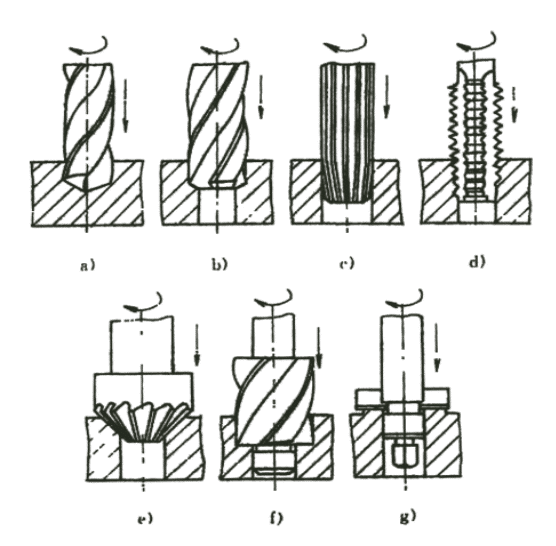
তুরপুন মেশিন মেশিন অভ্যন্তরীণ গর্ত জন্য একটি মেশিন টুল। এটা কঠিন উপকরণ মেশিন গর্ত ব্যবহার করা হয়। এটি প্রধানত জটিল আকারগুলির সাথে এবং সমার্থক ঘূর্ণমান অক্ষ ছাড়া কোন মেশিনের কাজকর্মের জন্য ব্যবহৃত হয়, যেমন লিভার, কভার, বক্স এবং ফ্রেমগুলির মতো অংশগুলিতে একক গর্ত। হোল সিস্টেম। তুরপুন রুক্ষ মেশিন। • তুরপুন প্রক্রিয়া বৈশিষ্ট্য (1) যখন ড্রিল বিট একটি আধা-বন্ধ রাষ্ট্রে কাটা হয়, কাটিয়া পরিমাণ বড়, এবং চিপ অপসারণ কঠিন। (2) ঘর্ষণ গুরুতর, আরো উৎপন্ন তাপ এবং তাপ অপচয় কঠিন করে তোলে। (3) উচ্চ গতির এবং উচ্চ কাটিয়া তাপমাত্রাটি বিটকে গুরুত্বের সাথে পরিধান করে। (4) সুইজ গুরুতর, কাটিয়া শক্তিটি বড়, এবং ঠান্ডা কাজটি গর্তের শক্তিকে শক্ত করা সহজ প্রাচীর। (5) ড্রিল বিট পাতলা এবং overhanging হয়, এবং প্রক্রিয়াকরণের সময় বাঁক এবং কম্পন করা সহজ। (6) ড্রিলিং নির্ভুলতা কম, মাত্রিক নির্ভুলতা আইটি 13 থেকে আইটি 10, এবং পৃষ্ঠের রুক্ষতা রাতে 12.5 থেকে 6.3 মাইক্রন। · প্রক্রিয়া প্রক্রিয়া পরিসীমা ড্রিলিং প্রক্রিয়া প্রসেস বিস্তৃত আছে। ড্রিলিং মেশিনে ড্রিলিং মেশিন, ড্রিলিং, রিমিং, রিমিং, ট্যাপিং, বিরক্তিকর এবং বিরক্তিকর শেষ মুখগুলি সম্পূর্ণ করতে ড্রিলিং মেশিনে বিভিন্ন সরঞ্জাম ব্যবহার করা যেতে পারে। ড্রিলিং মেশিনের উপর তুরপুনের নির্ভুলতা কম, তবে উচ্চ নির্ভুলতা (আইটি 6 ~ আইটি 8, পৃষ্ঠের রুক্ষতা 1.6-0.4μm) সহ গর্তটিও তুরপুনের মাধ্যমে machined করা যেতে পারে - পুনঃনামকরণ - পুনর্মিলন গর্ত। দৃঢ়তাটি অবস্থানের প্রয়োজনীয়তাগুলির সাথে গর্ত সিস্টেমকে মেশিনে ব্যবহার করতে পারে। ড্রিল প্রেসের যন্ত্রটি যখন মেশিনের উপর নির্ভর করে, তখন ওয়ার্কপিস সংশোধন করা হয় এবং যন্ত্রটি ঘূর্ণায়মান (মূল গতি) চলাকালীন অ্যাক্সিয়াল দিক (ফিড মোশন) এ চলে আসে। ডিলিং মেশিনটি প্রধানত তুরপুন মেশিন হয়: বেঞ্চ তুরপুন মেশিন, উল্লম্ব তুরপুন মেশিন, রেডিয়াল তুরপুন মেশিন, milling এবং তুরপুন মেশিন, এবং কেন্দ্র গর্ত তুরপুন মেশিন। ড্রিল প্রেসের প্রধান পরামিতি সাধারণত সর্বাধিক বোর ব্যাস। উল্লম্ব ড্রিলিং মেশিন ড্রিলিং মেশিনে ব্যাপকভাবে ব্যবহৃত একটি। স্পিনড অক্ষটি উল্লম্বভাবে