
Cuando se producen virutas continuas en el procesamiento, no solo es fácil rayar la superficie de la pieza de trabajo y dañar la hoja, sino que también amenaza la seguridad del operador. Por lo tanto, es muy importante tomar las medidas tecnológicas necesarias para controlar el tipo de viruta y la rotura de viruta en la industria de procesamiento mecánico.
Debido a que las virutas son el producto de la deformación de la capa de virutas, el cambio de las condiciones de corte es una forma efectiva de cambiar los tipos de virutas y lograr su rotura. Los factores que afectan las condiciones de procesamiento de viruta incluyen principalmente los materiales de la pieza, el ángulo de geometría de la herramienta y el consumo de viruta.
Las virutas generales deben satisfacer las siguientes condiciones básicas:
1. Las virutas no deben enredarse con herramientas de corte, piezas de trabajo y sus herramientas y equipos adyacentes.
2. Las virutas no deben salpicar para garantizar la seguridad de los operadores y observadores.
3. Al terminar, las virutas no pueden rayar la superficie mecanizada de la pieza, lo que afecta la calidad de la superficie mecanizada.
4. Garantice la durabilidad predeterminada del cortador, y no se desgaste prematuramente y trate de evitar que se dañe.
5. Cuando la viruta sale, no interfiere con la inyección de fluido de corte; La viruta no rayará la guía de la máquina u otras partes.

Clasificación de sguerra shapes
Debido al diferente grado de deformación plástica, se pueden producir diferentes tipos de virutas, como se muestra en la Figura 1. Cuando se procesan materiales plásticos, virutas de banda, virutas nodales o virutas granulares se forman principalmente. Cuando se procesan materiales frágiles, generalmente se forman virutas fragmentarias.
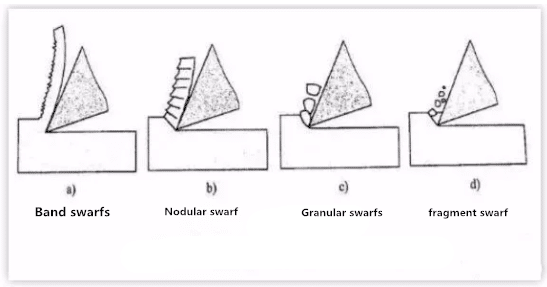
1. Virutas de banda: las virutas de banda son continuas, con fondo liso y parte posterior mullida, como se muestra en la Fig. 1-1a. Tales virutas se producen fácilmente cuando los materiales plásticos de metal se mecanizan con cortadores de ángulo de inclinación más grandes a una velocidad de corte más alta. Es el producto de la deformación insuficiente de la capa de corte. Cuando se producen virutas de tiras, el proceso de corte es suave y la rugosidad de la superficie de la pieza de trabajo es pequeña, pero las virutas no son fáciles de romper, lo que a menudo causa el enrollamiento, la rugosidad de la pieza e incluso afecta la operación, por lo que el problema de rotura de virutas No puede ser ignorado.
2. Viruta nodular: la viruta nodular es un tipo de viruta con fondo liso, grietas obvias en la espalda y grietas profundas, como se muestra en la Fig. 1-1b. Tales virutas se producen fácilmente cuando los materiales plásticos se mecanizan a una velocidad de corte menor con una herramienta con un ángulo de inclinación reducido. Es el producto de una deformación suficiente de la capa de viruta y ha alcanzado el grado de corte. Cuando se producen virutas nodulares, las virutas funcionan de manera inestable y la rugosidad de la superficie de la pieza de trabajo es relativamente grande.
3. Virutas granulares: las virutas granulares son virutas granulares uniformes, como se muestra en la Fig. 1-1c. Cuando se utiliza una pequeña herramienta de ángulo de inclinación para procesar materiales plásticos de metal a una velocidad de corte muy baja, es fácil producir tales virutas. Es el producto de una capa de corte completamente deformada, que logra la falla de corte del material y hace que las virutas se rompan a lo largo del espesor. Cuando se producen virutas granulares, el trabajo de corte no es estable y la rugosidad de la superficie de la pieza es relativamente grande.
