بنسبة معينة. تم بعد ذلك تعليق كرات التعليق WC-20Co لمدة ساعتين للحصول على ملاط موحد. عملية طباعة هلام ثلاثية الأبعاد تم تسليم ملاط WC-20Co أعلاه إلى جهاز GP ثلاثي الأبعاد تحت الضغط المناسب. يتم استخدام ثلاث فتحات بأقطار داخلية 0.5 و 0.6 و 0.7 مم هنا. يسرد الجدول 2 شروط الطباعة لعملية 3DGP. استنادًا إلى معلمات الطباعة هذه ، مع أخذ قاطعة مائلة كمثال ، تم إعداد بعض العينات المستطيلة وتحليلها لتحديد دقة وحالة سطح 3DGP. بعد عملية الطباعة ثلاثية الأبعاد للجل ، تم تجفيف الأجسام الخضراء في فرن مفرغ على حرارة 60 درجة مئوية لمدة 8 ساعات. تم إزالة الشحوم من الجسم الأخضر المجفف عند 700 درجة مئوية لمدة ساعة واحدة وأخيراً تلبد في فرن أنبوب فراغ الكربون (فراغ <2 Pa) عند 1360 درجة مئوية لمدة ساعة واحدة. الجدول 2. شروط الطباعة لـ 3DGP.Numbering printing printing سرعة الطباعة السميكة 1 0.50 مم 0.35 مم 28 مم / ثانية 2 0.60 مم 0.45 مم 28 مم / S3 0.70 مم 0.55 مم 28 مم / s2.3. قياس تم اختبار لزوجة ملاط WC-20Co باستخدام مقياس اللزوجة الدوارة NDJ-79 عند 25 درجة مئوية. تم استخدام التحليل الحراري بالأشعة الحرارية (TGA) والتحليل الحراري التفاضلي (DTA) لدراسة فقدان الوزن الحراري وحركية التحلل للربطات العضوية عندما كان معدل التسخين 10 درجة مئوية / دقيقة تحت تدفق الأرجون عالي النقاء. تم استخدام مبدأ أرخميدس لقياس الكثافة الخضراء والكثافة الملبدة. تم استخدام المجهر متحد البؤر المسح بالليزر لمراقبة خشونة السطح ، والمظهر والتشكل مستعرضة من الجسم الأخضر 3DGP. وقد لوحظ ظهور مسحوق WC-20Co والبنية المجهرية للعينات الخضراء والمتكلسة عن طريق مسح المجهر الإلكتروني. تم اختبار صلابة العينات الملبدة باستخدام اختبار صلابة روكويل مع مخروط الماس وحمل 60 كجم. تم إجراء اختبار الانحناء للعينات الملبدة المقطوعة إلى 5 مم × 5 مم × 35 مم بواسطة آلة اختبار إلكترونية عامة بمعدل تحميل قدره 10 مم / دقيقة. وتستند كل مجموعة من البيانات المبلغ عنها على سمات تم الحصول عليها من 3 إلى 5 عينات. النتائج والمناقشة 3.1. السلوك الوريدي وعملية التثليج في ملاط WC-20Co ، تعتمد جودة الملاط على عاملين رئيسيين: التحميل الصلب واللزوجة. تين. يوضح الشكل 3 تأثير التحميل الصلب على لزوجة ملاط WC-20Co بمعدل قص قدره 20 ثانية -1. تزداد لزوجة الملاط مع التحميل القوي. على عكس متطلبات اللزوجة لقولبة حقن الهلام (عادة أقل من 1 Pa · s) ، يمكن استخدام اللزوجة العالية (بمعنى أعلى محتوى المواد الصلبة) في عملية 3DGP. لا يلزم ملء عجينة 3DGP بعفن ، ولكن يجب فقط الحصول على درجة معينة من السيولة (عادة ما تكون أقل من 3 باسكال) حتى