সাজানো এবং অবস্থানটি স্থির করা হয়েছে এতে এটি চিহ্নিত করা হয়েছে। ওয়ার্কপিসের অবস্থানটি সামঞ্জস্য করা দরকার যাতে যন্ত্রের গর্তের কেন্দ্রস্থলটি টুলটির ঘূর্ণন কেন্দ্র লাইনের সাথে সংযুক্ত হয়। ফিড মোশন জন্য অক্ষীয় দিক চলন্ত সময় হাত ঘূর্ণন দ্বারা প্রধান গতি অর্জন করা হয়। অতএব, উল্লম্ব ড্রিলিং মেশিন কাজ করার অসুবিধাজনক এবং উত্পাদনশীলতা বেশি নয়। একক টুকরা ছোট ব্যাচ উত্পাদন ছোট এবং মাঝারি আকারের অংশ প্রক্রিয়াকরণের জন্য উপযুক্ত। • উল্লম্ব তুরপুন মেশিনের ট্রান্সমিশন নীতি। প্রধান গতি: একক গতি মোটর গিয়ার stepping গতি পরিবর্তন প্রক্রিয়া দ্বারা চালিত হয়; প্রধান শ্যাফটের ঘূর্ণন দিকটি মোটরের অগ্রসর এবং বিপরীত ঘূর্ণন দ্বারা পরিবর্তিত হয়। গতির আন্দোলন: কাঁটাচামচটি ঘূর্ণায়মান হাউজিংয়ের স্কিন্ড হাতা দিয়ে রৈখিকভাবে সরানো হয়। কাঁটাচামচ প্রতি axial আন্দোলন পরিমাণ spindle প্রতি বিপ্লব এর অক্ষীয় আন্দোলনের পরিমাণ দ্বারা প্রকাশ করা হয়। দ্বিতীয়, বেঞ্চ ড্রিল। বেঞ্চ তুরপুন মেশিন একটি বেঞ্চ ড্রিল হিসাবে উল্লেখ করা হয়। এটা মূলত ছোট গর্ত জন্য একটি উল্লম্ব তুরপুন মেশিন। গঠন সহজ এবং কম্প্যাক্ট, নমনীয় এবং সুবিধাজনক, এবং ছোট অংশ ছোট ছোট গর্ত প্রক্রিয়াকরণের জন্য উপযুক্ত। বোরহোল ব্যাস সাধারণত 15 মিমি কম। তীক্ষ্ণ, রেডিয়াল ড্রিলিং মেশিন বড় ভলিউম এবং ভর সহ ওয়ার্কপিসের জন্য, উল্লম্ব ড্রিলিং মেশিনে প্রক্রিয়া করার জন্য খুব অসুবিধাজনক। এই সময়ে, রেডিয়াল ড্রিলিং মেশিন প্রক্রিয়াজাতকরণের জন্য ব্যবহার করা যেতে পারে। হেডস্টকটি রোলার বাহুতে গাইড রেলের পাশাপাশি সামঞ্জস্যপূর্ণ করা যেতে পারে। রোলার আর্ম কলামের নলাকার পৃষ্ঠ বরাবর সামঞ্জস্য করা যেতে পারে এবং কলামের চারদিকে ঘোরাতে পারে। যন্ত্রের সময়, ওয়ার্কপিস সংশোধন করা হয় এবং কন্দের অবস্থান সামঞ্জস্য করা হয় যাতে কেন্দ্রটিকে গর্তের কেন্দ্রের সাথে সংযুক্ত করা যায় এবং যথাযথ অবস্থান বজায় রাখার জন্য তাড়াতাড়ি বন্ধ করা হয়। রেডিয়াল ড্রিলিং মেশিনগুলি একক এবং মাঝারি এবং ছোট ব্যাচ উত্পাদনতে ব্যাপকভাবে ব্যবহৃত হয় যা বড় এবং মাঝারি আকারের অংশগুলিতে প্রক্রিয়া করতে পারে। যদি আপনি কোনও দিক এবং কোনও অবস্থানে মেশিন গর্ত