ما هو التسامح القياسي للقالب في عملية البرمجة CNC؟
يقوم قسم برمجة CNC في مصنع القوالب بتطوير تقنيات ومعايير معالجة واضحة وتنفيذ عمليات موحدة في عملية الإنتاج لتحسين كفاءة العمل وتقليل الأخطاء.
1. القالب السابق
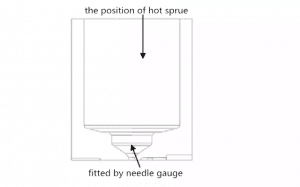
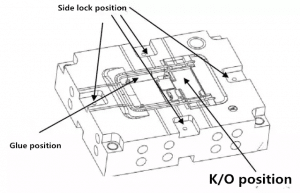
موقف ساخن
1 يجب أن يستند الحجم المطلوب للتجميع إلى الرقم.
2 المستوى: يعتمد برنامج التشغيل الميكانيكي على عدد الأبعاد ، ويقيس مشغل CNC العدد وفقًا لتحمل حجم الرسم.
3 الجانب: برنامج بالقطع مفتوح للتعويض. يتم ترك الجانب الأحادي مع توازن 0.02 مم. يستخدم المشغل مقياس الإبرة ليناسب بإحكام. التسامح مضمون ليكون ضمن 0.015 ~ 0.005mm. تعتمد الأبعاد الأخرى على حجم الصورة ثلاثية الأبعاد.
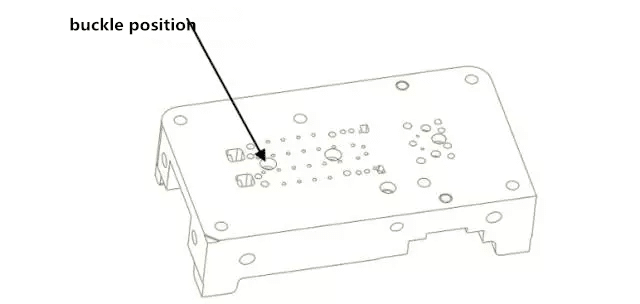
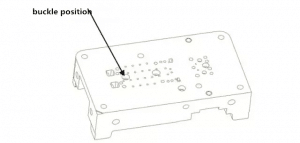
ب. إدراج مشبك
يجب معالجة جانب إبزيم الملحق وفقًا للإجراء ، ويجب تحديد الحجم وفقًا للحجم ، وسيتم تحديد عمق (القيمة Z) لربط مشبك الإدخال وفقًا لعدد الأبعاد ، يجب على المشغل استخدام مقياس المعايرة لقياس العمق ، ومتطلبات التسامح يجب أن تكون 0.01 مم.
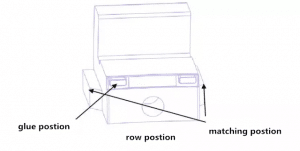
حجم الغراء
يتطلب إجراء الإنهاء لجميع مواضع الغراء 0.02 مم من جانب واحد (باستثناء الحالات الخاصة) ، و 0.15 مم على جانب واحد مع متطلبات نمط الحريق لمعالجة خطوط EDM.
د. إدراج ولمس قليلا
في ظل الظروف العادية ، يكون لب القالب الأمامي حجم مناسب ، ويحتفظ قلب القالب الخلفي بالكمية المتبقية.
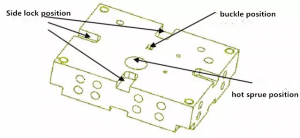
موقف قفل الجانب
تم تصميم العمق السفلي (القيمة Z) لموضع القفل الجانبي ليكون حجمًا قياسيًا ، ويجب تعويض برنامج تشغيل الحافة الجانبية لموضع القفل الجانبي عن جانب واحد لتترك ملاءمة اختبار 0.02 مم. يتم مطابقة المشغل بإحكام وفقًا لحجم الشكل ، ويضمن أن يكون التفاوت أحاديًا من 0.015 إلى 0.005 مم. في داخل.
2. the آخر العفن
فتحة فتحة
يتم تحديد عمق (قيمة Z) لفتحة موضع الصفوف وفقًا لعدد الرسومات. يستخدم المشغل الجدول للقياس وفقًا لتحمل الرسم ، ويجب معالجة جانبي أخدود الصف وفقًا لحجم الرسم. يجب تعويض معالجة البرنامج لجانب واحد و 0.02 مم. تم تجهيز الاختبار بمقياس الكتلة ، والتفاوت مضمون من 0.015 إلى 0.005 مم من جانب واحد.