يمكن البثق من خلال الفوهة. ومع ذلك ، قد تعوق اللزوجة المفرطة قذف عجينة WC-20Co. على سبيل المثال ، الطين ذو المحتوى الصلب 59٪٪ لزج للغاية بحيث لا يمكن البثق. في هذه الدراسة ، تمت طباعة أربعة ملاط WC-20Co مختلفة محملة بالصلب مباشرة بواسطة 3DGP: 47 ، 50 ، 53 و 56 حجم٪. التكوين 3. تأثير التحميل الصلب على لزوجة معجون WC-20Co. بالإضافة إلى ذلك ، WC-20Co -20Co الطين يعرض خصائص السائل الكاذب. كما هو مبين في الشكل 4 ، كلما زاد معدل القص ، تقل لزوجة ملاط WC-20Co بشكل كبير ، مما يشير إلى سلوك ترقق القص. يشير هذا إلى أن ملاط WC-20Co يمكن أن يتدفق بمعدلات قص عالية نتيجة لضغط الهواء والإثارة ، ويمكن بثقه عند ضغط معين من خلال فوهة ذات قطر صغير. بمجرد انبثق الملاط وتختفي قوة القص ، تحافظ خيوط الملاط على شكلها بدلاً من أن تنتشر خلال فترة الخمول القصيرة قبل التصلب. إن خاصية ترقق القص هذه مواتية جدًا لقذف وترسبات الملاط WC-20Co في عملية 3DGP. الشكل 4. العلاقة بين اللزوجة الواضحة ومعدل القص في ملاط WC-20Co. يوجد وقت خمول بين إضافة ميثيل أنيلين المحفز (TEMED) والبادئ البنزويل بيروكسايد (BPO) وبداية جيلاتي (بلمرة crosslink). يعد تحسين وقت الفراغ نقطة أساسية في برنامج 3DGP. في وقت الخمول الصحيح ، يمكن لمسمار نظام البثق أن يحرك بقوة الملاط WC-20Co ، المحفز والمبادر ، ويضمن أن يحدث بلمرة الارتباط المتشابك لمونومر HEMA بسرعة بعد قذف وترسيب الملاط. قبل طباعة الطبقة التالية ، يجب أن تتمتع الطبقة السابقة من الملاط بقوة كافية حتى يتمكن الجسم الأخضر من الحفاظ على شكله وتحمل وزنه. البلمرة المتقاطعة للربط HEMA هي تفاعل طارد للحرارة ، لذلك يتم استخدام أدوات مخصصة مع مقياس حرارة للمساعدة في تحديد وقت الخمول. في عملنا السابق ، وجدنا تأثيرًا كبيرًا على معدل تفاعل المحفز TEMED ، وكان تركيز TEMED 10 ملمول / لتر يحدث تفاعل تشابك عندما يحدث الاستقرار. على عكس التأثير الملحوظ للمحفز ، فإنه أكثر ملاءمة لتحسين وقت الخمول ومعدل البلمرة عن طريق ضبط تركيز البادئ. بمجرد إضافتها إلى ملاط WC-20Co ، يتحلل البادئ BPO إلى جذور حرة ، ويبدأ بنجاح تفاعل البلمرة. ويبين الشكل 5 تأثير تركيز البادئ على الوقت الميت من ملاط WC-20Co مع محتوى المواد الصلبة بنسبة 56 ٪ من حيث الحجم. أظهرت النتائج أن جيل ملاط WC-20Co يمكن التحكم فيه. وقت الخمول يتناقص مع زيادة تركيز البادئ. عندما يكون تركيز البادئ 40 مللي مول / لتر ، يكون وقت الخمول أقل من 20 دقيقة. ومع ذلك ، مع زيادة تركيز البادئ إلى 70 مللي مول / لتر ، انخفض وقت الخمول إلى حوالي 5 دقائق. عندما يتجاوز التركيز 100 مللي مول / لتر ، يكون الحد الأدنى لوقت الخمول في التأثير. تنطبق أنماط مماثلة على الملاط ذي المحتوى الصلب المختلف. وفقا لنتائج التجارب المتكررة المقدمة البادئ (90 مليمول / لتر) من الجرعة المثلى. خلال هذه الفترة المثلى للتفريغ (حوالي دقيقتين) ، تم خلط ملاط WC-20Co مع كمية معينة من المحفز والبادئ في طارد لولبي ومن ثم قذف من خلال فوهة وأخيراً تم معالجتها في 20 ثانية. 