সিএনসি প্রোগ্রামিং প্রক্রিয়ার ছাঁচের মান সহনশীলতা কি?
ছাঁচনির্মাণের সিএনসি প্রোগ্রামিং বিভাগ স্পষ্ট প্রক্রিয়াকরণ কৌশল এবং মান বিকাশ করে এবং উৎপাদন দক্ষতা উন্নত করতে এবং ত্রুটিগুলি হ্রাস করার জন্য উত্পাদন প্রক্রিয়ার মানসম্মত ক্রিয়াকলাপগুলি পরিচালনা করে।
1. প্রাক্তন ছাঁচ
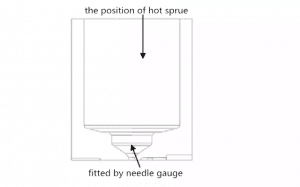
a.Hot অবস্থান
1 সমাবেশের জন্য প্রয়োজনীয় আকার সংখ্যা উপর ভিত্তি করে করা আবশ্যক।
২ প্লেন: যন্ত্রের প্রোগ্রাম মাত্রাগুলির পরিমানের উপর ভিত্তি করে এবং সিএনসি অপারেটর অঙ্কন আকারের সহনশীলতা অনুসারে সংখ্যাটিকে পরিমাপ করে।
3 সাইড: যন্ত্র প্রোগ্রাম ক্ষতিপূরণ জন্য খোলা। একতরফা পার্শ্ব 0.02 মিমি ভারসাম্য বামে হয়। অপারেটর শক্তভাবে মাপসই সুই গেজ ব্যবহার করে। সহনশীলতা 0.015 ~ 0.005 মিমি মধ্যে নিশ্চিত করা হয়। অন্যান্য মাত্রা 3D ইমেজ আকারের উপর ভিত্তি করে।
খ। ফিতে ঢোকান
সন্নিবেশের ফিতেটির প্রক্রিয়াকে প্রক্রিয়া অনুসারে প্রক্রিয়া করা হবে এবং আকারটি আকার অনুযায়ী নির্ধারিত হবে এবং সন্নিবেশের ফিতেটির গভীরতা (Z মান) পরিমাপের পরিমাপ অনুসারে নির্ধারণ করা হবে। এবং অপারেটর গভীরতা পরিমাপ করতে ক্রমাঙ্কন গেজ ব্যবহার করবে, এবং সহনশীলতা প্রয়োজন 0.01 মিমি হবে।
সি। গ্লু আকার
সমস্ত আঠালো অবস্থানের জন্য সমাপ্তি প্রক্রিয়াটি এক দিকে 0.02 মিমি (বিশেষ ক্ষেত্রে ব্যতীত), এবং 0.15 মিমি এক দিকে EDM লাইন প্রক্রিয়াকরণের জন্য অগ্নি প্যাটার্ন প্রয়োজনীয়তার সাথে প্রয়োজন।
ঘ। সন্নিবেশ এবং বিট স্পর্শ করুন
স্বাভাবিক পরিস্থিতিতে, সামনে ছাঁচ কোর সঠিক আকারের, এবং পিছন ছাঁচ কোর অবশিষ্ট পরিমাণ বজায় রাখে।
e.Side লক অবস্থান
পার্শ্ব লক অবস্থানের নিচ গভীরতা (Z মান) একটি আদর্শ মাপ হিসাবে তৈরি করা হয় এবং পার্শ্ব লক অবস্থানের পার্শ্ব প্রান্তের যন্ত্রের প্রোগ্রামটিকে 0.02 মিমি পরীক্ষা উপযুক্ত রেখে এক পাশের জন্য ক্ষতিপূরণ দেওয়া প্রয়োজন। অপারেটরটি চিত্রে আকারের আকারের সাথে পুরোপুরি মিলিত হয় এবং সহনশীলতা 0.015 থেকে 0.005 মিমি পর্যন্ত একতরফা হতে নিশ্চিত করা হয়। ভিতরে।
