
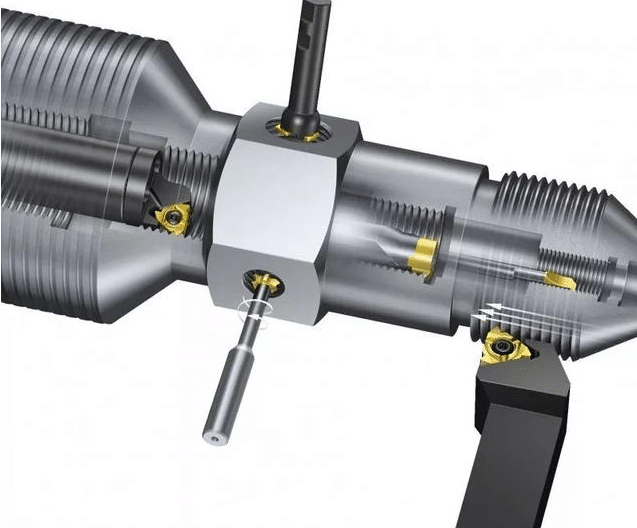
Mit der boomenden Entwicklung des CNC-Programms für das Gewindefräsen, insbesondere dem Aufkommen des 3-Achs-Gestänge-CNC-Bearbeitungszentrums, gewinnt das CNC-Gewindefräsen allmählich eine breite Akzeptanz in der maschinell bearbeitenden Industrie.
Außerdem können Gewinde, wie es allgemein bekannt ist, durch unsere bekannten traditionellen Gewindeherstellungsmethoden erhalten werden, von denen das Gewindeschneiden dem Gewindefräsen am ähnlichsten ist. Denn beide sollen durch eine Relativdrehbewegung zwischen Werkzeug und Werkstück Gewinde bilden. Also, wie wählt man einen richtigen Weg aus ihnen, wenn man mit unterschiedlichen Arbeitsbedingungen konfrontiert ist? Hier ist der Leitfaden, der Ihnen sagt, was genau sie sind und worin sie gut sind.
Einsatzbedingung für das CNC-Gewindefräsen:
1. Bearbeitungszentrum mit drei Achsen (oder höher)
2. Die Gewindelänge darf das Dreifache der Schneidkante des Werkzeugs nicht überschreiten

Vorteil des CNC-Gewindefräsen
1. Ein Gewindefräser kann Gewinde mit unterschiedlichen Durchmessern und gleicher Form bearbeiten.
Beispielsweise wird das Gewinde von M15x1.0, M18x1.0, M20x1.0 durch Ändern des Interpolationsradius mit einem Gewindefräser bearbeitet, wodurch die Anzahl der Werkzeuge reduziert, Werkzeugwechselzeit gespart, die Effizienz verbessert und die Werkzeugverwaltung vereinfacht werden kann.
2. Die Genauigkeit und das Finish des Gewindes werden verbessert.
Das Gewindefräsen erfolgt durch Hochgeschwindigkeitsrotation des Werkzeugs und durch Spindelinterpolation. Die Schneidmethode ist Fräsen, die Schnittgeschwindigkeit ist hoch und der verarbeitete Faden ist schön. Die Gewindeschneidgeschwindigkeit ist niedrig und der Span ist lang, wodurch die innere Lochoberfläche leicht beschädigt wird.
3. Innengewindeentladung ist bequem.
Das Fräsen des Gewindes gehört zum Spanbruch, der Span ist kurz und der Durchmesser des Bearbeitungswerkzeugs ist kleiner als der des Bearbeitungsgewindelochs, so dass die Spanabfuhr glatt ist. Während der Gewindebohrer kontinuierlich schneidet, ist der Span lang und der Durchmesser des Gewindebohrers ist so groß wie das Bearbeitungsloch, so dass die Spanentfernung schwierig ist.
4. Wenn Sie einen Gewindebohrer verwenden, können Sie den abgebrochenen Zweig natürlich mit dem elektrischen Funken brechen, aber der Vorgang ist sehr kompliziert. Wenn das Teil beschädigt wird, geht es aufgrund geringer Schäden verloren.
Wenn ein Gewindefräser verwendet wird, ist es nicht leicht zu brechen, da die Kraft gering ist. selbst wenn es zerbrochen ist, kann der Ast leicht herausgenommen werden, da der Durchmesser des Bearbeitungslochs größer als der Werkzeugdurchmesser ist. In Bezug auf die Produktausbeute ist das Gewindefräsen viel höher als bei Gewindebohrern.
5. Es ist nicht einfach, klebrige Chips zu bilden.
Für weichere Materialien ist es leicht, während der Verarbeitung klebrige Späne zu produzieren, aber das Gewindefräsen dreht sich mit hoher Geschwindigkeit und Spanbruch. Die Schneidgeschwindigkeit des Gewindebohrers ist niedrig, und das volle Gewinde und die bearbeitete Oberfläche wirken, wodurch leicht klebrige Späne verursacht werden.