5 تأثير تركيز البادئ على الوقت الخالي من الملاط WC-20Co Slurry3.2. توصيف الجسم الأخضر تم سحق ملاط WC-20Co من خلال فوهة تقليدية وبسبب تأثير Barus (التمدد المبثوق) ، كان قطر خيوط الملاط أكبر قليلاً من القطر الداخلي للفوهة. كما هو مبين في الشكل 1 (ج) ، بعد أن يتم إيداع خيوط الملاط على منصة الطباعة ، ستصبح جاذبيتها وخصائصها الريولوجية واتصالها البسيط بالفوهة شبه إهليلجية ، كما هو مبين في الشكل 1 (ج). من خلال التحكم في وقت الخمول ، يمكن معالجة معجون الطباعة بسرعة وقوة كافية قبل بثق الطبقة التالية. الشكل 1 (د) هو تخطيطي لعملية ترسب 3DGP. خيوط الملاط WC-20Co متداخلة ، وستملأ الطبقة التالية المساحة الخالية للطبقة السابقة. بسبب تأثير Barus المذكور أعلاه ، من الضروري اختيار معدل الملء الصحيح. يظهر تأثير معدل التعبئة في الشكل 6. وقد تم طباعة ثلاث عينات مختلفة من معدل التعبئة مع فوهة 0.7 ملم وعجينة WC-20Co مع 56٪٪ من المواد الصلبة. عندما تكون نسبة الملء 100٪ ، فإن ملاط WC-20Co سوف يتراكم ، ويشوه ، ثم يتلف شكل المنتج. من ناحية أخرى ، كما هو موضح في بنية شعرية هو مبين في FIG. 6 (أ) ، ينتج عن معدل الملء المنخفض كثافة منخفضة للجسم الأخضر. مع معدل ملء 92 ٪ ، شكل الجسم الأخضر بشكل جيد. يتم تحديد معدل الملء المناسب بناءً على الخواص الريولوجية لحجم الملاط وحجم الفوهة. تكوين 6 عينات خضراء بمعدلات تعبئة مختلفة: (أ) 84٪ ، (ب) 92٪ ، (ج) 100٪. القطر الداخلي لل فوهة تؤثر على سمك الطبقة المودعة ويحدد في نهاية المطاف خشونة السطح ودقة الأبعاد للجسم الأخضر. لتوضيح ذلك ، تم إجراء عدة عينات بواسطة 3DGP باستخدام فوهات مختلفة القطر وملاط WC-20Co مع تحميل 56٪ من المواد الصلبة. تم قياس سمك الطبقة وخشونة السطح والشكل والحجم لحساب دقة تشكيل 3DGP. تمت دراسة سماكة الطبقة وخشونة السطح للعينات المطبوعة بواسطة الفحص المجهري لمسح الليزر. تين. 7 هو عرض جانبي لجسم أخضر تم الحصول عليه بواسطة 3DGP باستخدام ثلاث فتحات بأقطار داخلية 0.5 و 0.6 و 0.7 مم. يشير هذا إلى أن خيوط الملاط تحافظ على شكلها وعلاجها في الوقت المناسب ، مع ترابط جيد بين الطبقات. يوضح الجدول 3 سماكة الطبقة وخشونة السطح وأبعاد الجسم الأخضر المطبوع. تتوافق نتائج سمك الطبقة المقاسة (0.355 مم ، 