
আজকে আপনার এই ধারণাটি হ'ল যে, নূতনতম এবং নুরুলের সংজ্ঞা কী।
Knurled সংজ্ঞা সোজা, rhombus, বা গোলাকার আকৃতি কাজ টুকরা, যা ম্যানিপুলিউট সরঞ্জাম বা lathes উপর পরিচালিত করা যেতে পারে প্যাটার্ন রোল প্রক্রিয়া। Knurled অংশে indentations তৈরি করার কারণ হাত ধরে বা clamping হাত ধরে ধরা জন্য মূল নিছক পৃষ্ঠ তুলনায় একটি ভাল উপলব্ধি জন্য। সাধারণভাবে বলতে গেলে, নুড়ানোর পরে সর্বোত্তম ফলাফলটি ব্যবহার করা কৌশল, প্রক্রিয়াজাত উপাদান, কাজের টুকরা এবং নুরুলিং চাকা, ফিড এবং গতির হার ইত্যাদি বিষয়গুলির উপর নির্ভর করে। এখানে আমরা আপনাকে হাঁটতে হাঁটতে হাঁটতে চাই এই নিবন্ধে 5 পয়েন্টের মধ্যে প্রক্রিয়া যা প্রায় 5 মিনিটের পড়ার সময়গুলির জন্য শব্দের ধারণ করে।

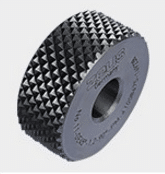
নিদর্শন ধরন
মোটামুটি সোজা, angled, এবং ক্রিস ক্রস মধ্যে শ্রেণীবদ্ধ করা যেতে পারে যে knurling নিদর্শন আছে। তাদের মধ্যে, ক্রিস-ক্রস প্রকারে রম্বিক এবং বর্গাকার এই দুটি প্রকার অন্তর্ভুক্ত, যার অর্থ 30 ডিগ্রি এবং 45 ডিগ্রী। আমরা সাধারণত প্রযোজ্য মেট্রিক এবং ব্রিটিশ ডিজাইন আছে। ইঞ্চি মান প্রতি ইঞ্চি দাঁত সংখ্যা বোঝায়। মেট্রিক সিস্টেমের মধ্যে তারা দশমিক সংখ্যা রূপান্তর। যেমন 0.3, 0.4, 0.5, 0.6, 0.7, 0.8, 1.0, 1.2, 1.4, 1.6 এবং এভাবে।
প্যাটার্ন দাঁত, ইউনিট মধ্যে দূরত্ব এর রেফারেন্স মান: মিমি
| 0.2 | 0.3 | 0.4 | 0.5 |
| 0.628 | 0.942 | 1.257 | 0.571 |
Knurling চাকা বিশেষ উল্লেখ
নথির ব্যাস, প্রস্থ এবং নিদর্শন অনুযায়ী, হাঁটু চাকার বিশেষ উল্লেখ মধ্যে বিভক্ত করা হয়।
আমরা 15, 20, 25 এবং 30 (মিমিতে) নুরিংয়ের চাকার সাধারণ ব্যাস এবং 6, 8, 10, 12, 15, ২0 রূপের প্রস্থ হিসাবে পেয়েছি।
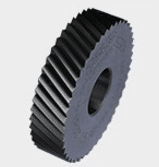
ফর্ম knurling চাকা এবং knurling চাকা কাটা
নুরুলিং প্রক্রিয়া দুটি ভিন্ন ধরনের: ফর্ম knurling এবং knurling কাটা।
ফর্ম knurling প্রধানত অ কাটিয়া প্রক্রিয়া দ্বারা সংকুচিত পৃষ্ঠ উত্পাদন। কাটা knurling এবং ফর্ম knurling মধ্যে প্রধান পার্থক্য শুধুমাত্র কাটা knurling দ্বারা উত্পন্ন কিছু তীক্ষ্ণ প্রান্ত আছে। আমরা তাদের পারফরম্যান্স তুলনা নির্দেশ করতে নিম্নলিখিত চার্ট তৈরি করেছি।
| কাটা কাটা | ফর্ম knurling | |
| উপাদান প্রক্রিয়াজাতকরণ | প্লাস্টিক এবং ঢালাই লোহা সহ কার্যত কোন উপাদান | কোন অবস্থানে পুরু প্রাচীর সঙ্গে ঠান্ডা গঠন উপাদান |
| কাজের টুকরা উপাদান উপর প্রভাব | কম বা কোন বিকৃতি | বাইরের ব্যাস বাড়ান |
| Lathe knurling পরামিতি | উচ্চ কাটিয়া গতি এবং ফিড অনুমতি দিন | ধীর কাটিয়া গতি এবং ফিড হার |
| ল্যাথ উপর প্রভাব | ল্যাথ উপর কম চাপ | ল্যাথ উপর মহান চাপ প্রয়োগ করুন |
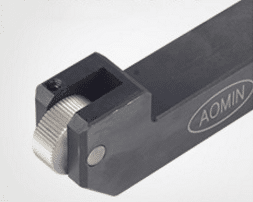
Hob এর ধরন
Knurling অপারেশন একটি knurling চাকা সজ্জিত একটি ছুরি হ্যান্ডেল প্রয়োজন। ছুরি সরাসরি কেনা যেতে পারে, বা নুড়ানোর চাকা নিজের দ্বারা কেনা এবং তৈরি করা যেতে পারে।
সাধারণত একক চাকা, ডবল চাকা এবং ছয় চাকা আছে।
একক চাকা টাইপ একটি ছুরি হ্যান্ডেল উপর একটি ফুল চাকা ইনস্টল করা হয়।
ডুয়েল হুইল টাইপটি ছুরির হ্যান্ডেলের উপর মাউন্ট করা উপরের এবং নীচের ফুলের চাকাগুলির একটি জোড়া, সাধারণত দুটি বিপরীত টুইল চাকা গঠিত।

ছয়-চাকা হ'ল ডাবল হুইল্ড টুল হোল্ডারের তিনটি গ্রুপ রয়েছে যা সরাসরি বিভিন্ন প্যাটার্ন সমন্বয় রূপান্তর করতে পারে।
নুড়ি প্রক্রিয়াজাতকরণ এবং অপারেশন সতর্কতা
1. কারণ যখন ল্যাথিতে ঘূর্ণায়মান শক্তিটি বড় হয়, তখন ওয়ার্কপিস দৃঢ়ভাবে ক্ল্যাম্প করা আবশ্যক।
2. Knurling সরঞ্জাম ইনস্টলেশন 3 থেকে 5 ডিগ্রী দ্বারা প্রবণতা করা উচিত। এইভাবে, একটি মসৃণ knurling প্রক্রিয়া অর্জন করার জন্য রোলার এবং workpiece মধ্যে প্রাথমিক যোগাযোগ পৃষ্ঠ সংকীর্ণ হয়।
3. Knurling শুরুতে একটি উদ্বেগ, যা প্রাথমিক ফিড হস্তক্ষেপ কোন বাধা প্রয়োজন। শুধুমাত্র এই ভাবে workpiece একবারে প্যাটার্ন আউট করতে পারেন। প্যাটার্ন স্পষ্টভাবে ঘূর্ণিত হয় পরে, চাকা ধাপ অনুসরণ করে। অন্যথায়, পৃষ্ঠতলের ভাঙ্গন তৈরি করা এবং একটি ব্যাধিযুক্ত প্যাটার্ন তৈরি করা সহজ।

4. কাটা হাঁটু চাকা ব্যবহার করার সময়, মেশিনের পৃষ্ঠের তৈলাক্তকরণে মনোযোগ দেওয়া উচিত, যাতে ঘূর্ণায়মানের সময় হাবের খাঁজে চিপের সংশ্লেষণ দ্বারা সৃষ্ট প্যাটার্নের ক্ষতি এড়ানো যায়। রোলার ক্লিয়ারেন্স খুব বড় হওয়া উচিত নয়, অন্যথায় রেডিয়াল সুইং এবং অক্ষীয় আন্দোলন ঘটবে।

5. কর্মক্ষেত্রের পরিধি (π × ডি) অপরিহার্যভাবে ছুরি পিচ (টি) এর একটি অবিচ্ছেদ্য একাধিক নয়, যখন একটি সোজা লাইন ঘূর্ণায়মান। অন্যথায়, এটি ঘূর্ণন পর ঘূর্ণায়মান ট্র্যাকগুলির অযৌক্তিকতার কারণে প্যাটার্নটিকে স্ক্র্যাবল করা হতে পারে। তারপর চালিত লাইন ঘূর্ণায়মান চাপ বড় হতে হবে (মেশিন টুল এবং কর্মক্ষেত্র কঠোরতা অনুমতি দেওয়া হয়)। দ্বিতীয় বৃত্তের শুরুতে ওয়ার্কপিসের চারপাশে গভীর এবং বিস্তৃত লাইন তৈরি করার জন্য, শিয়াল দাঁতগুলি ওয়ার্কপিসের খাঁজিতে পড়ে যেতে পারে। ক্রমাগত ঘূর্ণায়মান misalignment ত্রুটি গভীর এবং ব্যাপক grooves মধ্যে ছড়িয়ে দিতে পারেন।
6. মেশিন টুল খুব দ্রুত চালানোর জন্য সহজ নয়। সাধারণ গতি 185 র / মিনিট 230 রূ / মিনিট, এবং ফিড হার 0.2২ মিমি / র থেকে 0.24 মিমি / র। ঘূর্ণায়মান স্বয়ংক্রিয় lathes একই। ক্যামের নকশা করার সময় ছুরিটি কর্মক্ষেত্রের পৃষ্ঠার সাথে যোগাযোগ করার পরে ছুরি সরাসরি নির্ধারিত প্যাটার্ন বেস ব্যাসে কাটাতে হবে এবং তারপরে প্রায় 10 ~ 15 এ থাকার পরে ছুরিটি অবিলম্বে প্রত্যাহার করা দরকার। এটি চলমান হয়, ছুরি প্যাটার্ন নীচের ব্যাস কাটা পরে অবিলম্বে অনুভূমিক হাঁটা যাক। যখন এটি নির্দিষ্ট দূরত্ব পৌঁছায়, তখন তা ছুরিটি অবিলম্বে প্রত্যাহার করা উচিত। অন্যথায়, আরো থাকার পরে, এটি একটি ছুরি চিহ্ন উত্পাদন এবং প্যাটার্ন পৃষ্ঠ পৃষ্ঠ ধ্বংস করতে হবে।
7. স্বয়ংক্রিয় লেদারে নেট প্যাটার্ন টিপুন, যতক্ষণ না প্যাটার্নের প্রস্থটি রোলারের প্রস্থ অতিক্রম না করে, নেট প্যাটার্ন চাকাটি সরাসরি ঘূর্ণায়মান হতে পারে। কাজ টুকরা এর নেট প্যাটার্ন চাকা দৈর্ঘ্য অতিক্রম করে যদি, যৌগিক চাকা প্যাটার্ন হাঁটা ব্যবহার করা উচিত।
আশা করছি, আপনি ব্যাখ্যা করেছেন যে কীভাবে হাঁটু গেড়েছে এবং সংজ্ঞায়িত হয়েছে। যদি আমরা কোন টিপ বা বিস্তারিত মিস করি তবে মন্তব্যের সাথে আমাদের সাথে আলোচনা করুন।