6. Die Maschinenleistung muss niedrig sein.
7. Da das Gewindefräsen ein Spanbruch ist, ist das Werkzeug teilweise kontaktiert, die Schneidkraft ist gering und der Gewindebohrer hat vollen Gewindekontakt, die Kraft ist groß und die Maschine benötigt eine große Leistung.
8. Werkzeugbruch ist einfach zu handhaben.
Erstens hat der Gewindefräser eine geringe Kraft und bricht selten. Wenn dies auftritt, kann der gebrochene Teil leicht herausgenommen werden, da die Bearbeitungsöffnung größer als der Fräser ist. und der Gewindebohrer ist einer großen Kraft ausgesetzt, die Spanentfernung ist nicht glatt und es ist leicht zu brechen und das große Loch nach dem Brechen. Es ist ein bisschen einfacher zu handhaben und es ist sehr mühsam, wenn es ein kleines Loch ist, wie zum Beispiel:
ein. Bei der Bearbeitung von gewöhnlichen Gewinden ist das Gewindefräsen angesichts der Stückkosten nicht wirtschaftlich. Gewöhnliche Gewinde werden als Gewinde mit einer allgemeinen Härte von <50 HRC und einem Durchmesser von <38 mm klassifiziert, obwohl dies keine offensichtliche Trennlinie ist. Gewöhnliche Gewindebohrer sind im Allgemeinen Hochgeschwindigkeitsstahlmaterialien, der Marktpreis liegt bei mehreren zehn Dollar, aber der Gewindefräser ist mehr als zehnmal so teuer und die Lebensdauer eines einzelnen Stücks kann nicht mehr als zehnmal so hoch sein.
b. Das Seitenverhältnis darf nicht zu groß sein und erfordert im Allgemeinen L / D <3. Da der Gewindefräser eine einseitige Kraft hat, führt das Verhältnis des langen Durchmessers zu einer Verjüngung, wenn das Gewinde zu lang ist und der Fräser leicht bricht.
Anwendung von CNC-Gewindefräsen
1. Hochharte Materialbearbeitung (Härte> 50 HRC), geeignet zum Gewindefräsen, da das Fräsen spanabhebend ist, das lokale Kontaktwerkzeug klein ist und die Klinge aus Hartmetall besteht, so dass der Verschleiß gering und die Lebensdauer lang ist ; Der allgemeine Hochgeschwindigkeitsstahldrahtkegel kann überhaupt nicht verarbeitet werden, wie die Verwendung von Vollhartmetallgewindebohrern, der Preis ist nicht billig und der Preis für Gewindefräser ist ähnlich. Die Effizienz und Wirtschaftlichkeit des Gewindefräsen ist nach unseren bisherigen Erfahrungen bei der Bearbeitung absolut höher als bei Gewindebohrern.
2. Verbundbohrung (mit Fase) Die Bearbeitung ist auch zum Gewindefräsen geeignet. Gewindefräser haben viele Funktionen, die in Gewinde und Anfasen integriert werden können.
3. Dünnwandbearbeitung, geeignet zum Gewindefräsen, Gewindefräser Bearbeitungskraft ist gering, so dass die Verformung gering ist. Zusätzlich kann das Bodenloch flach gemacht werden und das Gewinde kann nahe am Boden sein, so dass der benötigte Raum klein ist.
4. Für die Bearbeitung mit hoher Gewindegenauigkeit hat das Gewindefräsen eine hohe Gewindegeschwindigkeit, eine gute Spanabfuhr, eine hohe Gewindegenauigkeit und eine hohe Oberflächengüte und ist besser zum Gewindefräsen geeignet.
5. Weiches Material, Titanlegierung Verarbeitung, geeignet für das Gewindefräsen, weil Gewindefräser nicht leicht klebrige Ablagerungen zu produzieren ist.
Für instabiles Schneiden ist der Gewindefräser vollständig in der Lage, sich an die Bearbeitung dieses Zustands anzupassen, da sein Schneidprinzip selbst intermittierendes Fräsen ist.
Zusammenfassung
Herstellung 1.Mold. Die Form ist eine Präzisionsmaschine und die Produktionskosten sind hoch. Um eine genaue Lochteilung und ein vollständiges Gewindeprofil zu gewährleisten, wird das Gewinde in der großen Form bearbeitet, um die Qualität des Werkstücks sicherzustellen.
2. Nicht rotierende oder asymmetrische Teile Aufgrund der asymmetrischen Form der Teile besteht die erste Schwierigkeit beim Gewindedrehen in der Klemmung und die Präzision der Bearbeitung kann garantiert werden. 3, großer Pupillendurchmesser und unterbrochenes Schneiden.