
تعتبر طريقة طحن الغطس ، والمعروفة أيضًا باسم طريقة طحن المحور Z ، واحدة من أكثر طرق المعالجة فعالية لتحقيق قطع المعدن ذي معدل القطع العالي. بالنسبة لتصنيع الآلات السطحية والحز والأدوات المزودة بأدوات كبيرة ، فإن كفاءة المعالجة لطريقة الغطس أعلى بكثير من طريقة طحن الوجه التقليدية. في الواقع ، عندما يكون من الضروري إزالة عدد كبير من المواد المعدنية بسرعة ، فإن استخدام طريقة الغطس يمكن أن يقلل من وقت المعالجة بأكثر من النصف.
حواف الغطس الطحن
1. يمكن أن تقلل من تشوه الشغل.
2. يمكن أن تقلل من قوة القطع نصف القطر التي تعمل على آلة الطحن ، مما يعني أنه لا يزال من الممكن استخدام العمود البطي للتحول لتصنيع الطحن دون التأثير على جودة تصنيع الشغل.
3. الأداة لها عبء كبير ، وهو مفيد للغاية لطحن أخدود الشغل أو السطح ؛
4. يمكن تحقيق الحز للمواد ذات درجة الحرارة العالية (مثل Inconel). طريقة الغطس المثالية مثالية لتخدير تجاويف القوالب ويوصى باستخدامها في تصنيع مكونات المركبات الفضائية بكفاءة. أحد التطبيقات الخاصة هو شفرات التوربينات الآلية على آلة طحن ثلاثية أو أربعة محاور ، والتي تتم عادة على جهاز مخصص.
بيئة التطبيق
وتستخدم سكاكين طحن الغطس المتخصصة أساسا للتخشين أو نصف تشطيب. يمكن قطعها في عطلة الشغل أو قصها على طول حافة الشغل ، أو هندسة الأشكال المعقدة ، بما في ذلك حفر الجذر. لضمان درجة حرارة ثابتة للقطع ، يتم تبريد جميع سكاكين الطحن الغاطسة ذات السيقان الداخلية داخليًا. تم تصميم جسم قاطعة الطحن الغاطسة وإدخالها لتقطيع الشغل بزاوية مثالية. عادة ، فإن قاطعة طحن الغطس لديها زاوية طليعة تبلغ 87 درجة أو 90 درجة ونطاق معدل التغذية يتراوح من 0.08 إلى 0.25 مم / سن. يعتمد عدد الإضافات الموجودة على كل سكينة طحن على قطر قاطعة الطحن
تطبيقات
أجزاء الأخدود العميق هي عنق الزجاجة في الطحن. نظرًا لتثبيتها للأداة أثناء التشغيل الميكانيكي ، تزداد قوة القطع الشعاعية ، ويتم توليد الاهتزاز بسهولة أثناء المعالجة ، مما يؤثر بشكل خطير على جودة خشونة السطح وتكون كفاءة الإنتاج منخفضة للغاية. يمكن لطريقة الغطس أن تحل هذه المشكلات جيدًا ، لأن قوة النبض لأداة طحن الغطس صغيرة ، ويمكن تحديد كمية القطع الأكبر ، مما يحسن بشكل كبير من كفاءة الإنتاج.
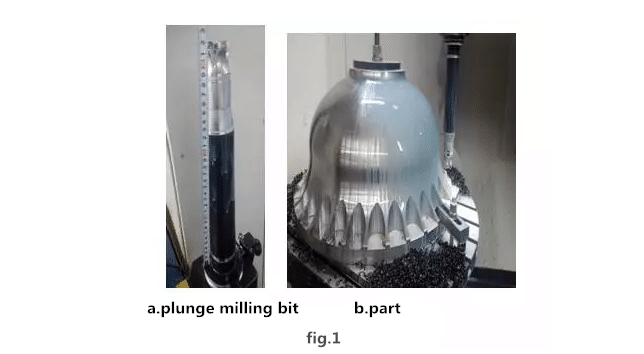
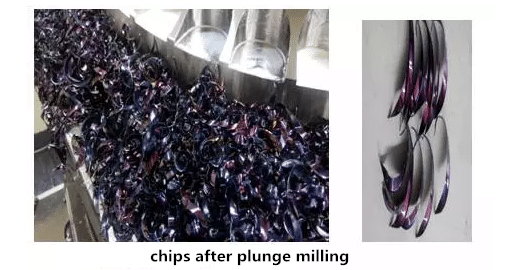
أخذ الغطاء (انظر الشكل 1) كمثال ، في معالجة الأخدود العميق ، يتم إجراء البحث التجريبي حول عملية طحن الغطس ، وعلى هذا الأساس ، نوعية خشونة السطح لعملية طحن الغطس والآلة العادية تتم مقارنة ومعالجتها. أثبتت مقارنة الرقائق تمامًا تفوقها وفعاليتها في معالجة عمليات الغطس.