إدراج مشبك
يجب أن يكون جانب إبزيم الملحق وفقًا لعدد الرسومات ، وأن يكون عمق (القيمة Z) للجزء السفلي وفقًا لعدد الأبعاد. يجب على المشغل استخدام مقياس المعايرة لقياس التسامح حتى عمق 0.01 مم.
موقف ثقب معتدل (يختبئ بت الأساسية)
يقوم المبرمج ببرنامج السكين الخفيف ويحتاج إلى فتح جانب التعويض لترك هامش 0.02 مم. يقيس مشغل تعويض الفتح وفقًا لعدد الرسومات. الجانب الوحيد هو 0.005 ~ 0.01 مم ، وهو مناسب للتجميع.
د. حجم الغراء
جميع بدلات تشطيب موضع الغراء هي 0.02 مم (باستثناء المتطلبات الخاصة).
ه. إدراج ولمس قليلا
في ظل الظروف العادية ، يحتاج القالب الخلفي إلى ترك أكثر من + 0.02 ~ 0mm الهامش. يجب تحديد موضع القالب الخلفي مع موضع الصف وفقًا لحجم الصف ، ويحتاج موضع قلب القالب بعد مطابقة موضع الصف إلى مزيد من الهامش.
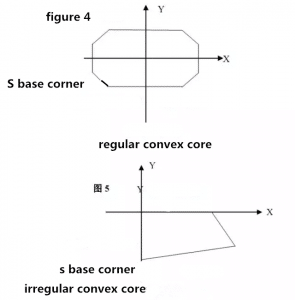
3. العفن محدب الأساسية
عند التخشين ، اترك هامشًا بمقدار 0.5 مم على جانب واحد ، وعند إدخال الإطار في أسفله لاستخدامه في تصنيع الآلات الخام ، اترك 10 مم في الموضع السفلي السفلي للمشغل للتحقق مما إذا كانت عملية التخشين فضفاضة وتحتاج إلى إخمادها . يتم ترك الجزء السفلي المحدب الملفوف مستقيمًا بطول 10 ملم من أجل الانتهاء بعد التبريد.
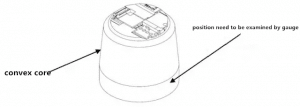
ب. جميع مواضع الغراء تكون 0.02 مم أثناء التشطيب (باستثناء المتطلبات الخاصة) ، والموضع المطلوب إدخاله وتجاوزه هو + 0.02 ~ 0 مم.
c.Convex CORE اللمسات الأخيرة على الشكل ، عندما يصنع المبرمج برنامج السكين الخفيف ، يكون التعويض هو الهامش 0.02 مم على جانب واحد ، ويمكن للمشغل قياس مدى تحمل جانب واحد من 0 ~ - 0.005 مم وفقًا لعدد الرسومات.
د. مشكلة الشكل غير المنتظم لإدخال القالب (محدب CORE) مفصّلة في الجزء الأخير.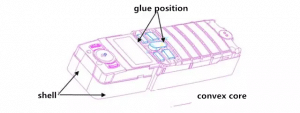
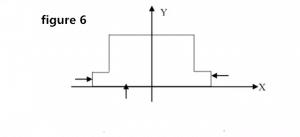
4. موقف الصف ، إدراج
عند استلام قطعة العمل ، يجب على المبرمج قياس الأبعاد الخارجية للشغل لتجنب المشكلات عند عدد مرات الدخول في المنتصف والجانب الواحد. يحتاج المبرمج إلى المناقشة مع مجموعة العمليات وفقًا لشكل قطعة العمل ، باستخدام طريقة تثبيت آمنة وطريقة لتحقيق الرقم. انظر القسم الأخير للحصول على التفاصيل.
ب. موقف الصفوف والقوالب الأمامية والخلفية لها مواضع مطابقة ، وموضع الصف يحتاج إلى ترك هامش 0.02 مم للـ FIT.
ج. جميع مواقع الغراء هي 0.02 مم على جانب واحد (باستثناء المتطلبات الخاصة).
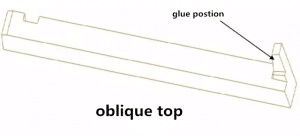
5. أعلى منحرف
وفقًا لشكل قطعة العمل ومجموعة التشغيل ، باستخدام طريقة تثبيت آمنة ، وعدد اللمسات ، تكون جميع مواقع الغراء 0.02 مم على جانب واحد (باستثناء المتطلبات الخاصة). يرجى إضافة الرقم العام WeChat: الاستخبارات الصناعية (معلومات الروبوت) ما يون تولي اهتماما
6. معالجة العفن
قالب
(1) يجب أن تكون الكلمة الأساسية (الشطب) الموجودة على القالب فارغة الرسم متوافقة مع الإشارة على القالب فارغة. لتجنب سوء الفهم ، تحدث فوضى الآلات ، وتواجه الحافة المرجعية اتجاه نفسها أثناء البرمجة.