এবং গর্ত চান তবে আপনি একটি সার্বজনীন রেডিয়াল ড্রিলিং মেশিন ব্যবহার করতে পারেন। মেশিন spindle স্থান একটি নির্দিষ্ট অক্ষ কাছাকাছি ঘূর্ণিত করা যাবে। মেশিনের শীর্ষে একটি উত্তোলন রিংও রয়েছে যা কোনও অবস্থানে টানতে পারে। অতএব, এটি একক এবং ছোট ব্যাচ উত্পাদনে বড় এবং মাঝারি আকারের ওয়ার্কপিস প্রক্রিয়াকরণের জন্য উপযুক্ত। ড্রিলিং টুলস্টিস্ট ড্রিল (1) টুইস্ট ড্রিল 1 এর গঠন। টুইস্ট ড্রিলটিতে তিনটি অংশ রয়েছে: কাজ অংশ, গলা এবং হ্যান্ডেল। (1) কাজ অংশ: মোড়ক ড্রিলের কাজের অংশ দুটি সর্পিল গরু, এবং এটির আকৃতিটি মোড়কের আকৃতির সমান। এটি ড্রিল বিট প্রধান অংশ এবং একটি কাটিয়া অংশ এবং একটি নির্দেশক অংশ গঠিত। (2) হ্যান্ডেল: হ্যান্ডেল ড্রিল বিট এর clamping অংশ, যা মেশিন টুল এবং সংযোগ টার্ক এবং axial প্রেরণ করা হয় তুরপুন সময় বল। টুইস্ট ড্রিলের হ্যান্ডেল দুটি ধরণের মোমবাতি এবং সোজা শঙ্কু আছে। স্ট্রেইট শঙ্কগুলি সাধারণত 12 মিমি কম ব্যাসের সাথে ছোট টুইস্ট ড্রিলসগুলির জন্য ব্যবহৃত হয়। মোমবাতি শঙ্কু একটি বৃহত্তর ব্যাস সঙ্গে twist ড্রিলস জন্য ব্যবহার করা হয় এবং স্পন্দন মোমবাতি গর্ত মধ্যে সরাসরি ঢোকানো বা মোমবাতি আস্তিন মাধ্যমে spindle মোমবাতি গর্ত ঢোকানো যাবে। মোমবাতি শঙ্কার সমতল পুচ্ছটি টার্কিকে প্রেরণ করার জন্য ব্যবহৃত হয় এবং ড্রিল বিট সহজে সরানোর জন্য ব্যবহৃত হয়। (3) ঘাড়: মোড়কের ড্রিলের ঘাড়ের নলটি ড্রিল বিটকে হ্যান্ডেল করার সময় গ্রাইন্ডিং চাকাটির অত্যধিক নুড়ি। । খাঁজ নীচে সাধারণত ড্রিল বিট এর উল্লেখ এবং কারখানা চিহ্ন সঙ্গে খোদাই করা হয়। সোজা শঙ্কু ড্রিলস কোন ঘাড় নেই। কাটিয়া অংশ গঠন। কাটিয়া অংশ কাটা কাজের জন্য দায়ী এবং দুটি সামনে মুখ, একটি প্রধান পিছন মুখ, একটি পিছন ফিরে, একটি প্রধান কাটিয়া প্রান্ত, একটি ছোটখাট কাটিয়া প্রান্ত এবং একটি চিসেল প্রান্ত গঠিত । চিসেল প্রান্তটি দুটি প্রধানের ছেদ দ্বারা গঠিত প্রান্ত, এবং পিছনে ড্রিল বিটের দুটি বেল্ট রয়েছে, যা কর্মক্ষেত্রের গর্ত প্রাচীর (অর্থাত্ মেশিনের পৃষ্ঠার) বিপরীতে, যখন দেখানো হয় তখন দেখানো হয়। নির্দেশক অংশ কাটিয়া অংশ workpiece মধ্যে কাটা হয় যখন একটি পথনির্দেশক কর্ম, এবং কাটিয়া অংশ একটি গ্রাসকারী