0.447 مم و 0.552 مم ، على التوالي) مع إعدادات 3DGP الموضحة في الجدول 2. مع زيادة قطر الفوهة ، تزداد خشونة السطح للعينة المطبوعة. عندما تم طباعة عينة متوازية مستطيلة الشكل باستخدام فوهة بقطر داخلي يبلغ 0.5 مم ، تم الحصول على خشونة السطح (Ra) من 8.13 ± 0.6 μm. عندما تم زيادة القطر الداخلي للفوهة إلى 0.7 مم ، كانت للعينة خشونة سطحية (Ra) تصل إلى 19.98 ± 0.9 ميكرون. كما يتضح من الجدول 3 ، فإن كل هذه الفراغات المطبوعة أكبر قليلاً من النموذج ثلاثي الأبعاد ، ولكنها أصغر قليلاً أثناء عملية التجفيف وبالتالي فهي أقرب إلى النموذج. يوضح الشكل 8 عينة مستطيلة مجففة مطبوعة باستخدام فوهة 0.5 مم و ملاط WC-20Co مع تحميل 56٪ من المواد الصلبة. كما هو مبين في الشكل 8 (ب) ، لم يكن لسطح العينة 3DGP بوليت أي مسام أو شظايا أو عيوب صفحة حربية واضحة. علامات طباعة الخط لا تزال مرئية على سطح عينة مكعبة. أظهرت النتائج أن جهاز 3DGP لديه قدرة تشكيل جيدة ، واستخدام الفوهات الدقيقة لإعداد العينات يؤدي إلى انخفاض خشونة السطح ودقة الأبعاد العالية. ويبين الشكل 8 (هـ) المقطع العرضي لعينة جافة خضراء منخفضة التكبير. لا توجد واجهة بين طبقة الطباعة والخطوط الموجودة داخل العينة الخضراء. على الرغم من أن عجينة WC-Co تُطبع بطبقة واحدة تلو الأخرى ، إلا أن خصائص الترطيب والانتشار الخاصة بالعجينة جيدة ، ومعدل الملء مناسب ، بحيث يكون للصلب والطبقة لصق ممتاز. بالإضافة إلى ذلك ، لا يزال يحدث بلمرة الارتباط المتبادل لـ HEMA في هذه الواجهات أثناء خطوات الطباعة والتجفيف والترابط المحكم بين الأسلاك والطبقات. من صورة SEM (الشكل 8 (و)) ، يمكن ملاحظة أن العينة الخضراء لها بنية مجهرية موحدة وأن جزيئات WC-Co موزعة بشكل موحد. علاوة على ذلك ، يتم تغطية الجسيمات بإحكام بواسطة بوليمر الجل وثباتها في مكانها. الشكل 7: مظهر السطح الجانبي وسمك الطبقة للأجسام الخضراء ذات الفوهات المختلفة المتكونة من 3DGP: فوهة 0.5 مم ، فوهة 0.6 مم ، (ج) فوهة 0.7 ملم. الجدول 3. سماكة الطبقة ، خشونة السطح ، وأبعاد الأجسام الخضراء المطبوعة ، وأبعاد الأجسام الخضراء المجففة. (النموذج ثلاثي الأبعاد 40 مم × 20 مم × 20 مم). 8. العينة المكعبة المطبوعة بواسطة 3DGP باستخدام فوهة 0.5 مم و الملاط WC-20Co مع تحميل صلب بنسبة 56٪٪: (أ) نموذج ثلاثي الأبعاد ، (ب) جسم أخضر مجفف ، (ج) عينة ملبدة ، (هـ) المقطع العرضي للجسم الأخضر المجفف تحت التكبير المنخفض ، و (و) المجهرية من الجسم الأخضر المجفف. التحميل الصلبة يؤثر على كثافة الجسم الأخضر. كما يظهر في الشكل. 