
টুল জ্যামিতি যুক্তিসংগত নির্বাচনটি মেশিনের শর্তগুলি উন্নত করতে, যন্ত্রের সময় বাঁচাতে, যন্ত্র দক্ষতা উন্নত করতে, ওয়ার্কপিসের যন্ত্রটিকে গুণমান করা নিশ্চিত করা এবং সরঞ্জামের পরিষেবা জীবন প্রসারিত করতে পারে। টুলের ধরন থেকে টুলের কোণ নির্বাচন করুন।
1. পদ্ধতি / পদক্ষেপ
ঐতিহ্যগত ঢালাই সরঞ্জাম
যখন রুক্ষ, এটি সবচেয়ে দীর্ঘ টুল জীবন নিশ্চিত করা গুরুত্বপূর্ণ। শেষ করার সময়, প্রধান বিবেচনার যন্ত্রটি নির্ভুলতা এবং machined পৃষ্ঠার মান নিশ্চিত করা হয়। যখন মেশিনের অনমনীয়তা এবং শক্তি অপর্যাপ্ত হয় তখন কাটিয়া বাহিনী এবং কম্পন হ্রাস করার জন্য সরঞ্জামের চাপ তীক্ষ্ণ (যেমন রেকে কোণ এবং প্রধান ডিফেকশন বৃদ্ধি, কাটিয়া প্রান্তের ক্ষতিকারক ব্যাসার্ধ ইত্যাদি কমাতে)।
ঢালাই বাঁক সরঞ্জামে:
(1) সামনের মানটি সামনে কোণার শেষ করার জন্য নির্বাচন করা হয়, এবং ছোট মানটি ঘোরাঘুরির জন্য নির্বাচন করা হয়; যখন প্রসেসিত উপাদানগুলির প্লাস্টিক এবং শক্তির উচ্চতা থাকে, রিকল কোণটি বড় হয়; যখন শক্তি এবং কঠোরতা উচ্চ হয়, রিকল কোণ ছোট হয়; নিষ্ঠুরতা এবং কঠোর উপাদান ছোট বা নেতিবাচক rake কোণ আছে; রিকল কোণ বৃদ্ধি বিকৃতি এবং ঘর্ষণ কাটা কমাতে পারেন। অতএব, এটি বিল্ট আপ প্রান্ত, স্কেল, কঠোর পরিশ্রম ইত্যাদি গঠনের উপর কম প্রভাব ফেলে, তবে পৃষ্ঠের রুক্ষতা প্রক্রিয়া সম্পন্ন হয়। কম।
(2) পিছনে কোণার শেষ কোণ বড়, roughing ছোট হয়; প্লাস্টিকের ধাতু কাটা যখন ফিরে কোণ বড় হয়; ভঙ্গুর ধাতুটির পিছনের কোণ ছোট, কাটিয়া শক্তি এবং কঠোরতা উচ্চতর, উপাদানটির পিছনের কোণটি ছোট এবং উচ্চ কাটিয়া শক্তির সাথে উপাদানটি আটকাতে সহজ। স্ক্র্যাপ কোণ বড় হতে নির্বাচিত করা হয়; উদাহরণস্বরূপ, উচ্চ-গতির ইস্পাত কর্তনকারীটির উচ্চতর নমনীয় শক্তি এবং শক্ততা রয়েছে, তাই রিকল কোণটি বড়; সিমেন্টযুক্ত কার্বাইড টুল একটি ছোট রেকে কোণ আছে।
(3) যন্ত্র সিস্টেমের কঠোরতা যখন অনুমোদিত হয়, প্রধান পতন হ্রাস পৃষ্ঠের রুক্ষতা উচ্চতা কমাতে এবং পৃষ্ঠের গুণমান উন্নত করতে পারে;
(4) যখন রেকে কোণের পরম মান বৃদ্ধি পায়, তখন প্রকৃত কার্যকরী কোণ বৃদ্ধি পায়, তাই কাটিয়া বিকৃতিটি ছোট।
2 মেশিন ক্লিপ কর্তনকারী
মেশিন ক্ল্যাম্প টুল একটি সাধারণ ফলক। ফলক যান্ত্রিক শক্তিবৃদ্ধি দ্বারা টুল বার উপর সংশোধন করা হয়। ঐতিহ্যবাহী ঢালাই সরঞ্জামের তুলনায়, মেশিন ক্ল্যাম্প টুলটি ঢালাই অভ্যন্তরীণ চাপকে এড়িয়ে দেয় এবং হাতিয়ারটিকে হ্রাস করে এবং সরঞ্জাম বার ব্যবহার হার বেশি হয়। ফলক ব্যবহারযোগ্য প্যারামিটার, যা নমনীয় এবং ব্যবহারযোগ্য সুবিধা প্রাপ্ত করার জন্য sharpened করা যেতে পারে। ফলকটি পরতে গেলে, ফলকটি সরাসরি সরানো হয় এবং একটি নতুন এক সাথে প্রতিস্থাপিত হয়, যা সময় বাঁচায় এবং প্রসেসিং দক্ষতা উন্নত করে।

3 সূচকযোগ্য বাঁক সরঞ্জাম
সিএনসি lathes জনপ্রিয়তা সঙ্গে, সূচকযোগ্য বাঁক সরঞ্জাম অ্যাপ্লিকেশন পরিসীমা ক্রমবর্ধমান বিস্তৃত। সূচীযোগ্য বাঁক সরঞ্জাম প্রক্রিয়াকরণের সময় দ্রুত সূচী এবং মাত্রিক স্থিতিশীল হতে পারে, এবং ফলক পরেন পরে দ্রুত প্রতিস্থাপিত করা যেতে পারে।
সূচকযোগ্য বাঁক টুল
(1) সামনে কোণের আকার সরাসরি ফলক শক্তি এবং তীক্ষ্ণতা প্রভাবিত করে। রেকে কোণটি বাড়িয়ে চিপ বিকৃতি হ্রাস করে, কাটিয়া লাইটার তৈরি করে এবং সরঞ্জাম জীবনকে অগ্রসর করে। তবে, যদি রেকে কোণ খুব বড় হয়, কাটিয়া প্রান্ত শক্তি দুর্বল হয়ে যাবে এবং চিপটি সহজ হবে, যা টুল লাইফ সঙ্কুচিত করবে।
(2) পিছন কোণটি কাটিয়া প্রক্রিয়া চলাকালীন পার্শ্ব এবং রূপান্তর প্রোফাইলের মধ্যে দ্বন্দ্ব হ্রাস করার জন্য ব্যবহৃত হয়। সূচীযোগ্য টার্নিং টুল নকশা করার সময়, বিশ্লেষণ হিসাবে পিছনের কোণ এবং সম্মুখ কোণ বিবেচনা করা আবশ্যক। ব্লেডের পিছনের কোণটি নির্বাচন করার পরে, সন্নিবেশ খাঁজের পিছনের কোণটি সন্নিবেশের সামনে কোণার অনুসারে নির্ধারণ করা আবশ্যক।
(3) প্রধান অবনতি ক্র প্রধান সূচকটি সূচকীয় বাঁক সরঞ্জামের জীবনের উপর একটি বড় প্রভাব ফেলে। সাধারনত, সীসা কোণ হ্রাস করে টুল লাইফ প্রসারিত করতে পারে। যাইহোক, যখন ওয়ার্কপিস যথেষ্ট শক্ত না হয়, সীসা কোণ হ্রাস করলে রেডিয়াল বল বাড়বে, যা মেশিন কম্পন এবং টুল লাইফকে প্রভাবিত করবে।