অংশ। নির্দেশক অংশ এবং গর্তের প্রাচীরের মধ্যে ঘর্ষণ কমাতে, বাইরের ব্যাস (অর্থাৎ, দুইটি স্থানের উপর) একটি বিপরীত শঙ্কু (0.03 - 0.12) / 100 দিয়ে স্থল। (0.03 থেকে 0.12 প্রতি বিপরীত মশলা 100 মিমি দৈর্ঘ্য) অধিকন্তু, ড্রিল বিটটির কঠোরতা উন্নত করার জন্য, কাজের অংশের দুটি ব্লেডের মধ্যে মূলের ব্যাসটি অক্ষীয় দিকের (1.4 থেকে 1.8) / 100 এর ইতিবাচক মৃত্তিকা হিসাবে তৈরি করা হয়। (1) মুখোমুখি মুখ: রিকল মুখ সর্পিল খাঁজ পৃষ্ঠ, যা পৃষ্ঠ দ্বারা চিপ প্রবাহ, যা একটি চিপ এবং চিপ হিসাবে কাজ করে। চিপ অপসারণ করা মসৃণ করার জন্য এটি মসৃণ করা দরকার। (2) প্রধান ফ্ল্যাঙ্ক: প্রধান ফ্ল্যাঙ্ক মুখটি machined পৃষ্ঠের বিপরীত এবং ড্রিলের সামনের প্রান্তে অবস্থিত। আকৃতি ধারন পদ্ধতি দ্বারা নির্ধারিত হয়। এটি একটি সর্পিল পৃষ্ঠ, একটি শঙ্কু পৃষ্ঠ এবং একটি সমতল পৃষ্ঠ, এবং যে কোন পৃষ্ঠভূমি ম্যানুয়ালি ধারন করা যেতে পারে। (3) উপসাগরীয়: ছোটখাটো তলদেশটি মাটির পৃষ্ঠের বিপরীত ড্রিলের বাইরের নলাকার পৃষ্ঠের একটি সংকীর্ণ অংশ। 4) প্রধান কাটিয়া প্রান্ত: প্রধান কাটিয়া প্রান্তটি রেকে মুখ (সর্পিল গ্রুভ পৃষ্ঠ) এবং প্রধান ফ্ল্যাঙ্ক মুখের ছেদ। স্ট্যান্ডার্ড টুইস্ট ড্রিলের প্রধান মোড়ক প্রান্তটি সোজা (বা প্রায় সোজা) (5) সাব কাটিয়া প্রান্ত: ক্ষুদ্র কাটিয়া প্রান্তটি রেকে মুখ (সার্ফাল গ্রুভের পৃষ্ঠতলের) এবং ক্ষুদ্র গোলাকার মুখ (সংকীর্ণ ফ্যাসেট), অর্থাৎ, প্রান্ত। (6) ট্রান্সভার্স ফলক: চিসেল প্রান্তটি দুটি প্রধান ফ্ল্যাঙ্ক মুখগুলির ছেদ, যা ড্রিল বিটের সর্বাধিক প্রান্তে অবস্থিত, ড্রিল টিপ হিসাবেও পরিচিত। জিওমিত্রিক প্যারামিটার পাকানো ড্রিল 1। সমান্তরাল সমতল (1) সমতল সমতল পিঃ: এই বিন্দুতে কাটিয়া গতির গতি সহ একটি সমতল এবং এই বিন্দুতে কাটিয়া প্রান্ত দ্বারা পৃষ্ঠের কাটা অংশে টানেন্ট। (2) বেস পৃষ্ঠ প্রঃ: বেস পৃষ্ঠ প্র ড্রিল বিট প্রধান কাটিয়া প্রান্ত উপর নির্বাচিত বিন্দু একটি বিন্দু এই বিন্দু মাধ্যমে এবং পাশাপাশি কাটিয়া গতিতে perpendicular মাধ্যমে পাস। বেস পৃষ্ঠটি সবসময় বিট অক্ষের মধ্য দিয়ে প্রবাহিত হয় এবং কাটিয়া গতির দিকের সমতল সমান্তরাল। ২। ড্রিল বিটের জ্যামিতিক কোণ (1) হেলিক্স কোণ: ড্রিল বিটের