
Deep-hole drills are often divided into external chip removal (also known as gun drill), internal chip removal (often abbreviated as BTA by the International Association of Deep-hole Drilling), nesting or spraying chip removal. This paper mainly introduces the development and application of the principle of deep hole drill with internal chip removal.
Generally speaking, the internal chip removal is better than the external chip removal because the chip is discharged from the drill pipe and does not scrape with the machined surface, so the surface processing quality is higher. The processing aperture range is wider and wider. GermanyWe is a well-known deep hole drilling R&D and manufacturing company. They show that the processing aperture range of the outer chip removal gun drill is 0.5-113, and the diameter range of the inner chip removal BTA solid hole drill is 7.76-350, or up to 700. The reaming drill of BTA can expand the drilled holes, cast holes, rolled holes and other pre-processed holes, and improve its accuracy and surface quality, and its speed in processing. Degree and feed can be higher than drilling.We also includes deep hole drills and broaching and boring cutters (chips in front and back rows) with chips and materials discharged from pipes.
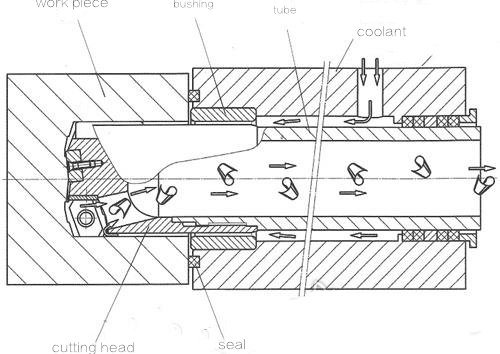
All kinds of BTA hole cutting tools are made up of cutting heads and long hollow drill pipes. The finest of them are welded and the thicker are connected by internal and external rectangular threads. The end of the drill pipe is driven by the clamp drive at the end of the machine tool, and the workpiece is driven by the clamp drive at the front of the machine tool spindle. BTA drill pipe is cylindrical and asymmetric drill pipe with much higher torsional rigidity than gun drill pipe, so it can adapt to complex large diameter deep hole processing. The processing principle of BTA deep hole drill is shown in Fig. 1.
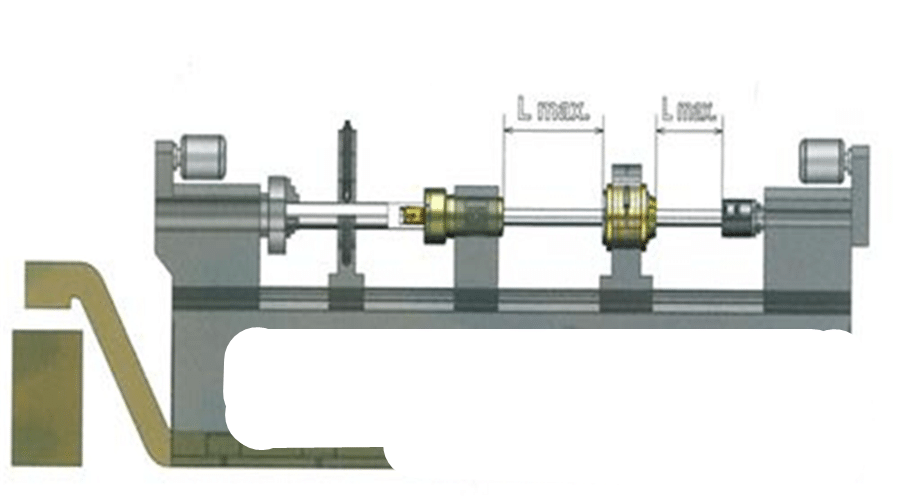
Fig. 1 Principle of Deep Hole Drilling with Chip Removal
From Fig. 1 and Fig. 2, it can be seen that the high-pressure coolant passes through the hydraulic head base supported by the central bracket and the drill sleeve on it and enters the head of the BTA bit through the holes distributed in the drill sleeve. The chips cut by the cutting edge of the head are forced into the drill pipe and discharged backwards to prevent the leakage of the high-pressure coolant lubricant. The indenter base is closely encapsulated with the workpiece and the rear part. Before entering the workpiece, the BTA bit should enter the drill pipe first so that it can get correct orientation and centering. Drilling sleeve has a high accuracy requirement. Generally speaking, it is required to reach F7 level. When drilling quality is high, it should reach G6 level. BTA bit is very long. In order to prevent vibration and deflection of drill pipe, the machine tool uses a number of special damping supports with vibration reduction function. Deep hole processing can be either tool rotation or workpiece rotation, or both rotate in opposite direction. Linear feeding is accomplished by the cutter, depending on whether the drill pipe rotates or not, the structure of drill sleeve and damping support of hydraulic bit base. It’s different. The coaxiality of each support is required to hold the drill pipe precisely and consistently, and the back end of the drill pipe is clamped by a special clamping device on the machine tool. The diameter below? 56 can be clamped by cylinder, and the larger clamp with slotted jacket. With this method, the hole depth can reach 250 *D. This machine tool can also be equipped with drills, broaching and boring tools and deep hole drills with flat or spherical bottom of the hole can be machined. The machining accuracy of BTA deep hole processing tool hole ofWe can reach IT6-9 level. The deviation of center line after processing is related to the machine tool, tool, process method and related cutting parameters. In the process method, generally only the workpiece rotates best, and the workpiece rotates opposite to the drill bit. Secondly, the bit rotation is poor. Compared with BTA solid deep hole drill, the tool used in hole processing is the worst, reaming drill, and broaching boring tool is the best.