4. virutas de fragmentos: las virutas de fragmentos son virutas irregulares de grano fino, como se muestra en la Fig. 1-1d. Cuando se cortan materiales quebradizos, las virutas formadas por el repentino agrietamiento de la capa de corte después de la deformación elástica difícilmente pasan a través de la etapa de deformación plástica. Cuando se forman virutas de aplastamiento, el trabajo de corte es inestable, la cuchilla está sujeta a una mayor fuerza de impacto y la superficie mecanizada es rugosa y desigual.
De lo anterior se puede ver que los tipos de virutas varían con los materiales de la pieza y las condiciones de corte. Por lo tanto, en el proceso de procesamiento, podemos juzgar si la condición de viruta es adecuada o no al observar la forma de la viruta. También podemos cambiar la forma de viruta transformando la condición de corte, de modo que pueda transformarse en la dirección beneficiosa para la producción.
Principio de viruta segundoreaking
En el proceso de corte de metal, si las virutas son fáciles de romper están directamente relacionadas con la deformación de las virutas. Por lo tanto, el estudio del principio de rotura de viruta debe comenzar con el estudio de la ley de deformación de viruta.
Las virutas formadas en el proceso de corte tendrán una mayor dureza y una menor plasticidad y tenacidad debido a la deformación plástica relativamente grande. Este fenómeno se llama endurecimiento en frío. Después del endurecimiento en frío, las virutas se vuelven duras y quebradizas, y son fáciles de romper cuando se las somete a cargas de flexión o impacto alternas. Cuanto mayor es la deformación plástica que sufre la viruta, más obvios son los fenómenos de dureza y fragilidad, y más fácil es romperla. Al cortar materiales con alta resistencia, alta plasticidad y alta resistencia que son difíciles de romper las virutas, debemos tratar de aumentar la deformación de las virutas para reducir su plasticidad y resistencia, con el fin de lograr el propósito de la rotura de virutas.
La deformación de viruta se puede dividir en dos partes:
La primera parte se forma en el proceso de corte, que llamamos deformación básica. La deformación de viruta medida por corte libre con la herramienta de giro de la cara de rastrillo es cercana al valor de la deformación básica. Los principales factores que afectan la deformación básica son el ángulo de inclinación de la herramienta, el biselado negativo y la velocidad de corte. Cuanto menor sea el ángulo frontal, más ancho será el chaflán negativo y menor será la velocidad de corte, mayor será la deformación de la viruta y mejor será la rotura de la viruta. Por lo tanto, la reducción del ángulo frontal, la ampliación del chaflán negativo y la reducción de la velocidad de corte se pueden utilizar como medidas para promover la rotura de virutas.
La segunda parte es la deformación de virutas en el proceso de flujo y rizado, que llamamos deformación adicional. Debido a que en la mayoría de los casos, solo la deformación básica en el proceso de corte no puede hacer que se rompan las virutas, es necesario agregar otra deformación adicional para lograr el propósito de endurecimiento y rotura. La forma más sencilla de forzar a las virutas a sufrir una deformación adicional es moler (o presionar) una cierta forma de ranura de rotura de virutas en la cara del rastrillo para forzar a las virutas a curvarse y deformarse cuando fluye hacia la ranura de rotura de virutas. Las virutas se endurecen aún más y se fragilizan después de volver a engastarlas, y se rompen fácilmente cuando chocan con la pieza de trabajo o el flanco.
Método de rotura de virutas
La razón fundamental de la rotura y continuidad de las virutas es la deformación y la tensión durante la formación de las virutas. Cuando la viruta está en un estado de deformación inestable o la tensión de la viruta alcanza su límite de fuerza, la viruta se romperá. Por lo general, la viruta se romperá después de curling.
La selección razonable del ángulo de la geometría de la herramienta, los parámetros de corte y el surco de rotura de viruta son los métodos de rotura de viruta más utilizados.
1. Reducir el ángulo de inclinación y aumentar el ángulo de desviación principal: el ángulo de inclinación y el ángulo de desviación principal son los ángulos geométricos de la herramienta que tienen una gran influencia en la rotura de viruta. Reduzca la esquina frontal, aumente la deformación de la viruta, rompa fácilmente la viruta. Debido a que el esmerilado de ángulo de rastrillo pequeño aumentará la fuerza de corte y limitará la mejora de los parámetros de corte, la herramienta se dañará o incluso se "tapará" cuando sea grave. En general, la rotura de viruta no solo se realiza reduciendo el ángulo de inclinación. El aumento del ángulo de desviación principal puede aumentar el grosor del corte y facilitar la rotura de la viruta. Por ejemplo, en las mismas condiciones, es más fácil romper las cuchillas de 90 grados que las de 45 grados. Además, aumentar el ángulo de desviación principal es beneficioso para reducir la vibración en el procesamiento. Por lo tanto, aumentar el ángulo de deflexión principal es un método efectivo para romper las virutas.
2. Reducir la velocidad de corte, aumentar la alimentación y cambiar los parámetros de corte son otras medidas para romper las virutas. Aumentar la velocidad de corte hará que el metal del fondo de la viruta sea suave y la deformación de la viruta sea insuficiente, lo que no es propicio para la rotura de la viruta; La reducción de la velocidad de corte conducirá a la rotura de virutas. Por lo tanto, al girar, las virutas pueden romperse reduciendo la velocidad del husillo y la velocidad de corte. Incrementar la alimentación puede aumentar el grosor del corte y romper las virutas fácilmente. Este es un método común de rotura de viruta en el procesamiento, pero se debe tener en cuenta que con el aumento de avance, la rugosidad de la superficie de la pieza de trabajo aumentará significativamente.
3. Ranura de rotura de viruta abierta: ranura de rotura de viruta se refiere a la ranura hecha en la cara de inclinación de la herramienta. La forma, el ancho y el ángulo oblicuo de la ranura de rotura de viruta son factores que afectan la rotura de viruta.
1) Forma del surco de rotura de viruta.
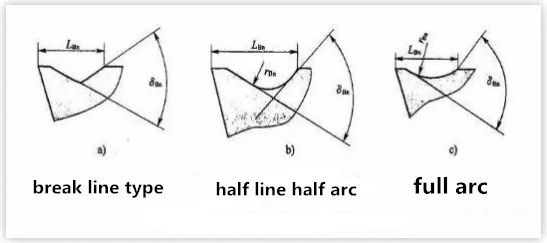
Las ranuras de rotura de viruta de uso común son tres ranuras, es decir, una línea plegada, una línea recta y un arco circular, y un arco de círculo completo, como se muestra en la Figura 2.
Al cortar acero al carbono, acero aleado y acero para herramientas, se puede seleccionar la línea plegada, el arco de línea recta y la ranura de rotura de viruta; al cortar piezas de material de material plástico alto, como cobre puro, pieza de acero inoxidable, se puede seleccionar la ranura de rotura de viruta de arco de círculo completo.
2) Ancho de la ranura de rotura de viruta
El ancho de la ranura de rotura de la viruta tiene una gran influencia en la rotura de la viruta. En términos generales, cuanto menor es el ancho de la ranura, menor es el radio de curvatura de la viruta, mayor es la tensión de flexión de la viruta y más fácil es romperla. Por lo tanto, un ancho de ranura de rotura de viruta más pequeño es beneficioso para la rotura de viruta. Pero el ancho de la ranura de rotura de viruta debe considerarse en relación con la profundidad de corte de la alimentación.
Las virutas en forma de C pueden formarse si el ancho de la ranura de ruptura de la viruta y la velocidad de alimentación son básicamente apropiados. Si la ranura de enrollamiento de viruta es demasiado estrecha, es fácil provocar un bloqueo de viruta, lo que aumenta la carga de la herramienta de torneado e incluso daña el filo de corte; Si la ranura de enrollamiento de viruta es demasiado ancha y el radio de curvatura de corte es demasiado grande, la deformación de corte no es suficiente y no es fácil de romper y, a menudo, no fluye a través de la parte inferior de la ranura para formar virutas continuas.
El ancho de la ranura de las virutas también debe ser apropiado para la profundidad de corte. De lo contrario, cuando el surco sea demasiado estrecho, parecerá que el ancho de las virutas no es fácil de enrollar en el surco, y las virutas no fluirán a través de la parte inferior de la ranura para formar virutas con bandas. Cuando el surco es demasiado ancho, la viruta se estrecha, el flujo es más libre, la deformación es insuficiente y no se rompe.
Para obtener un efecto satisfactorio de rotura de viruta, debe seleccionarse el ancho apropiado de la ranura de rotura de viruta de acuerdo con las condiciones de procesamiento específicas. Para materiales con menor dureza, las ranuras deben ser más estrechas, mientras que las ranuras deben ser más anchas.