2. পোস্ট ছাঁচ
A.Row স্লট
সারি অবস্থান স্লটটির গভীরতা (Z মান) অঙ্কন সংখ্যা অনুযায়ী নির্ধারণ করা হবে। অপারেটর অঙ্কন সহনশীলতা অনুযায়ী পরিমাপ করতে টেবিল ব্যবহার করবে, এবং সারি খাঁজ দুই পক্ষের অঙ্কন আকার অনুযায়ী প্রক্রিয়া করা হবে। প্রোগ্রাম প্রক্রিয়াকরণ একপাশে এবং 0.02 মিমি ক্ষতিপূরণ করা হবে। পরীক্ষা ব্লক গেজ দিয়ে সজ্জিত, এবং সহনশীলতা এক দিকে 0.015 ~ 0.005 মিমি মধ্যে নিশ্চিত করা হয়।
বি। অন্তর্নির্মিত ফিতে
সন্নিবেশের ফাঁকির দিকটি অঙ্কন সংখ্যা অনুযায়ী হবে এবং নিচের গভীরতার (Z মান) পরিমাপের সংখ্যা অনুযায়ী হবে। 0.01 মিমি গভীরতার সহনশীলতা পরিমাপ করতে অপারেটর ক্রমাঙ্কন মিটার ব্যবহার করবে।
সি। গর্ত গহ্বর অবস্থান (গোপন কোট বিট)
প্রোগ্রামার হালকা ছুরি প্রোগ্রাম করে এবং 0.02 মিমি মার্জিন ছাড়তে ক্ষতিপূরণ ক্ষতিপূরণ খুলতে হবে। অঙ্কন সংখ্যা অনুযায়ী খোলার ক্ষতিপূরণ অপারেটর ব্যবস্থা। একক পাশ 0.005 ~ 0.01 মিমি, যা সমাবেশের জন্য সুবিধাজনক।
ঘ। আঠালো আকার
সমস্ত আঠালো অবস্থান সমাপ্তি ভাতা 0.02 মিমি (বিশেষ প্রয়োজনীয়তা ব্যতীত)।
ঙ। সন্নিবেশ এবং বিট স্পর্শ করুন
স্বাভাবিক পরিস্থিতিতে, পিছন ছাঁচ + 0.02 ~ 0 মিমি মার্জিনের চেয়ে বেশি ছাড়তে হবে। সারি অবস্থানের সাথে পিছন ছাঁচের অবস্থানটি সারির আকার অনুসারে নির্ধারণ করা উচিত এবং সারির অবস্থানের মিলের পরে মোড কোরের অবস্থান আরও মার্জিনের প্রয়োজন।
3. ছাঁচ convex কর
একটি। যখন রুক্ষ, একটি দিকে 0.5 মিমি মার্জিন ছেড়ে, এবং রুক্ষ মেশিন COORE ব্যবহার করার জন্য নিচের ফ্রেম সন্নিবেশ ঢোকা, অপারেটিং জন্য নিচের সোজা অবস্থানে 10 মিমি ছেড়ে যান কিনা রুক্ষতা আলগা কিনা এবং quenched প্রয়োজন । Profiled convex কোরিয়া নীচে quenching পরে সমাপ্তির জন্য 10mm জন্য সরাসরি বামে হয়।
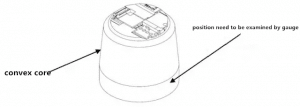
বি। সমস্ত আঠালো অবস্থান সমাপ্তির সময় 0.02 মিমি (বিশেষ প্রয়োজনীয়তা ব্যতীত), এবং প্রবেশ করা এবং প্রবেশ করা অবস্থান + 0.02 ~ 0 মিমি।