(2) تحديد موضع القطع لجميع القوالب يحدد إحداثيات القطع عن طريق وضع حد للفتحة التوجيهية في الزاوية المرجعية القريبة.
(3) تعريف عدد Z- التعريف: تتم معالجة جميع القوالب في اتجاهين أمامي وخلفي. عدد اللمسات في الجزء السفلي من القالب هو صفر. بالنسبة لقطع العمل ذات المتطلبات الخاصة ، يحتاج المبرمج إلى شرح واضح مع الموظفين المعنيين والإشارة بوضوح في قائمة البرنامج. موقف الصفر من الجنين العفن.
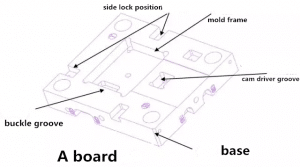
مجلس bA
(1) عند الانتهاء من إطار القالب ، عند معالجة الجزء السفلي من إطار القالب ، يجب أن يكون الحجم وفقًا لحجم الورق. يستخدم مشغل CNC معايرة الرسم وفقًا لتحمل الرسم. التسامح هو + 0.01 ~ + 0.02 مم. تتطلب عملية إنهاء حافة الإطار هامشًا قدره 0.02 مم لجانب واحد من التعويض. يناسب المشغل مقياس الكتلة وفقًا لحجم الرسم. التسامح مضمون 0.02 ~ 0.01 ملليمتر على جانب واحد.
(2) موقف القفل الجانبي مصنوع حسب حجم حجم الشكل. يتم مطابقة مقياس كتلة الجانب بإحكام ، ويضمن التسامح داخل أحادية الجانب + 0.015 ~ -0.01 ملم.
(3) يجب أن يكون الجزء السفلي من أخدود الإدراج هو عدد الأحجام شبه ، ويجب اختبار الجانب بإحكام باستخدام مقياس الكتلة. التسامح مضمون من جانب أحادي + 0.015 ~ + 0.01 مم.
(4) تتم معالجة حجم حوض مجرفة الدجاج والأبعاد الأخرى وفقًا للخطة.
مجلس سي بي
(1) الانتهاء من صندقة ، يتم استخدام عدد من الحجم القياسي لإطار معالجة البرنامج ، يستخدم مشغل CNC الجدول لقياس وفقا لتسامح الرسم ، والتسامح هو +0.01 0mm ، الانتهاء من حافة الإطار ، البرنامج يحتاج إلى فتح جانب التعويض 0.02 مم. الهامش ، يحتاج المشغل إلى استخدام مقياس الكتلة وفقًا لحجم الشكل ، وضمان التسامح - في حدود 0.02 إلى 0.01 مم على جانب واحد.
(2) يجب معالجة عمق (القيمة Z) في أسفل الأخدود من إطار القالب وفقًا لحجم الرسم. يستخدم المشغل مقياس المعايرة وفقًا لتحمل الرسم. التسامح هو + 0.01 ~ + 0.02 مم ، والبرنامج الجانبي يحتاج إلى فتح ورقة التعويض. مع ملاءمة اختبار 0.02 مم ، يحتاج المشغل إلى استخدام مقياس الكتلة لمطابقة التسامح بإحكام مع أحادي الجانب + 0.015 ~ + 0.01 مم.

د كشتبان لوحة:
(1) عندما يكون موضع رأس غاطس القاذف معالجة عميقة ، يجب أن يكون العمق 0.02 مم ، ويستخدم المشغل بطاقة الألف نقطة لقياس التسامح ، ويكون التسامح هو 0.02 ~ 0.01 مم ، وجانب كشتبان موقف رئيس غاطسة يحتاج إلى معالجة إلى الحجم.
(2) يتم تحديد أبعاد المعالجة لموضع مجموعة القاعدة العلوية المائلة من أسفل لوحة القاذف أثناء المعالجة ، ويستخدم المشغل جدول المقارنة لقياس الرقم أثناء وجود حجم المعالجة الجانبية.
(3) تتم معالجة المواقف الأخرى وفقًا لحجم الخريطة ثلاثية الأبعاد.
