
আজকাল, ছাঁচের একটি সেটের যন্ত্র নিম্নলিখিত পদক্ষেপগুলি অন্তর্ভুক্ত করে:
Roughing, তাপ চিকিত্সা, জরিমানা সমাপ্তি, বৈদ্যুতিক মেশিন, বেঞ্চ কাজ, এবং একত্রিত।
রফিং এবং জরিমানা সমাপ্তি অংশগ্রহণকারীদের cutters মিলিং জন্য দুটি পদক্ষেপ।
রফিং ডাই প্রতি ইউনিট সময় ধাতু অপসারণ হার পশ্চাদ্ধাবন এবং আধা সমাপ্তি জন্য workpiece এর জ্যামিতিক প্রফাইল প্রস্তুত করা হয়। ছাঁচের সেমি-ফিনিশিং মেশিনিং ভাতা আরও বাড়িয়ে তুলতে হয়। দুটি অংশে, সূচকীয় সন্নিবেশ মিলিং কর্তনকারী, যা খুব উচ্চ কাটিয়া ফিডে কাজ করতে পারে। উচ্চ ধাতু অপসারণ হার উচ্চ গতি কাটিয়া জন্য কর্তনকারী দ্বারা অর্জন করা হয়। এটি কারণ এটি কাটিয়া শক্তি প্রধানত অক্ষীয় দিক উত্পাদিত হয়।
অংশ চূড়ান্ত মানের সমাপ্তির দ্বারা নিশ্চিত করা হয়। বেশিরভাগ ছাঁচ উত্পাদন সংস্থাগুলিতে, শেষ পর্যায়ে ব্যবহৃত পদ্ধতিগুলি সাধারনত গ্রাইন্ডিং, বৈদ্যুতিক যন্ত্র এবং ফিটার প্রক্রিয়াকরণ।
ছাঁচ মেশিনে গুরুত্বপূর্ণ যে জটিল কারণ
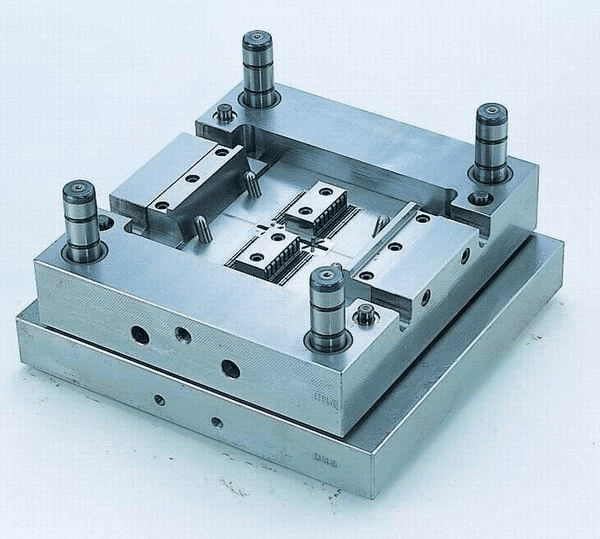
- যন্ত্রের সঠিকতা। সাধারণভাবে, ছাঁচের পুরো সেটটি গহ্বরের ছাঁচ, পুরুষ ছাঁচ এবং ছাঁচাকৃতির বাহক, বা অনেকগুলি টুকরা ছাঁচ তৈরি করে। অংশ মাত্র উচ্চ মাত্রা স্পষ্টতা তাদের সমাবেশ মসৃণ করতে সক্ষম করে। যথার্থ molds সাধারণত μm মাত্রা সঠিকতা আছে ঝোঁক
- জটিল আকৃতি। বিমান উপাদানগুলি, খেলনা এবং পরিবারের যন্ত্রপাতিগুলির কিছু ছাঁচগুলি অনেক ঘনভিত্তিক উপরিভাগের সাথে থাকে, যা প্রক্রিয়াকরণের জন্য কঠিন ছাঁচের গহ্বর তৈরি করে।
- ছোট উৎপাদন স্কেল। বেশিরভাগ ক্ষেত্রেই মাটির উত্পাদন করার প্রয়োজন নেই।
- Milling, বিরক্তিকর, তুরপুন, পুনরাবৃত্তি এবং tapping হিসাবে একাধিক প্রসেস ছাঁচ প্রক্রিয়াকরণের মধ্যে ব্যবহার করা উচিত।
- কখনও কখনও ছাঁচ উত্পাদন কোন অঙ্কন এবং কোন তথ্য নেই, এবং প্রকৃত বস্তুর অনুযায়ী প্রোফাইলিং বহন প্রয়োজন। এই উচ্চ নির্ভুলতা এবং কোন বিকৃতি প্রয়োজন।