সর্পিল গ্রুভের পৃষ্ঠার মধ্যে ছেদন লাইন এবং বাইরের সিলিন্ডারের পৃষ্ঠটি সর্পিল লাইন এবং সর্পিল লাইন এবং অক্ষের মধ্যে কোণ ড্রিল বিট ড্রিল বিট এর হেলিক্স কোণ বলা হয়, এবং β হিসাবে রেকর্ড করা হয়। (পাঠ্যপুস্তকটি পড়ুন) (2) প্রান্ত কোণ এবং শেষ মুখের প্রবণতা প্রধান কাটিয়া প্রান্তটি অক্ষীয় লাইনের মধ্য দিয়ে অতিক্রম করে না, তাই ফলক প্রবণতা কোণ গঠিত হয়। কাটিয়া প্রান্তের প্রতিটি বিন্দুতে, ব্লেড প্রবণতা কোণটিও ভিন্ন, প্রধানত কারণ প্রতিটি বিন্দুর বেস পৃষ্ঠটি কাটিয়া সমতল থেকে পৃথক। ধারণাটি সহজতর করার জন্য, আমরা মুখ ব্লেডের প্রবণতা ধারণাটি উপস্থাপন করি। • মুখ রিকল কোণ: মূল কাটিয়া প্রান্তের নির্বাচিত বিন্দুটির শেষ মুখের কোণটি বিন্দুর মূল পৃষ্ঠের কোণ শেষ অভিক্ষেপ দেখুন এবং প্রধান কাটিয়া প্রান্ত পরিমাপ। বিভিন্ন নির্বাচিত বিন্দুগুলির জন্য, শেষ মুখের ঝাঁকনি কোণটিও ভিন্ন, এবং বাইরের প্রান্তের সর্বাধিক (পরম মানটি ক্ষুদ্রতম) কোরের কাছাকাছি ছোট (পরম মান বড়)। (3) শীর্ষ (সামনে) ) কোণ এবং সীসা কোণ: ড্রিল বিটের শীর্ষক কোণটি দুটি প্রধান কাটিয়া প্রান্তের সমান্তরাল সমতল সমতল সমতল দুটি প্রধান কাটিয়া প্রান্তের অভিক্ষেপের মধ্যে কোণ। ২ য়, আদর্শ টুইস্ট ড্রিল 2φ = 118 ° হিসাবে রেকর্ডকৃত, প্রধান কোণটি মূল কাটিয়া প্রান্তের অভিক্ষেপ এবং মূল পৃষ্ঠায় পরিমাপ করা ফিড দিকের মধ্যে কোণ, যা κrx হিসাবে চিহ্নিত। যেহেতু মূল কাটিয়া প্রান্তের বিন্দুগুলির মূল দিকগুলি ভিন্ন, তাই সংশ্লিষ্ট পয়েন্টগুলিতে কোণের মূল কোণগুলিও ভিন্ন। (4) ফ্রন্ট এঙ্গেল: প্রধান কাটিয়া প্রান্তের নির্বাচিত বিন্দুর রেকে কোণটি ওথোগোনাল বিন্দু সমতল। রেফারেন্স উপাদান (5) পিছনের কোণ: প্রধান কাটিয়া প্রান্তে নির্বাচিত ত্রাণ কোণটি একটি বিন্দু সমতলে অক্ষের মতো বিট অক্ষের সাথে পরিমাপ করা হয় এবং সেই বিন্দুতে নলাকার পৃষ্ঠের মধ্য দিয়ে অতিক্রম করা হয়, যা αf হিসাবে চিহ্নিত। তৃতীয়, অন্যান্য ড্রিল বিট (1) কার্বাইড টুইস্ট ড্রিল যখন মেশিন হার্ড এবং ভঙ্গুর উপকরণ, কার্বাইড ড্রিলস ব্যবহার উল্লেখযোগ্যভাবে কাটিয়া দক্ষতা উন্নত করতে পারেন। নিম্নোক্ত হার্ড এলোয় টুইস্ট ড্রিলগুলি একটি একত্রীকরণের কাঠামোতে তৈরি করা হয়, যা সোজা