ه. لوحة أسفل كشتبان:
(1) موضع الحجم المطلوب لتجميع الملحق ، يحتاج المشغل إلى التثبيت بإحكام مع مقياس الكتلة ، وتتم معالجة المواضع الأخرى وفقًا لحجم الرسم ثلاثي الأبعاد.
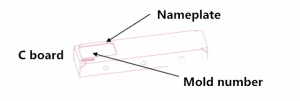
(2) لوحة C: وفقًا لحجم الرسم ثلاثي الأبعاد ، تتم معالجة الحجم شبه المحدد ، ويتم تحديد سطح العمل واتجاه المعالجة بواسطة مجموعة الماكينة المملّة في الاتجاه الإيجابي للرمز A.
(3) لوحة الاسم: يجب أن تكون منقوشة وفقًا لمتطلبات الرسومات ثلاثية الأبعاد.
(4) صفيحة التثبيت العلوية: حجم موضع التركيب مطلوب للتجميع. يجب معالجة حجم لوحة التثبيت العلوي في الجزء السفلي من لوحة التثبيت العلوي. يحتاج المشغل إلى استخدام العداد لقياس الرقم ، في حين أن المعالجة الجانبية تحتاج إلى فتح التعويض. 0.02 مم ، يحتاج المشغل إلى استخدام مقياس الإبرة لضمان أن يكون الجانب الأحادي + 0.015 ~ + 0.01 مم ، ويتم معالجة الأحجام الأخرى وفقًا للرسم ثلاثي الأبعاد.
(5) لوحة التثبيت السفلى: هناك الحجم المطلوب لتجميع الإدراج. يحتاج الجزء السفلي من صفيحة التثبيت السفلية إلى المعالجة إلى الحجم شبه. مطلوب تعبئة الجانب بإحكام مع مقياس الكتلة ، وتتم معالجة الأبعاد الأخرى وفقًا للرسم ثلاثي الأبعاد.
f.programming:
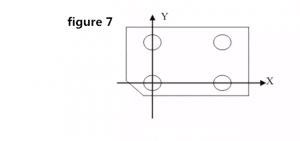
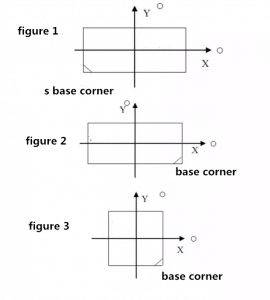
(1) تعريف إحداثيات معالجة الصلب: الإشارة المستطيلة هي نحو الشخص ، والمرجع التربيعي نحو الزاوية اليمنى السفلى. في الحالة العادية ، تتم برمجة جميع المواد الفولاذية بنقطتي X و Y على الصفر ، وتكون قيمة Z هي 0 في الأسفل لتأسيس إحداثيات التشغيل. (انظر تعريف تنسيق بالقطع باستخدام الحاسب الآلي ورسم اتجاه قياسي الرسم 1 ، 2 ، 3)
(2) تكون عملية التخشين 0.5mm على جانب واحد ، ويحتاج الجزء العلوي من القالب إلى إخماده. فمن السهل أن المشبك أثناء التشطيب.
(3) الانتهاء من الجزء السفلي من العفن ، وتجنب الجزء الأمامي من القالب ، PL ، موقف الغراء ، إلخ.
(4) موقف أنبوب القالب: برمجة موضع الأنبوب لجميع القوالب الأمامية والخلفية صغيرة 0.01 مم.
(5) معالجة PL PLAR: يجب أن يكون بعد تجهيز البرنامج وفقًا لحجم الرسم. يحتاج المشغل إلى استخدام تحمل المعايرة لمقياس المعايرة للتأكد من أنه داخل + 0.01 ~ 0 مم.
(6) معالجة القوس السطحي PL ، يقوم المبرمج بإجراء الاختبار ، تشير قائمة البرنامج إلى المستوى السفلي الناعم PL ، وبرنامج قياس السكين الخفيف يجعل الحجم القياسي.
عندما يتم تحديد إحداثيات معالجة القالب الأمامي والخلفي ، يكون المرجع المستطيل نحو الشخص ، ويكون المرجع المربع نحو الركن الأيمن السفلي (0 في جانبي X و Y والجزء السفلي هو 0 في Z) ، كما هو موضح في الشكل 1 والشكل 2 والشكل 3:
يظهر رقم نجاح CORE محدب في الشكل 4 والشكل 5 ؛
عدد مقاعد الصف كما هو مبين في الشكل 6:
يظهر عدد تصادمات القالب في الشكل 7: