
যখন ক্রমাগত ফালা সোয়ারফেস প্রক্রিয়াকরণে উত্পাদিত হয়, তখন এটি ওয়ার্কপিসের পৃষ্ঠটি খনন করা এবং ফলকটিকে ক্ষতি করতে কেবলমাত্র সহজ নয়, তবে অপারেটরের নিরাপত্তাকেও হুমকির মুখে ফেলে। অতএব, যান্ত্রিক প্রক্রিয়াজাতকরণ শিল্পে সোয়ারফের ধরন এবং সোয়ারফের ভাঙ্গন নিয়ন্ত্রণে প্রয়োজনীয় প্রযুক্তিগত ব্যবস্থা গ্রহণ করা খুবই গুরুত্বপূর্ণ।
Swarfs Swarf Layer deformation এর পণ্য, কারণ কাটিয়া অবস্থার পরিবর্তন swarfs এর ধরন পরিবর্তন এবং সোয়ারফার ভাঙ্গা অর্জনের একটি কার্যকর উপায়। Swarf প্রক্রিয়াকরণ অবস্থার প্রভাবিত কারণগুলি প্রধানত ওয়ার্কপিস উপকরণ, টুল জ্যামিতি কোণ এবং Swarf খরচ অন্তর্ভুক্ত।
সাধারণ Swarfs নিম্নলিখিত মৌলিক শর্ত সন্তুষ্ট করার প্রয়োজন:
1. Swarfs সরঞ্জাম, workpieces এবং তাদের সংলগ্ন সরঞ্জাম এবং সরঞ্জাম কাটা উপর entangled করা হবে না।
2. Swarfs অপারেটর এবং পর্যবেক্ষক নিরাপত্তা নিশ্চিত করতে স্প্ল্যাশ করা উচিত নয়।
3. শেষ করার সময়, সোয়ারফগুলি ওয়ার্কপিসের মেশিন পৃষ্ঠকে স্ক্র্যাচ করতে পারে না, যা machined পৃষ্ঠের গুণমানকে প্রভাবিত করে।
4. কর্তনের পূর্বনির্ধারিত স্থায়িত্ব নিশ্চিত করুন, এবং অকালিকভাবে পরিধান করবেন না এবং এর ক্ষতি প্রতিরোধ করার চেষ্টা করুন।
5. যখন সোয়ার্ফ প্রবাহিত হয়, তখন তরল কাটাতে ইঞ্জেক্টে বাধা দেয় না; Swarf মেশিন গাইড বা অন্যান্য অংশ স্ক্র্যাচ হবে না।

শ্রেণীবিভাগ গুলিwarf গুলিhapes
প্লাস্টিকের বিকৃতির বিভিন্ন ডিগ্রির কারণে, চিত্রের চিত্র অনুসারে দেখানো বিভিন্ন ধরণের সোয়ারফেস উত্পাদিত হতে পারে। প্লাস্টিকের উপকরণ প্রক্রিয়া করার সময়, ব্যান্ড সোয়ারফেস, নডাল সোয়ারফেস বা গ্রানুলার সোয়ারফগুলি প্রধানত গঠিত হয়। যখন ভঙ্গুর উপকরণ প্রক্রিয়াকরণ, fragmentary swarfs সাধারণত গঠিত হয়।
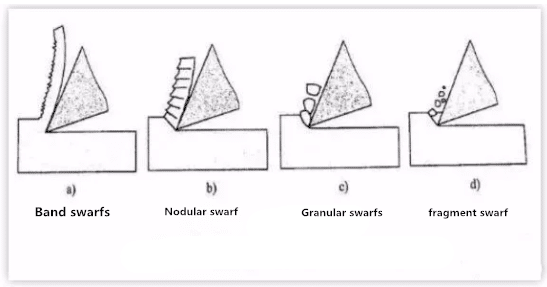
1. ব্যান্ড Swarfs: ব্যান্ড Swarfs অবিচ্ছিন্ন, মসৃণ নীচে এবং fluffy ফিরে, 1-1 এ চিত্র হিসাবে দেখানো হয়। প্লাস্টিকের ধাতু উপকরণ উচ্চ কাটিয়া গতিতে বৃহত্তর রিকল কোণ কর্তনের সাথে machined হয় যখন এই swarfs সহজে উত্পাদিত হয়। এটি স্তর কাটা অপর্যাপ্ত বিকৃতি পণ্য। যখন স্ট্রিপ সোয়ারফগুলি উত্পাদিত হয়, তখন কাটিয়া প্রক্রিয়াটি মসৃণ হয় এবং কর্মক্ষেত্রের পৃষ্ঠের রুক্ষতা ছোট হয় তবে সোয়ারফগুলি ভাঙ্গা সহজ হয় না, যা প্রায়শই ঘূর্ণায়মান, কর্মক্ষেত্রের রৌজানিং এবং এমনকি অপারেশনকে প্রভাবিত করে, তাই সোয়ারফের ভাঙা সমস্যা উপেক্ষা করা যাবে না।
2. নুডুলার সোয়ারফফ: নোডুলার সোয়ারফফটি হ'ল চিত্রের 1-1b হিসাবে দেখানো মসৃণ নীচে, পিছনে এবং গভীর ফাটলগুলির সুস্পষ্ট ফাটলগুলির সাথে এক ধরণের সোয়ারফ। প্লাস্টিকের উপকরণ হ্রাসকারী রেকে কোণের সাথে একটি সরঞ্জামের সাথে নিচের কাটিয়া গতিতে machined হয় যখন যেমন swarfs সহজে উত্পাদিত হয়। এটা সোয়ারফের স্তর যথেষ্ট বিকৃতির উত্পাদন এবং শিয়ার ডিগ্রী পৌঁছেছেন। নুডুলার সোয়ারফগুলি উত্পাদিত হলে, সোয়ারফগুলি অস্থিরভাবে কাজ করে এবং ওয়ার্কপিসের পৃষ্ঠের রুক্ষতা অপেক্ষাকৃত বড়।
3. গ্রানুলার সোয়ারফেস: গ্রানুলার সোয়ারফগুলি অভিন্ন গ্র্যানুলার সোয়ারফেস, যেমন চিত্র 1-1c তে দেখানো হয়েছে। খুব কম কাটিয়া গতিতে প্লাস্টিকের ধাতু উপকরণ প্রক্রিয়া করার জন্য ছোট রিকল কোণ সরঞ্জাম ব্যবহার করার সময়, এটি যেমন swarfs উত্পাদন করা সহজ। এটা সম্পূর্ণরূপে বিকৃত কাটিয়া স্তর, যা উপাদান শিয়ার ব্যর্থতা অর্জন করে এবং বেধ বরাবর Swarfs বিরতি তোলে। যখন গোলাকার সোয়ারফগুলি উত্পাদিত হয়, কাটিয়া কাজ স্থিতিশীল হয় না এবং কর্মপরিবেশের পৃষ্ঠ ঘাটতি অপেক্ষাকৃত বড়।
4. ফ্র্যাগমেন্ট সোয়ারফেস: ফগমেন্ট সোয়ারফেস অনিয়মিত জরিমানা সোয়ারফেস, যেমন চিত্র 1-1 ডিতে দেখানো হয়। ভঙ্গুর উপাদান কাটা যখন, কাচ স্তর হঠাৎ ক্র্যাকিং দ্বারা গঠিত Swarf ইলাস্টিক বিকৃতির খুব কমই প্লাস্টিকের বিবর্তন পর্যায়ে পাস করে। Swarfs নিষ্পেষণ করা হয়, কাটিয়া কাজ অস্থির হয়, ফলক অধিক প্রভাব বল সাপেক্ষে হয়, এবং machined পৃষ্ঠ রুক্ষ এবং অমসৃণ।
উপরে থেকে দেখা যায় যে সোয়ারফের ধরনগুলি ওয়ার্কপিস উপকরণ এবং কাটিয়া অবস্থার সাথে পরিবর্তিত হয়। অতএব, প্রক্রিয়াকরণের প্রক্রিয়াতে, আমরা স্কার্ফ আকৃতিটি পর্যবেক্ষণ করে সুর্ফের শর্তটি উপযুক্ত কিনা তা আমরা নির্ধারণ করতে পারি। আমরা কাটিয়া অবস্থার রূপান্তরিত করে সোয়ারফের আকৃতিটিও পরিবর্তন করতে পারি, যাতে এটি উৎপাদনকে উপকারী দিক থেকে রূপান্তরিত করা যায়।
এর নীতি কাঠ, ধাতু ইত্যাদির গুঁড়ো বা কুচি খreaking
ধাতু কাটিয়া প্রক্রিয়া, Swarfs বিরতি সহজ কিনা Swarf বিকৃতি সরাসরি সম্পর্কিত। অতএব, সোয়ারফ ভাঙা নীতির অধ্যয়নের জন্য সোয়ারফের বিবর্তন আইনের অধ্যয়ন শুরু করতে হবে।
কাটিয়া প্রক্রিয়া গঠিত swarfs অপেক্ষাকৃত বড় প্লাস্টিকের বিફોতি কারণে উচ্চ কঠোরতা এবং নিম্ন plasticity এবং শক্তির থাকবে। এই ঘটনাটি ঠান্ডা শক্তকরণ বলা হয়। ঠান্ডা শক্তকরণের পরে, সোয়ারফগুলি শক্ত ও ভঙ্গুর হয়ে ওঠে, এবং ঘেউ ঘেউ বা প্রভাবের লোডের বিকল্পগুলির পরে ভাঙ্গা সহজ। সোবার্ফের প্লাস্টিকের বিকৃতি বৃহত্তর, গরীবতা এবং নিষ্ঠুরতার ঘটনাগুলি আরও স্পষ্ট, এবং এটি ভাঙ্গা আরও সহজ। উচ্চ শক্তি, উচ্চ রক্তাক্ততা এবং উচ্চ শক্তির সাথে উপকরণগুলি কাটাতে যখন সোফাকে ভাঙ্গা কঠিন হয়, তখন সোয়ারফের ভাঙ্গার উদ্দেশ্য অর্জনের জন্য আমাদের প্লাস্টিকের এবং শক্তির হ্রাসের জন্য সোয়ারফের বিকৃতি বাড়ানোর চেষ্টা করা উচিত।
Swarf বিকৃতি দুটি অংশে বিভক্ত করা যেতে পারে:
প্রথম অংশ কাটিয়া প্রক্রিয়া গঠিত হয়, যা আমরা মৌলিক বিকৃতি কল। ফ্ল্যাট রেকে মুখ বাঁকানোর যন্ত্রের সাথে বিনামূল্যে কাটিয়া দ্বারা পরিমাপ করা সোয়ারফের বিভাজন মৌলিক বিকৃতির মানের কাছাকাছি। মৌলিক অঙ্গবিকৃতি প্রভাবিত প্রধান কারণ টুল রেকে কোণ, নেতিবাচক চেম্বারিং এবং কাটিয়া গতি। সামনের কোণের ছোট, বৃহত্তর নেতিবাচক চেম্বার এবং কাটিয়া গতি কম, বৃহত swarf বিকৃতি এবং ভাল swarf ভাঙা। অতএব, সামনে কোণ হ্রাস, নেতিবাচক চেম্বার widening এবং কাটিয়া গতি হ্রাস swarf ভাঙ্গন প্রচার করার জন্য ব্যবস্থা হিসাবে ব্যবহার করা যেতে পারে।
দ্বিতীয় অংশটি প্রবাহ এবং কার্লিং প্রক্রিয়ার মধ্যে সোয়ারফের বিবর্তন, যা আমরা অতিরিক্ত বিকৃতি বলতে পারি। কারণ অধিকাংশ ক্ষেত্রে, কাটিয়া প্রক্রিয়ার কেবল মৌলিক বিবর্তন swarfs বিরতি তৈরি করতে পারে না, শক্তকরণ এবং বিরতির উদ্দেশ্য অর্জনের জন্য আরও একটি অতিরিক্ত বিকৃতি যোগ করা প্রয়োজন। Swarfs অতিরিক্ত বিকৃতির মধ্য দিয়ে যেতে বাধ্য করার সবচেয়ে সরল উপায় হল সোয়ারফার ভাঙা খাঁজির মধ্যে প্রবাহিত হওয়ার সময় সোয়ারফকে কার্শ এবং বক্ররেখা করতে বাধ্য করার জন্য রিকল মুখের উপর সোয়ার্ফ ব্রেকিং গ্রুভের নির্দিষ্ট আকৃতিটি গ্রিন (বা প্রেস) করা। swarfs আরো শক্ত এবং পুনরায় crimping বিকৃতি পর embrittled হয়, এবং তারা workpiece বা ঝিল্লি সঙ্গে সংঘর্ষ যখন সহজে ভাঙ্গা হয়।