সিঙ্ক কার্বাইড হার্ড টুইস্ট ড্রিলে তৈরি করা যেতে পারে, যা একটি মোমবাতি শঙ্কু কার্বাইড হার্ড টুইস্ট ড্রিল হিসাবে ব্যবহার করা যেতে পারে। উচ্চ-গতির ইস্পাত মোড়ক ড্রিলের সাহায্যে, কোর একটি বৃহত্তর ব্যাস, একটি ছোট হেলিক্স কোণ, এবং একটি ছোট কাজ অংশ আছে। কর্তনকারী সংস্থাটি 9 সিআইসিআর খাদ ইস্পাত তৈরি করে এবং 50-5২ এইচআরসি থেকে শক্ত করে তোলে। ড্রিলিংয়ের সময় কম্পন দ্বারা সৃষ্ট চিপিংকে হ্রাস করার জন্য ড্রিল বিট এর কঠোরতা এবং শক্তি উন্নত করার জন্য এই ব্যবস্থাগুলি ডিজাইন করা হয়েছে। (2) গভীর গর্ত ড্রিলিং ডিপ ছিদ্র সাধারণত 5 বারের চেয়ে বেশি ব্যাসের দৈর্ঘ্যের ব্যাসার্ধের ছিদ্রগুলিকে বোঝায়। গভীর গর্ত ড্রিল করার সময়, চিপ ব্রেকিং এবং চিপ অপসারণ, শীতলকরণ এবং তৈলাক্তকরণ, এবং নির্দেশিকা সমস্যার সমাধান করা প্রয়োজন। প্রথমত, বন্দুকের ড্রিল মূলত বন্দুকের ড্রিলের জন্য বন্দুকের ড্রিলটি ব্যবহার করা হয়েছিল, সুতরাং এটি বন্দুকের গর্ত বলা হত ড্রিল। এটা প্রায়ই মেশিন ছোট ব্যাস গভীর গর্ত যন্ত্র ব্যবহার করা হয় .1, গঠন এবং কাজ নীতি বন্দুক ড্রিল একটি কাটিয়া অংশ এবং একটি ড্রিল পাইপ গঠিত। কাটিয়া অংশ উচ্চ গতির ইস্পাত বা হার্ড খাদ গঠিত হয়, এবং চিপ বাঁশি তৈরি করে তোলে; ড্রিল পাইপ সিমেন্টহীন ইস্পাত পাইপ দিয়ে তৈরি হয় এবং চিপ বীপন ড্রিল বিটের কাছাকাছি ঘূর্ণিত হয় এবং ড্রিল পাইপের ব্যাস ড্রিল বিট এর ব্যাসের চেয়ে 0.5 ~ 1 মিমি ছোট। তারা ওয়েল্ডিং দ্বারা একত্রে যোগদান করে এবং চিপ বাতুলগুলি ঢালাইয়ের সময় সংলগ্ন হয়। ওয়ার্কিং নীতি: ড্রিপিংয়ের সময় ওয়ার্কপিস ঘোরানো এবং ড্রিল বিট ফিড করে। ড্রিল পাইপের ভিতরের গর্ত থেকে কাটিয়া তরল এবং কাটিয়া অংশের তেলের গর্তে ঠান্ডা এবং তৈলাক্তকরণ দ্বারা চিটের তরল থেকে চিপগুলিকে বের করে দেওয়া হয়। যেহেতু চিপগুলি ড্রিল বিটের বাইরে থেকে বের করে দেওয়া হয়, তাই তাদেরকে বহিরাগত চিপস 2 বলা হয়। বৈশিষ্ট্যগুলি (1) কাটিয়া তরল প্রবেশ করে এবং আলাদাভাবে বের হয়ে যাওয়ার কারণে, কাটিয়া তরল উচ্চ চাপের অধীনে অনির্বাচিত হয় এবং সহজে কাটিয়া অঞ্চলে পৌছায় যা ভাল গর্ত ড্রিলিং করার সময় ঠান্ডা এবং তৈলাক্তকরণের সমস্যাটি সমাধান করে; (2) কাটিয়া প্রান্তটি অভ্যন্তরীণ এবং বাইরের কাটিয়া প্রান্তগুলিতে বিভক্ত, এবং কাটিয়া প্রান্তটি একটি বক্রতা রয়েছে, চিপিং ক্রিয়া কাটা সময় সম্পাদন করা যেতে পারে, চিপগুলি হয় সংকীর্ণ, এবং কাটিয়া তরল চিপগুলি মুছানোর জন্য সুবিধাজনক, যাতে চিপ ডিসচার্জ করা সহজ হয়; (3) যেহেতু 2h ব্যাসের ব্যাসার্ধের মূল কলাম ড্রিলিংয়ের পরে বাকি থাকে, এটি ড্রিল বিটের সহায়তা পৃষ্ঠাকে নিশ্চিত করে গর্তের প্রাচীরের সাথে সবসময় ঘনিষ্ঠ যোগাযোগ থাকে, যাতে ড্রিল বিটটি একটি নির্ভরযোগ্য গাইড থাকে এবং গভীর গর্ত ড্রিল পরিচালনা করার সমস্যার সমাধান করে। দ্বিতীয়ত, অভ্যন্তরীণ চিপ অপসারণ গভীর গর্ত ড্রিলিং ড্রিল বিট গঠিত একটি ড্রিল শরীর, তিনটি কাটিয়া প্রান্ত বিভিন্ন পরিসরের উপর বিতরণ এবং দুটি নির্দেশিকা ব্লক বিতরণ করা হয়। অপারেশন চলাকালীন, ড্রিলিং পাইপ এবং গর্ত প্রাচীরের মধ্যে ফাঁক থেকে শীতলকরণ এবং তৈলাক্তকরণ সরবরাহের জন্য উচ্চ চাপের কাটিয়া তরল কাটিয়া অঞ্চলে পাঠানো হয়। একই সময়ে, চিপগুলি ড্রিল বিটের অভ্যন্তরীণ চিপ গর্ত এবং ড্রিল পাইপের ভিতরের গর্ত থেকে বের হয়ে যায়। এই গভীর গর্ত ড্রিল, কারণ তিন দাঁত বিভিন্ন পরিচয়ের ভিত্তিতে সাজানো হয়, চিপটিকে সহজতর করার জন্য চিপ হিসাবে কাজ করে। উদ্বাসন। তাছাড়া, যখন চিপগুলিকে ছাড়ানো হয়, তখন তারা মাটির পৃষ্ঠের বিরুদ্ধে ঘষে না যায়, ফলে উৎপাদন দক্ষতা এবং প্রক্রিয়াকরণ গুণটি বাইরের চিপগুলির চেয়ে বেশি। এই কাঠামো কোন চিসেল প্রান্ত আছে, যা অক্ষীয় বল হ্রাস। সীমাহীন পরিধির বাহু এবং রেডিয়াল বলটি পরিধিতে নির্দেশিকা ব্লকের দ্বারা গৃহীত হয় এবং গভীর গর্তের ড্রিলের আরও ভাল নির্দেশক সম্পত্তি থাকে। (3) স্প্রে ড্রিল: স্তন্যপান ড্রিলের তিনটি অংশ রয়েছে: একটি ড্রিল বিট, একটি অভ্যন্তরীণ টিউব এবং বাইরের টিউব। অপারেশন, কাটিং তরল 2/3 শীতল এবং তৈলাক্তকরণ জন্য ভিতরের এবং বাইরের টিউব মধ্যে ফাঁক মাধ্যমে কাটিয়া জোন মধ্যে খাওয়ানো হয়। কাটা তরল অবশিষ্ট 1/3 অভ্যন্তরীণ নল প্রাচীর উপর ক্রিসেন্ট গ্রুভ সংকীর্ণ স্লিট মাধ্যমে নল মধ্যে স্প্রে করা হয়, যাতে অভ্যন্তর নল এর পিছন শেষ এবং পিছন শেষের মধ্যে চাপ পার্থক্য একটি "স্তন্যপান শক্তি "তরল এবং চিপ কাটা স্রাব ত্বরান্বিত করা।
উত্স: মেইউ কার্বাইড