9 ، عند تحديد فوهة مناسبة وتحديد معدل الملء المناسب ، تزداد الكثافة الخضراء كلما زاد الحمل الصلب للطين. عند تحميل المواد الصلبة بنسبة 56٪ ، كانت الكثافة الخضراء 7.85 جم / سم 3. إن استخدام الملاط ذو المحتوى العالي من المواد الصلبة يسهل إنتاج مضغوطة خضراء عالية الكثافة ويقلل من الانكماش أثناء التجفيف والتكلد ، مما يسهل تحقيق الأجزاء المتجانسة عالية الدقة والأجزاء الملبدة عالية الدقة. في فرضية اللزوجة المعقولة ، من الضروري زيادة الحمل الصلب قدر المستطاع. التكوين 9. الكثافة الخضراء والكثافة الملبدة لعينات GP ثلاثية الأبعاد مع الأحمال الصلبة المختلفة WC-20Co.3.3. نموذج متكلس تستند عملية 3DGP إلى بلمرة المونومرات العضوية و FDM في الموقع. قبل التلبيد ، يجب أن يتحلل بوليمر الجل الأخضر (الموثق العضوي) ويحترق. للتحقق من حركية التحلل الحراري للربطات العضوية ، تم اختبار العينات الخضراء المطبوعة باستخدام ملاط WC-20Co عند تحميل 56٪ من المواد الصلبة بواسطة TG و DTA في جو الأرجون المتدفق بمعدل تسخين 10 درجات مئوية / دقيقة. . كما هو مبين في الشكل 10 ، تكون العينة الخضراء ماص للحرارة بسبب تبخر التولوين وتصبح أخف في درجات حرارة منخفضة (أقل من 100 درجة مئوية). يُظهر منحنى DTA حرارة طاردة قوية عند حوالي 450 درجة مئوية. المقابلة للذروة الطاردة للحرارة ، يظهر الجسم الأخضر خسارة كبيرة في الوزن بين 300 درجة مئوية و 500 درجة مئوية. عندما تسخينها إلى 600 درجة مئوية ، فقدت العينة الخضراء 3.08 ٪ بالوزن. حسب الحساب ، كان المحتوى العضوي للعينة الخضراء المجففة 3.02 ٪ بالوزن. عندما تكون درجة الحرارة أعلى من 600 درجة مئوية ، فإن وزن الجسم الأخضر لا يكاد يتغير. أظهرت النتائج أن هلام البوليمر الأخضر تم حرقه بالكامل بعد تسخينه إلى حوالي 600 درجة مئوية. نظرًا لانخفاض محتوى المواد العضوية ، تتطلب العينات الخضراء المطبوعة 3DGP إزالة الشحوم الحرارية فقط. 3DGP يمكن أن تشكل مكونات كبيرة الحجم. تم تجميد العينة WC-20Co عند 700 درجة مئوية لمدة ساعة واحدة بالنظر إلى تأخر درجة حرارة الفرن. في التين. 8 (ج) ، يمكن ملاحظة أن انكماش العينة المصنعة 3DGP منتظم أثناء التلبيد. تحافظ العينة الملبدة على شكلها دون الالتفاف وليس لها عيوب على السطح. التكوين 10. منحنى DTA ومنحنى TG لعينة 3DGP بمعدل تسخين 10 درجات مئوية / دقيقة. مع زيادة التحميل الصلب ، تزداد الكثافة الملبدة لل زيادات عينة 3DGP. تماما مثل بيانات الكثافة في FIG. 9 ، أظهرت عينة مطبوعة باستخدام ملاط WC-20Co مع تحميل المواد الصلبة 56 المجلد .