Figure 2 Deep Hole Drilling Machine Tool
Botek’s BTA bits and reaming drills are of many types, and the number of blades with smaller diameters is less, so only one can be used. The tip of the blade is staggered from the axis, and the guide bar has two pieces. The number of blades and the number of derivatives should gradually increase with the increase of diameter. The layout of the wrong teeth of the blade can vary from one blade to six blades, and the number of derivatives can also increase from two to six blades. The advantages of using guide are as follows: shortening the overhang length and increasing the rigidity of the blade, keeping short overhang and high rigidity at the cutting head when drilling and enlarging deep holes, which can ensure the stability and high accuracy of deep holes. Rigidity improvement restrains vibration, so it is possible to use sharper cutters. Improve the quality and efficiency of processing, adjust the tool outside the production line, adjust accurately and save time. Figure 2 also shows that the guide bars only support the head of the deep hole drill, while the longer part of the drill pipe is supported by damping. If the length L of the unsupported drill pipe is too long, the drill pipe may flutter due to flexion and centrifugal force.We has the recommended value according to the different diameter of drill pipe, and the number of damper supports should be set according to the recommended value.

Figure 3 Several BTA deep hole drill bits

Fig. 4 Several kinds of BTA reaming bit
The examples of BTA deep-hole drill and reaming drill bits are shown in figs. 3 and 4 respectively. The indexable inserts for processing different materials can be made of different materials. After wearing and tearing, the inserts and guide bars can be adjusted and replaced. The adjustment range varies according to different diameters and structures, and the replacement accuracy can reach (+0.01). Except for the above, examples of large diameter broaching and boring cutters (20-222.99) and sleeve drills (55-412.99) are shown in figs. 5 and 6. Deep hole drilling and expanding are driven forward by the cutter, while deep hole boring is the workpiece rotation, the cutter is pulled forward and sent forward, the hole is expanded and the accuracy is improved. This method produces the highest hole accuracy, up to IT7 to IT6. Its size adjustment range is 5 mm, and the offset of center line is the smallest among several methods. The machining principle of sleeve drill is shown in Fig. 6. The tool cuts only the outer wall part of the hole and pulls out the center part of the hole. The cutting power is smaller than that of drilling, energy saving, electricity saving and chip removal. The sleeve bar can also be used as other parts, especially for processing precious materials.

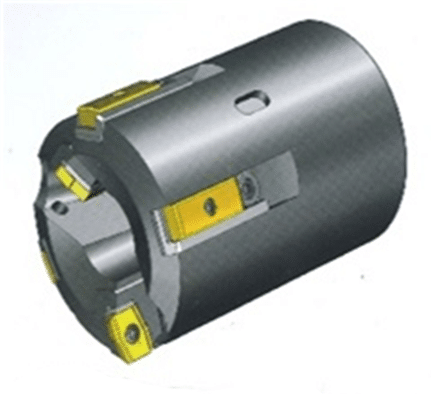
Fig. 5 Broaching and Boring Head
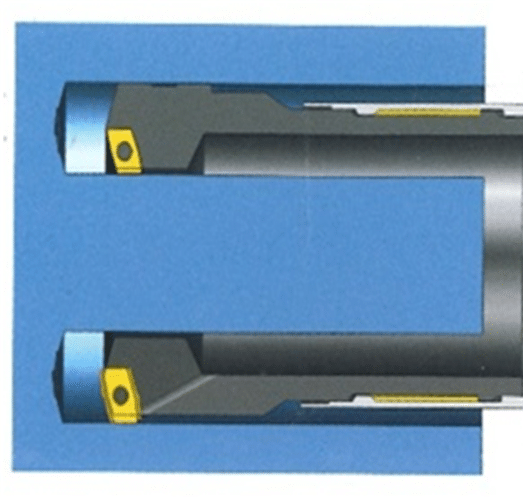
Fig. 6 Material sets and drills
When BTA deep-hole cutting tools are processed, they must have a complete cooling fluid supply system. Coolants with different flow rates and pressures are needed for deep-hole processing of different kinds of tools with different apertures.We has provided relevant tables and recommended data for each type of cutting tools in advance. Suitable cutting speed and feed per turn are provided for different processed materials, as well as suitable blades and recommended chip breaker type. In order to enable users to achieve smooth processing,and solve the problem of large diameter deep hole processing.