1. تحليل الأجزاء الصعبة المعالجة
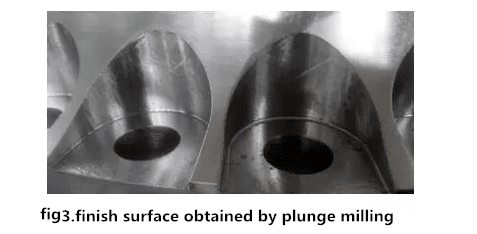
الغطاء هو مكون رئيسي للمنتج. لديها متطلبات صارمة على دقة الآلات وخشونة السطح. يبلغ قطر الشغل 838 مم وسطحه الجانبي 325 مم. يتم اهتزازه عن طريق القطع بقطعة تطويل 0.5 مم في كل مرة. يترك سطح الجزء ارتجافًا ، مما يؤثر بشكل خطير على مظهر سطح الجزء (انظر الشكل 2). لقد حاولت لكمة الثقب من الخلف وتمرير الشريط الممل من خلال الحفرة. التأثير ليس جيدًا ، وكفاءة المعالجة منخفضة للغاية. تتم معالجة يوم واحد ، وكثافة العمالة للعمال عالية.

2. يغرق تطبيق الطحن والتأثير
الغطس الطحن يستخدم أساسا للتخشين أو نصف تشطيب. يمكن أن تقطع عطلة الشغل أو تقطع على طول حافة الشغل ، أو يمكن أن تطحن الأشكال الهندسية المعقدة. لضمان درجة حرارة ثابتة للقطع ، يتم تبريد جميع سكاكين الطحن الغاطسة ذات السيقان الداخلية داخليًا. تم تصميم جسم قاطعة الطحن الغاطسة وإدخالها لتقطيع الشغل بزاوية مثالية. عادة ، فإن قاطعة طحن الغطس لديها زاوية طليعة تبلغ 87 درجة أو 90 درجة ونطاق معدل التغذية يتراوح من 0.08 إلى 0.25 مم / سن.
في حالة طحن الغطس ، الأول هو معدل إزالة المعدن المطلوب للجزء ، وطريقة طحن الغطس يمكن أن تقصر كثيرا من وقت المعالجة ؛ الطرف الآخر مناسب لطريقة الغطس عندما يتطلب الجزء الميكانيكي طولًا محوريًا كبيرًا للأداة. تتم مقارنة عملية طحن الغطس في الشكل 3 بعملية الطحن الجانبية في الشكل 2 ، ويتم الحصول على تأثير مظهر جيد ، وزاد وقت المعالجة أيضًا إلى 3 ساعات.
3. تجسيد كفاءة المعالجة
بسبب استخدام طريقة طحن الغطس ، يمكن خفض قوة القطع القطرية بشكل فعال ، بحيث يكون لديها استقرار معالجة أعلى من طريقة الطحن الجانبية. تساعد عملية غرق الطحن أيضًا في تقليل حرارة القطع في الأداة وشغل الشغل ، لأن السرعة التي يتم بها قص وشغل الشغل تكون سريعة جدًا عند تدوير الأداة ، وجزء صغير فقط من الشغل في الحركة الخطوة في اتصال مع الأداة. انخفاض حرارة القطع لا يطيل عمر الأداة فحسب ، بل يقلل أيضًا من تشويه الشغل. كما يتضح من الشكل 4 ، يمكن لشريط الأدوات الطويل هذا أن يطرد الرقائق الموضحة في الشكل 4 ، ويمكن ملاحظة أن كفاءة المعالجة عالية بالفعل ، وهو أمر مستحيل تحقيقه مع استراتيجيات معالجة أخرى.
من خلال اعتماد إستراتيجية معالجة طحن الغطس على الأجزاء ، يختفي الارتعاش على سطح الأجزاء ، الأمر الذي لا يحسن فقط من جودة مظهر السطح ، ولكن أيضًا يتجنب ظاهرة تقطيع الشفرة ، يتم تخفيض تكلفة استهلاك الأداة بنسبة 60٪ ، و تم تحسين كفاءة المعالجة أيضًا بنسبة 8 مرات. تتميز الأجزاء التي تتم معالجتها بواسطة طريقة الغطس بالثبات في أبعادها وتحقق نتيجة معالجة مثالية ، والتي لا توفر فقط تكلفة الأداة للمؤسسة ولكنها تقصر دورة التسليم إلى حد كبير.