(4) যখন ওয়ার্কপিস শেষ হয়, চিপকে প্রক্রিয়াকৃত প্রোফাইলে প্রবাহিত এবং স্ক্র্যাচিং থেকে বাঁচাতে, ব্লেড ডিপ কোণটি প্রায়ই ইতিবাচক মান হিসাবে নেওয়া হয়। উপরন্তু, ফলক প্রবণতা আকার কাটিয়া প্রান্ত এর তীক্ষ্ণতা প্রভাবিত করে।
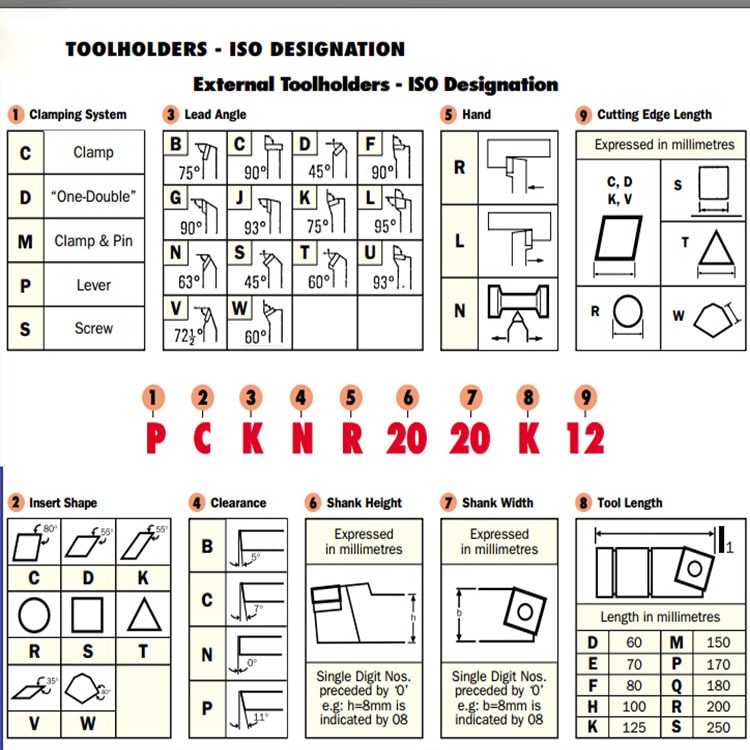
স্ট্যান্ডার্ড মেশিন ক্ল্যাম্প বাইরের বাঁক সরঞ্জাম এবং ভিতরের গর্ত বাঁক টুলের সীসা কোণ সূচী করতে ব্যবহার করা যেতে পারে। সামনে কোণ, পিছনের কোণ এবং ফলক প্রবণতা কোণ সাধারণত সাধারণ কাঠামো ডিজাইন করা হয়, এবং টুল ধারক ধরনের জাতীয় মান মডেল কোড। মেশিনের কারিগরি আকৃতি এবং আকারের যন্ত্র এবং সরঞ্জামের পথ অনুযায়ী যন্ত্রচালনাকারী যন্ত্রটি বাঁকানো সরঞ্জাম মডেল নির্বাচন করতে পারে। স্ট্যান্ডার্ড সূচী বহিরাগত বাঁক সরঞ্জামের সরঞ্জাম বার উপস্থাপনা পদ্ধতি (নীচে দেখানো হয়েছে):

4. তিন বাঁক সরঞ্জাম বৈশিষ্ট্য:
(1) ঢালাই বাঁক সরঞ্জাম: গঠন সহজ এবং কম্প্যাক্ট হয়; ভূমিকম্প কর্মক্ষমতা ভাল, উত্পাদন সুবিধাজনক, এবং ব্যবহার নমনীয় হয়; কিন্তু ফলক ভাঙ্গা সহজ, ফলক এবং টুল বার উপাদান সম্পূর্ণরূপে ব্যবহার করা হয় না; ঢালাই চাপ আছে।
(2) মেশিন টাইপ বাঁক সরঞ্জাম: কোন উচ্চ তাপমাত্রা ঢালাই; দীর্ঘ সেবা সময় (ভাল পরিধান প্রতিরোধের), উচ্চ উত্পাদনশীলতা; বার বার পুনরাবৃত্তি, ব্লেড পুনরায় গ্রাইন্ডিং অনেক বার; প্লেট চিপ বিরতি; পুনরায় grinded করা প্রয়োজন);
(3) সূচীযোগ্য বাঁক সরঞ্জাম: ঢালাই, পুনরায় গ্রাইন্ডিং, ভাল ফলক কর্মক্ষমতা কোন প্রয়োজন; উচ্চ উত্পাদনশীলতা; প্রতিস্থাপন সহজ, প্রক্রিয়াকরণ সঠিকতা গ্যারান্টি সহজ।
5 সারাংশ:
সংক্ষেপে, আধুনিক প্রযুক্তির বিকাশের সাথে, বাঁকানো সরঞ্জামগুলি ঐতিহ্যগত ঢালাই বাঁক সরঞ্জামগুলি থেকে মেশিন-ক্ল্যাম্প বাঁকানো সরঞ্জামগুলিতে এবং মানসম্মত সিএনসি ব্লেডগুলির জন্য সূচীযোগ্য টার্নিং সরঞ্জাম যা আজকাল ব্যবহৃত হয় তা থেকেও পরিবর্তিত হয়েছে; উচ্চ গতির কাটিয়া মেশিন সরঞ্জামগুলির জনপ্রিয়তা উৎপাদন দক্ষতা উন্নত করেছে, কাটিয়া স্পষ্টতা নিশ্চিত করেছে এবং ব্লেডগুলির পরিষেবা জীবনকে বাড়িয়েছে।