সি। Convex CORE আকৃতি সমাপ্তি, প্রোগ্রামার হালকা ছুরি প্রোগ্রাম তৈরি করে, ক্ষতিপূরণ একদিকে 0.02 মিমি মার্জিন, এবং অপারেটর অঙ্কন সংখ্যা অনুযায়ী 0 ~ -0.005 মিমি থেকে একদম সহনশীলতা পরিমাপ করতে পারে।
ঘ। ছাঁচ ঢালাই (বহিঃপ্রকাশ CORE) এর অনিয়মিত আকৃতি সমস্যা পরবর্তী ভাগে বিস্তারিত।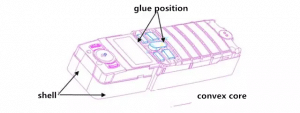
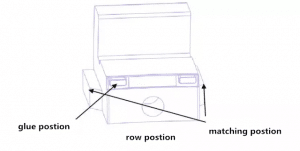
4. সারি অবস্থান, সন্নিবেশ
a। যখন ওয়ার্কপিস গ্রহন করা হয়, তখন প্রোগ্রামারকে মাঝখানে এবং একক পার্শ্বের হিট সংখ্যাগুলির সমস্যাগুলি এড়াতে কর্মক্ষেত্রের বাহ্যিক মাত্রাগুলি পরিমাপ করতে হবে। প্রোগ্রামারকে ওয়ার্কপিসের আকার অনুযায়ী নিরাপদ clamping পদ্ধতি এবং নম্বর আঘাত করার পদ্ধতি অনুসারে অপারেশন গোষ্ঠীর সাথে আলোচনা করতে হবে। বিস্তারিত জানার জন্য পরবর্তী বিভাগ দেখুন।
বি। সারি অবস্থান এবং সামনে এবং পিছন ছাঁচের কোরের সাথে মেলে অবস্থান, এবং সারির অবস্থানটি FIT- এর জন্য 0.0২ মিমি মার্জিন ছাড়তে হবে।
গ। সমস্ত আঠালো অবস্থান এক দিকে 0.02 মিমি (বিশেষ প্রয়োজনীয়তা ব্যতীত)।
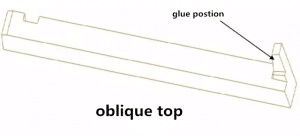
5. oblique শীর্ষ
ওয়ার্কপিস এবং অপারেশন গ্রুপের আকৃতির মতে, নিরাপদ ক্ল্যাম্পিং পদ্ধতি ব্যবহার করে, স্পর্শ সংখ্যা, সমস্ত আঠালো অবস্থান একপাশে 0.02 মিমি (বিশেষ প্রয়োজন ব্যতীত)। ওয়েচ্যাট পাবলিক নম্বর যোগ করুন: শিল্প বুদ্ধিমত্তা (রোবট তথ্য) মা ইউন মনোযোগ দিচ্ছেন
6. ছাঁচ প্রক্রিয়াকরণ
একটি ছাঁচ
(1) ছাঁচে ফাঁকা ফাঁকা রেফারেন্সের সাথে মূল শব্দটি (চেম্বারিং) সুসংগত হওয়া উচিত। ভুল বোঝাবুঝি এড়ানোর জন্য, যন্ত্র বিশৃঙ্খলা ঘটে এবং রেফারেন্স প্রান্ত প্রোগ্রামিংয়ের সময় নিজের দিকের মুখোমুখি হয়।
(2) সমস্ত টেমপ্লেটগুলির মেশিন পজিশনিং কাছাকাছি রেফারেন্স কোণের নির্দেশিকা গহ্বরটি শূন্য করে মেশিনের সমন্বয় স্থাপন করে।