Swarf ব্রেকিং পদ্ধতিগুলি
Swarf ভাঙ্গন এবং ধারাবাহিকতা জন্য মৌলিক কারণ Swarf গঠন সময় বিকৃতি এবং চাপ মিথ্যা। সোয়ারফ একটি অস্থির রূপান্তরিত অবস্থায় বা swarf চাপ তার শক্তি সীমা পৌঁছে যখন, swarf বিরতি হবে। সাধারণত, সোয়ার্ফ কার্লিং পরে বিরতি হবে।
টুল জ্যামিতি কোণের যুক্তিসংগত নির্বাচন, কাটিয়া পরামিতি এবং সোফার ভাঙা খাঁজ সাধারণত সোয়ারফ ব্রেকিং পদ্ধতি ব্যবহার করা হয়।
1. রেকে কোণটি হ্রাস করা এবং প্রধান বিচ্যুতির কোণকে বাড়ানো: রেকে কোণ এবং মূল বিচ্যুতি কোণটি সেই সরঞ্জামটির জ্যামিতিক কোণ যা সাঁতারের ভাঙনের উপর দুর্দান্ত প্রভাব ফেলে। সামনে কোণার হ্রাস, Swarf বিকৃতি বৃদ্ধি, সহজ Swarf ভাঙ্গা। কারণ ছোট রেকে কোণ দ্রবীভূতকরণ কাটিয়া শক্তি বৃদ্ধি করবে এবং কাটিয়া পরামিতিগুলির উন্নতি সীমাবদ্ধ করবে, যখন এটি গুরুতর হয় তখনও সরঞ্জামটি ক্ষতিগ্রস্ত হবে বা এমনকি "স্টাফ" হবে। সাধারণত, সোয়ার্ফ ব্রেকিং কেবল রেকে কোণ কমিয়ে না হয়। প্রধান বিচ্যুতি কোণ বৃদ্ধি কাটিয়া বেধ এবং সহজ Swarf ভাঙ্গন বৃদ্ধি করতে পারেন। উদাহরণস্বরূপ, একই অবস্থার অধীনে, 45 ডিগ্রি ছুরির চেয়ে 90 ডিগ্রী ছুরি সোয়ার্স ভাঙ্গা সহজ। উপরন্তু, প্রধান deflection কোণ বৃদ্ধি প্রসেসিং কম্পন কমাতে উপকারী। অতএব, প্রধান deflection কোণ বৃদ্ধি একটি কার্যকর Swarf ব্রেকিং পদ্ধতি।
2. কাটিয়া গতি হ্রাস, ফিড বৃদ্ধি এবং কাটিয়া পরামিতি পরিবর্তন Swarf ভঙ্গ করার জন্য অন্য ব্যবস্থা। কাটিয়া গতি বৃদ্ধি Swarf নরম নীচের ধাতু এবং Swarf বিকৃতি অপর্যাপ্ত, যা Swarf ভাঙ্গা সহায়ক নয়; কাটিয়া গতি হ্রাস swarf ভাঙা হতে হবে। অতএব, বাঁক মধ্যে, sparle গতি এবং কাটা গতি হ্রাস দ্বারা swarfs ভাঙ্গা যাবে। বর্ধিত ফিড কাটা বেধ এবং সহজ Swarf ভাঙ্গন বৃদ্ধি করতে পারেন। এটি প্রক্রিয়াকরণে একটি সাধারণ সোয়ারফার ভাঙা পদ্ধতি, তবে এটি লক্ষ্য করা উচিত যে খাদ্যের বৃদ্ধি বাড়ানোর সাথে সাথে পৃষ্ঠপোষকতার পৃষ্ঠের রুক্ষতা উল্লেখযোগ্যভাবে বৃদ্ধি পাবে।
3. ওপেন সোয়ারফার ব্রেকিং গ্রুভ: সোয়ারফার ব্রেকিং গ্রুভ টুলের রেকে মুখে তৈরি গ্রুভকে বোঝায়। Swarf ভাঙা খাঁজ আকৃতি, প্রস্থ এবং oblique কোণ Swarf ভাঙ্গা প্রভাবিত সব কারণ।