- أظهرت الكثافة القصوى 13.55 جم / سم 3 ، والتي بلغت 99.93 ٪ من الكثافة النظرية. ومع ذلك ، عندما تم تخفيض الحمل الصلب إلى 47 ٪ من حيث الحجم ، كانت الكثافة الملبدة فقط 12.01 جم / سم 3 (88.58 ٪ من الكثافة النظرية). وينعكس تأثير التحميل الصلب أيضًا في البنية المجهرية للعينة الملبدة. عند تحميل ثابت يصل إلى 56٪ من حيث الحجم ، تُظهر صورة SEM (الشكل 11 (أ)) عينة متكلس مع تكثيف كامل بالقرب من عدم وجود تشققات أو فراغات ملحوظة. عندما يكون المحتوى الصلب منخفضًا ، بمعنى آخر ، يكون محتوى المذيب ومحتوى الموثق العضوي مرتفعًا ، يؤدي تبخر المذيب وإحراق الموثق العضوي إلى حدوث العديد من الفراغات ، مما يعيق تكثيف التلبيد. تين. 11 (ب) يوضح أنه عندما يتم تقليل التحميل الصلب لملاط WC-20Co إلى 53٪ من حيث الحجم ، فهناك بعض الثقوب الصغيرة في العينة الملبدة. يمكن ملاحظة عدد كبير من الفراغات في FIG. 11 (ج) توضح البنية المجهرية للعينة المطبوعة باستخدام ملاط WC-20Co مع تحميل المواد الصلبة بنسبة 50 ٪ من حيث الحجم. كما يظهر في الشكل. 11 (د) ، تظهر الثقوب أكثر وأكثر كما يتم تقليل الحمل الصلبة. لا توجد مرحلة سائلة كافية أثناء إزالة الشحوم والتلبد لملء المسام التي خلفها المذيبات والموثق العضوي. أدى ذلك إلى انخفاض الكثافة وعدد كبير من الفراغات في العينات المطبوعة باستخدام عجينة WC-20Co مع تحميل مواد صلبة بنسبة 47٪ من حيث الحجم. التكوين 11. (أ) 56 حجم٪ ، (ب) 53 حجمًا ، (ج) 50٪٪ و (d) 47٪٪ WC-20Co من الملاط من خلال صورة SEM مطبوعة ثلاثية الأبعاد من عينة متكلس. يوضح الشكل 12 التغير في صلابة العينات الملبدة كدالة للتحميل الصلب للملاط WC-20Co. عند تحميل المواد الصلبة بنسبة 47٪ من حيث الحجم ، تبلغ الصلابة (HRA) 84.5 فقط. ينتج عن محتوى المواد الصلبة المنخفضة كثافة منخفضة متكلس (مسامية عالية) ، مما يقلل بشكل كبير من الخواص الميكانيكية للعينة. كلما زاد التحميل الصلب ، زادت الصلابة بشكل كبير. العينات المطبوعة باستخدام ملاط WC-20Co ذي تحميل صلب بنسبة 56٪٪ لها أقصى صلابة (HRA) تبلغ 87.7. الشكل 12. قيم صلابة العينات الملبدة بأحمال صلبة مختلفة WC-20Co. يحدث موقف مشابه مع قوة تمزق العرضية من العينة متكلس. كما هو مبين في الشكل 13 ، لوحظ أن قوة الانحناء للعينة تزداد بزيادة التحميل الصلب. كما أكد ظهور الكسر والبنية المجهرية للعينة (الشكل 14). كما هو مبين في التين. 14 (ب) و (ج) و (د) ، كان للعينة قوة انحناء منخفضة للغاية ، وكانت العديد من الثقوب ناتجة عن انخفاض الأحمال الصلبة بنسبة 53 ٪ و 50 ٪ و 47 ٪ من حيث الحجم. على الرغم من وجود المسام ، يمكن ملاحظة أن جزيئات مرحاض توزع بشكل موحد ولا يحدث نمو غير طبيعي. كانت العينات المصنوعة من ملاط WC-20Co (56 vol٪) عالي الصلابة تمزقًا عرضيًا قدره 2612.8 ميجا باسكال. التكوين 13. قوة الانحناء للعينات الملبدة بأحمال صلبة مختلفة