- ছাঁচের প্রধান উপাদানগুলি বেশিরভাগই উচ্চ-গুণমান খাদ ইস্পাত তৈরি করে, বিশেষত দীর্ঘ সেবা জীবন দিয়ে তৈরি ছাঁচ, যা প্রায়ই ক্র্ল 2, ক্র্যাবএমএন এবং অন্যান্য লেইসাইট ইস্পাতের তৈরি হয়। এই উপকরণগুলির তাপ বিকৃতিও এমন একটি সমস্যা যা প্রক্রিয়াজাতকরণে গুরুত্ব সহকারে নেওয়া দরকার।
গুলিপ্রোফাইল milling জন্য cutters চয়ন করতে trategy
কাজের অংশটির আকৃতির উপর ভিত্তি করে, তিনটি ভাগে ভাগ করা যায়: একটি শঙ্কু সমতল মাথা, একটি নলাকার বল মাথা, এবং একটি শঙ্কু বল মাথা। উপাদান অনুযায়ী, তারা কার্বাইড মিলিং কর্তনকারী এবং HSS ছাঁচ মিলিং কর্তনকারী মধ্যে বিভক্ত করা হয়। কার্বাইড কাটার অ্যাপ্লিকেশন বিস্তৃত ব্যবহার করা হয়। বিভিন্ন ছাঁচ cavities মিশ্রন ছাড়াও, তারা কাস্টিং, ফোর্ডিং এবং ঢালাই দ্বারা গঠিত মেশিন workpieces ব্যবহার করা যেতে পারে।
রুক্ষ এবং semifinishing মধ্যে
বড় প্ল্যানার বা বেভেলড প্রোফাইলগুলি রফিং করা উচিত তাদের সূচিবদ্ধ সন্নিবেশ শেষ মিল, মুখ মিলার কাটার, এবং বড় কাটিয়া ফিড মিলিং কাটার ব্যবহার করা উচিত।
বড় প্রোফাইলের রফিং এবং আধা-সমাপ্তিটি বৃত্তাকার সন্নিবেশ শেষ মিলগুলির সাথে ব্যবহার করা উচিত, যার একটি বড় চাপের ব্যাসার্ধ এবং একটি বড় ফলক শক্তি রয়েছে। এটা কনট্যুর, গহ্বর এবং কনট্যুর প্রক্রিয়াকরণের জন্য সবচেয়ে উপযুক্ত।
ছোট প্রোফাইলের রুক্ষ এবং আধা-সমাপ্তি হিসাবে, সূচীযোগ্য সন্নিবেশগুলির সাথে বল-শেষ মিলিং কাটার ব্যাপকভাবে ব্যবহৃত হয়, যা ছোট কাটিয়া শক্তি এবং উচ্চ প্রক্রিয়াকরণের দক্ষতা সমর্থন করে এমন বেলাকৃতির আকৃতিতে ফলক আকৃতি পায়। এছাড়া, ইনডেক্স-সক্ষম উইলো বল হেড মিলিং কাটার ডাই প্রক্রিয়াকরণ স্ট্যাম্পিংয়ের জন্য আরও উপযুক্ত।

জরিমানা শেষ
সূচকীয় সন্নিবেশ বল শেষ বল শেষ শেষ মিল ব্যবহার করে বৃহত্তর প্রোফাইল সমাপ্তি অর্জন করা যেতে পারে। উচ্চ-নির্ভুলতা যন্ত্রের জন্য অবিচ্ছেদ্য বল শেষ মিলের সাথে ছোট প্রোফাইলটির সমাপ্তি অর্জন করা যেতে পারে। ছোট আকার এবং প্রস্থের গভীর খাঁজ এবং কোণের অংশগুলির জন্য, একটি ছোট ব্যাসের শক্ত কার্বাইড টুলটি তার রুটি পরিস্কার এবং প্রতিটি ওয়ার্কপিসের স্পষ্ট কোণ প্রক্রিয়াকরণের জন্য ব্যবহার করা যেতে পারে।