(3) Z-number হিট সংজ্ঞা: সমস্ত টেম্পলেটগুলি এগিয়ে এবং বিপরীত দিকগুলিতে প্রসেস করা হয়। ছাঁচ নীচে স্পর্শ সংখ্যা শূন্য হয়। বিশেষ প্রয়োজনীয়তা সঙ্গে workpieces জন্য, প্রোগ্রামার প্রাসঙ্গিক কর্মীদের সঙ্গে স্পষ্টভাবে ব্যাখ্যা করতে হবে এবং প্রোগ্রাম তালিকায় স্পষ্টভাবে নির্দেশ করা প্রয়োজন। ছাঁচ ভ্রূণের শূন্য অবস্থান।
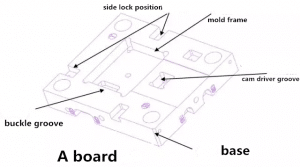
বিএ বোর্ড
(1) যখন ছাঁচ ফ্রেম শেষ হয়, যখন ছাঁচের ফ্রেমের নীচে প্রক্রিয়াকরণ করা হয়, আকার আকারের আকারের আকারে তৈরি করা উচিত। সিএনসি অপারেটর অঙ্কন সহনশীলতা অনুযায়ী অঙ্কন ক্রমাঙ্কন ব্যবহার করে। সহনশীলতা + 0.01 ~ + 0.02 মিমি। ফ্রেম এজের সমাপ্তি প্রক্রিয়াটির ক্ষতিপূরণের এক দিকের জন্য 0.02 মিমি মার্জিন প্রয়োজন। অপারেটর অঙ্কন আকার অনুযায়ী ব্লক গেজ ফিট। সহনশীলতা এক দিকে 0.02 ~ 0.01 মিমি নিশ্চিত।
(2) পাশ লক অবস্থান চিত্র আকারের নীচে অনুযায়ী করা হয়। পার্শ্ব ব্লক গেজ শক্তভাবে মিলিত হয়, এবং সহনশীলতা একতরফা + 0.015 ~ -0.01 মিমি মধ্যে নিশ্চিত করা হয়।
(3) সন্নিবেশ খাঁজ নীচের খাঁটি আকারের সংখ্যা হওয়া উচিত এবং পাশটিকে শক্তভাবে গজ দিয়ে পরীক্ষা করা উচিত। সহনশীলতা একতরফা + 0.015 ~ + 0.01 মিমি মধ্যে নিশ্চিত করা হয়।
(4) ফোস্কা মুরগীর মাংস এবং অন্যান্য মাত্রার আকার পরিকল্পনা অনুযায়ী প্রক্রিয়া করা হয়।
সিবি বোর্ড
(1) ফর্মওয়ার্ক সমাপ্তি, প্রোগ্রাম প্রক্রিয়াকরণ ফ্রেমের মান মাপের সংখ্যা ব্যবহার করা হয়, সিএনসি অপারেটর অঙ্কন সহনশীলতা অনুযায়ী পরিমাপ করার জন্য টেবিল ব্যবহার করে, সহনশীলতা +0.01 0 মিমি, ফ্রেম প্রান্ত সমাপ্তি, প্রোগ্রাম ক্ষতিপূরণ মাউস খুলতে হবে 0.02 মিমি মার্জিন, অপারেটরের আকার অনুযায়ী অপারেটরকে ব্লক গেজ ব্যবহার করতে হবে, সহনশীলতা গ্যারান্টি- একদিকে 0.0২ ~ 0.01 মিমি।
(2) মোল্ড ফ্রেমের নীচের অংশে (Z মান) গভীরতার অঙ্কন আকার অনুযায়ী প্রক্রিয়া করা উচিত। অপারেটর অঙ্কন সহনশীলতা অনুযায়ী ক্রমাঙ্কন মিটার ব্যবহার করে। সহনশীলতা + 0.01 ~ + 0.02 মিমি, এবং পার্শ্ব প্রোগ্রাম ক্ষতিপূরণ ক্ষতিপূরণ শীট খুলতে হবে। একটি 0.02 মিমি পরীক্ষা উপযুক্ত সঙ্গে, অপারেটরটিকে একতরফা + 0.015 ~ + 0.01 মিমি সহনশীলতার সাথে শক্তভাবে মিলতে ব্লক গেজ ব্যবহার করতে হবে।

ডি থিমল প্যানেল:
(1) যখন ইজেক্টর কাউন্টারসঙ্ক হেডের অবস্থান গভীর প্রসেসিং হয়, তখন গভীরতা 0.0২ মিমি গভীর হতে হবে এবং সহনশীলতা পরিমাপের জন্য অপারেটরটি হাজার পয়েন্টের কার্ড ব্যবহার করে, সহনশীলতা 0.0২ ~ 0.01 মিমি, এবং এর পাশ thimble countersunk মাথা অবস্থান আকার প্রক্রিয়া করা প্রয়োজন।
(2) স্ল্যানিং শীর্ষ বেস সমাবেশ অবস্থানের প্রক্রিয়াকরণের মাত্রা প্রক্রিয়াকরণের সময় ইজেক্টর প্যানেলের নীচে নির্ধারণ করা হয় এবং পার্শ্ব প্রক্রিয়াকরণ আকারটি স্থাপন করার সময় অপারেটর সংখ্যাটি পরিমাপ করতে তুলনা টেবিল ব্যবহার করে।
(3) অন্যান্য অবস্থানগুলি 3D মানচিত্রের আকার অনুসারে প্রক্রিয়াভুক্ত।
ঙ। পাতলা প্লেট থিম:
(1) সন্নিবেশ সমাবেশের জন্য প্রয়োজনীয় আকারের অবস্থান, অপারেটরটিকে ব্লক গেজের সাথে শক্তভাবে লাগাতে হবে এবং অন্যান্য অবস্থানগুলি 3D অঙ্কনের আকার অনুযায়ী প্রক্রিয়া করা হবে।
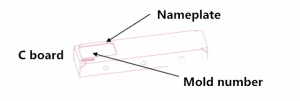
(2) সি বোর্ড: 3 ডি অঙ্কন আকার অনুসারে, চতুর্ভুজ আকার প্রক্রিয়া করা হয় এবং কার্যকরী পৃষ্ঠ এবং প্রসেসিং দিকটি একটি কোডের ইতিবাচক দিক থেকে বিরক্তিকর মেশিন গ্রুপ দ্বারা নির্বাচিত হয়।
(3) নামপ্লেট: 3D অঙ্কনের প্রয়োজনীয়তা অনুসারে এটি খোদাই করা প্রয়োজন।
(4) উচ্চ ফিক্সিং প্লেট: সমাবেশের জন্য মাউন্টিং অবস্থানের আকার প্রয়োজন। উচ্চ ফিক্সিং প্লেট আকার উপরের ফিক্সিং প্লেট নীচে প্রসেস করা আবশ্যক। অপারেটরকে নম্বরটি পরিমাপ করার জন্য অপারেটরটিকে মিটার ব্যবহার করতে হবে, পাশাপাশি পার্শ্বপ্রতিক্রিয়াটি ক্ষতিপূরণটি খুলতে হবে। 0.02 মিমি, অপারেটরকে সুইং গেজ ব্যবহার করতে হবে যাতে একক পার্শ্ব + 0.015 ~ + 0.01 মিমি হয় এবং 3D আকারের অন্যান্য মাপের প্রক্রিয়ায় প্রক্রিয়া করা হয়।
(5) লোয়ার ফিক্সিং প্লেট: সন্নিবেশ সমাবেশের জন্য প্রয়োজনীয় আকার রয়েছে। নিচের ফিক্সিং প্লেটের নীচে খাস আকারে প্রক্রিয়া করা প্রয়োজন। সাইডটিকে ব্লক গেজের সাথে শক্তভাবে প্যাক করা দরকার এবং 3D আকারের অন্যান্য দিকগুলির ভিত্তিতে প্রক্রিয়া করা হয়।