WC-20Co. مطبوع باستخدام ملاط ذي أحمال صلبة مختلفة: (أ) 56 حجمًا٪ ، (ب) 53 حجمًا ، (ج) 50 حجمًا ، و (د) 47 حجمًا. التكوين 15 يُظهر القاطع الميتر (القطر 52 مم) مصنوع من 3DGP ومتكلس في 1360 درجة مئوية. التكلس يتقلص بالتساوي. لذلك ، الطحن المائل لديه شكل جيد. تشبه الخواص الميكانيكية للعينات المطبوعة 3DGP الخواص الميكانيكية للعينات المصنوعة من مكابس الطباعة التقليدية وتقنيات التلبيد. إن 3DGP عبارة عن عملية تشكيل متقاربة بالقرب من الشبكة يمكن أن تشكل أشكالًا معقدة بدون قالب (تشكيل حر). يمكن مشاهدة الخطوط المطبوعة على سطح مشطوف. تحتاج الأجزاء التي صنعتها 3DGP إلى تلميعها وإنهائها قبل الاستخدام. سرعة صب 3DGP لا تزال بطيئة جدا. يستغرق ساعتين و 46 دقيقة لطباعة الطحن المائل. كعملية غير صب ، يتغلب 3DGP على قيود الأشكال المعقدة ويبسط تدفق العملية. مع تطور التكنولوجيا والمعدات ، ستزداد دقة التشكيل وسرعة التشكيل تدريجياً. يوفر 3DGP طريقة جديدة لتشكيل شبكة بالقرب من مكونات hardmetal WC-Co.Figure 15. القاطع Bevelled المطبوعة بواسطة 3DGP.4. استنتاج تم إنتاج مكون WC-20Co المركب بنجاح في شكل شبه صافي من خلال عملية AM جديدة تسمى 3D gel printing ، والتي تقوم بشكل انتقائي بإيداع طبقة الملاط WC-20Co بطبقة. يمكن استخلاص النتائج التالية: (1) يمكن تحضير الملاط ذات الخصائص الريولوجية المناسبة باستخدام مسحوق WC-20Co المركب غير المنتظم وأنظمة جل التولوين - HEMA. يجعل سلوك ترقق القص وتفاعل التبلور المتحكم به WC-20Co slury مناسبًا لعملية 3DGP. (2) يمكن استخدام 3DGP لتصنيع أجسام خضراء معقدة. يساعد استخدام الفوهات الدقيقة في تحسين دقة تشكيل 3DGP وتقليل خشونة السطح للعينة. يجب اختيار معدل التعبئة بناءً على ريولوجيا الملاط وحجم الفوهة. العينة المطبوعة لها شكل جيد وخشونة السطح من 8.13 ± 0.6 ميكرون. يُمكّن المحتوى المنخفض للموثق للبرامج الخضراء 3DGP من صنع مكونات كبيرة الحجم. (3) أدت زيادة التحميل المتين لملاط WC-20Co إلى تحسينات في لزوجة الملاط والكثافة الخضراء والكثافة الملبدة والخصائص الميكانيكية للعينة الملبدة. العينة الملبدة المطبوعة باستخدام ملاط WC-20Co بحجم 56٪ بكثافة 13.55 جم / سم 3 (99.93٪ من الكثافة النظرية) ، وصلابة 87.7 (HRA) وقوة الانحناء 2612.8 ميجا باسكال. بالإضافة إلى ذلك ، فإن البنية المجهرية متجانسة مع حبيبات WC الدقيقة والموحدة. المرجع: شين يوي زهانغ ، زهي ، منغ قوه ، كون قانغ تشن ، وي وي يانغ. تصنيع إضافي لمكونات WC-20Co بواسطة طباعة ثلاثية الأبعاد. المجلة الدولية للمعادن الحرارية والمواد الصلبة ، المجلد 70 ، يناير 2018 ، الصفحات 215-223
المصدر: ميو كربيد