1) Swarf ভাঙ্গা খাঁজ আকার
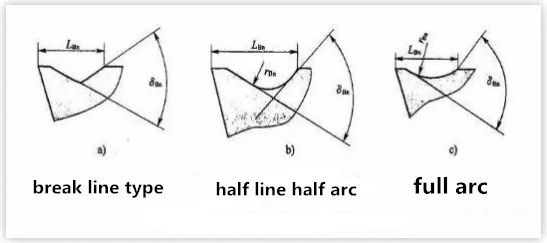
সাধারণত ব্যবহৃত সোয়ার্ফ ব্রেকিং গ্রোভগুলি তিনটি গরু, অর্থাৎ ভাঁজকৃত লাইন, সরল লাইন এবং বৃত্তাকার চাপ এবং পূর্ণ বৃত্তাকার চাপ, চিত্র 2 এ দেখানো হয়েছে।
কার্বন ইস্পাত, খাদ ইস্পাত এবং টুল ইস্পাত কাটা যখন, ভাঁজ লাইন, সোজা লাইন চাপ এবং Swarf ভাঙা খাঁজ নির্বাচন করা যেতে পারে; বিশুদ্ধ তামা, স্টেইনলেস স্টীল workpiece, উচ্চ বৃত্তাকার চাপ Swarf ভাঙা খাঁজ হিসাবে উচ্চ প্লাস্টিকের উপাদান workpiece কাটা যখন নির্বাচন করা যেতে পারে।
2) Swarf ভাঙা খাঁজ প্রস্থ
Swarf ভাঙা খাঁজ প্রস্থ swarf ভাঙ্গা উপর একটি মহান প্রভাব আছে। সাধারণভাবে বলা যায়, ছোট্ট খাঁজ প্রস্থটি ছোট, সোয়ারফের কার্লিং ব্যাসার্ধটি ছোট, সোয়ারফের উপর নমনীয় চাপ বেশি, এবং এটি ভাঙা সহজ। অতএব, ছোট swarf ভাঙা খাঁজ প্রস্থ Swarf ভাঙ্গা উপকারী। কিন্তু খাদ গাঁথের প্রস্থের খাদ গভীরতার _p এর সাথে সম্পর্কিত বিবেচনা করা উচিত।
Swarf ভাঙা খাঁজ এবং ফিড হার প্রস্থ মূলত উপযুক্ত যদি সি আকৃতির Swarfs গঠন করা যেতে পারে। Swarf coiling groove খুব সংকীর্ণ হলে, সোয়ারফ ব্লকিংয়ের কারণ সহজ, যা বাঁকানোর সরঞ্জামের লোড বাড়ায় এবং এমনকি কাটা প্রান্তকেও ক্ষতি করে; Swarf coiling groove খুব প্রশস্ত এবং কাটিয়া কার্লিং ব্যাসার্ধটি খুব বড়, কাটিয়া বিচ্ছেদ যথেষ্ট নয় এবং এটি ভাঙ্গা সহজ নয় এবং ক্রমাগত ফালা swarfs গঠনের জন্য ঘের নীচে প্রায়ই প্রবাহিত হয় না।
Swarf খাঁজ প্রস্থ এছাড়াও কাটিয়া গভীরতার উপযুক্ত হতে হবে। অন্যথায়, যখন খাঁজ খুব সংকীর্ণ হয়, তখন দেখা যাবে যে সোয়ারফের প্রস্থটি নুড়িতে কার্ল করতে সহজ নয়, এবং সোয়ারফ খাঁটি সোয়ারফগুলি গঠনের জন্য গ্রুভের নীচে প্রবাহিত হবে না। খাঁজ খুব প্রশস্ত হলে, সোয়ার্ফ সংকীর্ণ হয়ে যায়, প্রবাহ বেশি মুক্ত, বিকৃতি অপর্যাপ্ত, এবং এটি ভাঙ্গা হয় না।
সন্তোষজনক সাঁতারের ভাঙন প্রভাব প্রাপ্ত করার জন্য, নির্দিষ্ট প্রক্রিয়াকরণের শর্ত অনুযায়ী সোয়ারফার ভাঙ্গা খাঁজ উপযুক্ত প্রস্থ নির্বাচন করা উচিত। কম কঠোরতার সাথে উপকরণগুলির জন্য, স্লটগুলি সংকীর্ণ হওয়া উচিত, তবে স্লটগুলিকে বৃহত্তর হওয়া উচিত।