

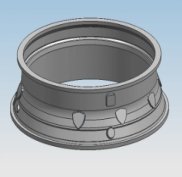
aviation engine casings are important components that protect the combustion chamber of engine. Difficulties in cutting process on engine casings are mainly formed by the features of casing’s material and structure.
Material feature
Engine casings are typically made of titanium alloy or stainless steel that are two kinds of typical difficult-to-cut materials. Their surfaces are both easily burned under grinding. Build-up edge occurs on stainless steel, and sticky-blade occurs on titanium alloy.
Features of casing’s structure
- High removal rate of workpiece. (up to 70%)
- Stats shows, The types of turbine casings are more than 100, each of which contains many convex plates in different shapes. Besides, the thickness of casing wall is very thin and unevenly.

- high requirement of machining precision. (approx. ±0.02mm)
Processing types
Involve hole making, roughing&precision finishing, and slot milling.
Use 80° and 35° turning insert with diamond geometry for semi-finishing, external turning and internal boring processing, and slot lathe tool for ring groove and T-slot grooving.
The principle for selection of cutter
- The heat is mainly transmitted by the cutter during cutting of engine casing, which results in high cutting temperature and serious sticking blade. Therefore, either cutter without coating layer or inserts with cooling system that can effectively reduce the heat in cutting area.
- In order to avoid the deformation of the parts, the width of the groove turning tool is mainly selected from 3 mm,4 mm, and 5 mm. Besides, the corner of the cutting edge is not more than 0.8 mm.