f.programming:
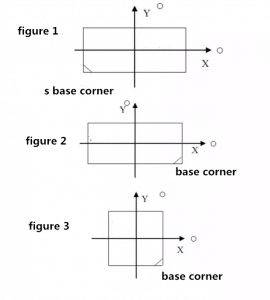
(1) ইস্পাত প্রক্রিয়াকরণ সমন্বয় সংজ্ঞা: আয়তক্ষেত্রাকার রেফারেন্স ব্যক্তি দিকে, এবং বর্গক্ষেত্র রেফারেন্স নীচের ডান কোণার দিকে হয়। স্বাভাবিক ক্ষেত্রে, সমস্ত ইস্পাত উপকরণকে X এবং Y পয়েন্টের সাথে 0 হিসাবে প্রোগ্রাম করা হয় এবং যন্ত্রের সমন্বয়গুলি স্থাপন করতে Z মানটি 0 হয়। (সিএনসি যন্ত্র সমন্বয় সংজ্ঞা এবং clamping দিক আদর্শ আঁকা 1, 2, 3 দেখুন)
(2) রুক্ষ দিকে প্রসেসিং একদিকে 0.5 মিমি, এবং ছাঁচের উপরের অংশটি শুকানোর প্রয়োজন হয়। এটা সমাপ্তির সময় ক্ল্যাম্প সহজ।
(3) ছাঁচের নীচে সমাপ্তি, ছাঁচ, পল, আঠালো অবস্থান ইত্যাদি এড়ানো।
(4) ছাঁচ নল অবস্থান: সব সামনে এবং পিছন ছাঁচ কোর টিউব অবস্থান প্রোগ্রামিং 0.01mm ছোট।
(5) প্ল্যানার PL প্রক্রিয়াকরণ: প্রোগ্রাম প্রক্রিয়াকরণ অঙ্কন আকার অনুযায়ী মাত্রা করা উচিত। অপারেটরটিকে 0.01 ~ 0 মিমি এর মধ্যে নিশ্চিত করার জন্য ক্রমাঙ্কন মিটারের ক্রমাঙ্কন সহনশীলতা ব্যবহার করতে হবে।
(6) চাপ পৃষ্ঠতল পিএল প্রক্রিয়াকরণ, প্রোগ্রামার পরীক্ষা পদ্ধতি তৈরি করে, প্রোগ্রাম তালিকা মসৃণ নীচে সমতল পিএল নির্দেশ করে, এবং হালকা ছুরি প্রক্রিয়াজাতকরণ প্রোগ্রাম মান আকার করে তোলে।
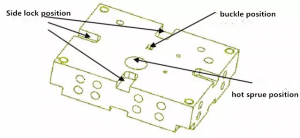
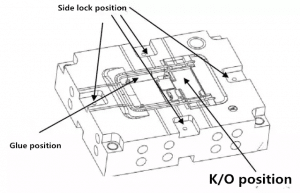
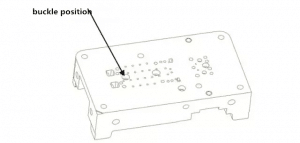
সামনে এবং পিছন ছাঁচ প্রক্রিয়াকরণ সমন্বয় সংজ্ঞায়িত করা হয়, আয়তক্ষেত্রাকার রেফারেন্স ব্যক্তি দিকে, এবং বর্গক্ষেত্র রেফারেন্স নীচের ডান কোণায় (X এবং Y প্রান্তে 0 এবং নিচের Z হল 0) চিত্র 1, চিত্র 2, এবং চিত্র 3:
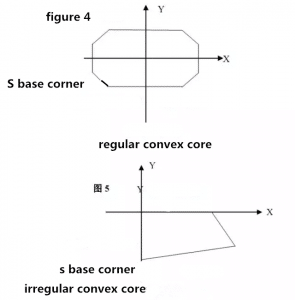
বহিরাগত CORE আঘাত নম্বর চিত্র 4 এবং চিত্র 5 দেখানো হয়;
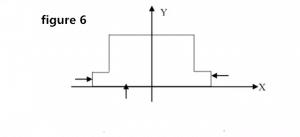
চিত্র 6 এ দেখানো সারি আসন সংখ্যা:
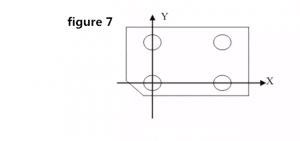
ছাঁচে সংঘর্ষের সংখ্যা চিত্র 7: