
Los taladros de torsión y los taladros de pistola de agujero profundo siempre han sido una opción común en la industria de procesamiento de pozo profundo. Podemos hacer que estas dos herramientas procesen el acero q235, acero # 45 y aluminio de uso común, para explorar la diferencia de la calidad de la superficie de los orificios de mecanizado producidos por las dos herramientas, y la variación de la calidad de la superficie de las dos herramientas bajo diferentes Materiales de dureza.
Cómo funcionan los taladros de giro y los taladros de pistola
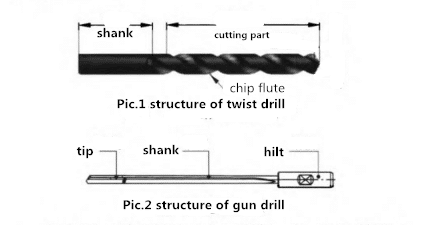
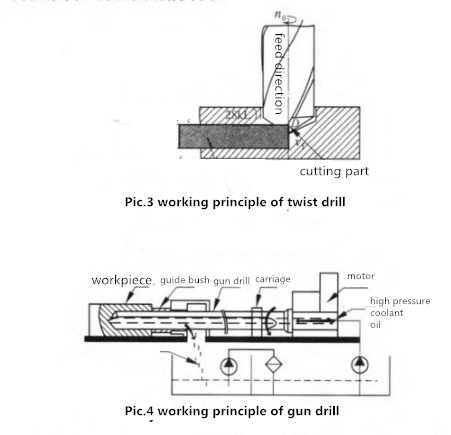
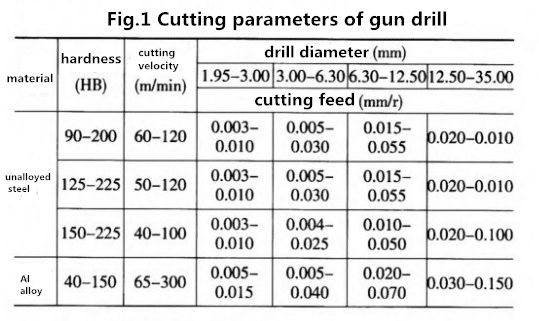
Como se muestra en la foto 2, la broca helicoidal se divide generalmente en un tipo de vástago recto y un tipo de vástago cónico. Su principio de funcionamiento es que la broca gira a alta velocidad bajo el eje del husillo, y la pieza de trabajo se alimenta continuamente hacia abajo, y las virutas se retiran de la ranura en espiral para obtener el orificio deseado. .
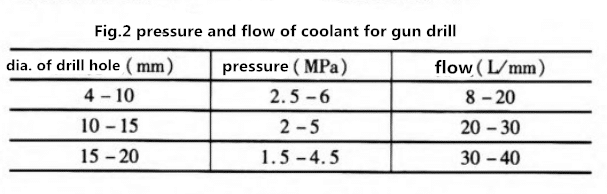
Durante el proceso de perforación de la pistola, la bomba emite refrigerante a alta presión a través del orificio interno del tubo de perforación hacia el área de corte frontal. Mientras se enfría y lubrica la herramienta, las virutas se descargan del líquido a alta presión a través de la ranura en V del tubo de perforación al tanque de combustible. Puede fijarse y luego cortarse girando la pieza de trabajo, lo que le da al orificio una mayor precisión.
El equipo utilizado para las brocas helicoidales es generalmente taladradora de banco y taladradora radial, y también se puede hacer en fresadoras normales o en máquinas CNC. La mayoría de los taladros de pistola utilizan máquinas de mecanizado CNC de orificio profundo, que requieren sistemas de filtración y suministro de aceite a alta presión.
Comparación de experimentos de procesamiento
1. velocidad de corte
La velocidad de corte se puede medir por la velocidad lineal y la velocidad angular, respectivamente. La relación entre la velocidad angular n (r / min) y la velocidad lineal Vc (mm / min) es:
Vc = ndπ / 100. d es el diametro efectivo de la herramienta
Las velocidades de corte de diferentes materiales de herramientas son diferentes. La siguiente figura 1 es la velocidad de corte del taladro de pistola.
2. Velocidad de avance Vf
Vf se puede expresar en términos de la profundidad vertical de la herramienta cortada en la pieza de trabajo por minuto, o por la distancia que la herramienta corta por revolución. Para la cantidad de avance de la broca de pistola, consulte la Tabla 1. Por lo general, se selecciona f = 0.01 ~ 0.032mm / r. La velocidad de avance del taladro de pistola es más baja que el taladro de torsión.
Presión del aceite 3.Coolant
La elección de la presión de aceite P (kg / cm2) está relacionada con la descarga suave del enfriamiento y las virutas, y tiene una gran influencia en la calidad de la superficie del producto. La relación entre la presión de corte y el caudal del taladro de pistola se muestra en la Tabla 2.
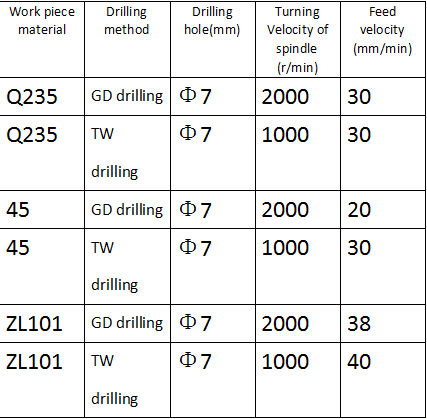
La Tabla 3 muestra las condiciones experimentales del taladro de pistola en acero # 45, acero Q235 y grado de aleación de aluminio ZL101.
Datos experimentales
Después de muchos experimentos, los valores de rugosidad de la superficie de la entrada y salida de los tres materiales se muestran en la Tabla 4.
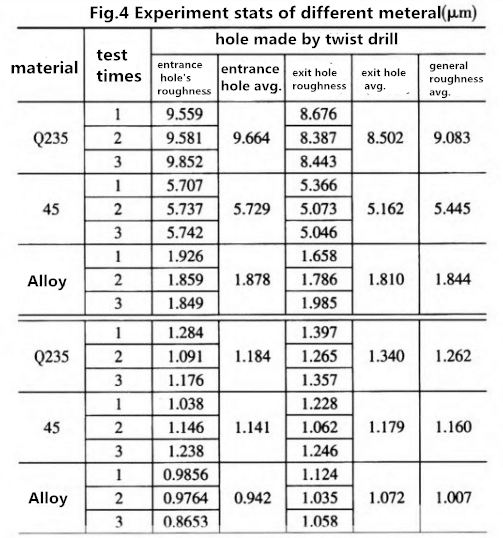
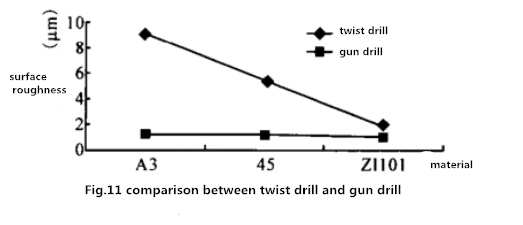
Como se puede ver en la tabla anterior, la rugosidad de la superficie del orificio mecanizado de la broca de la pistola es menor que la de la broca helicoidal. Tanto el taladro de pistola como el taladro de torsión pueden mecanizar agujeros con una pequeña rugosidad en el aluminio. Cabe destacar que las virutas producidas por el aluminio de perforación por torsión y el acero Q235 son espirales. El taladro de pistola es un cortador de bordes rectos sin flautas en espiral, por lo que las virutas que produce son en su mayoría similares a una hoja. De esta manera, las virutas son cortas, la extracción de viruta es fácil, la barra de cuchilla no está enrollada y la pared del orificio de la pieza no está rayada. Además, como se puede ver en la tabla anterior, cuando se procesan estos tres materiales, la rugosidad de la superficie de la perforación de la pistola está cerca, y la rugosidad del orificio procesado por el taladro de torsión está relativamente lejos. Solo cuando se procesa en metales no ferrosos, el efecto de procesamiento de las brocas helicoidales es más cercano al de las brocas de pistola, y las propiedades físicas de los metales no ferrosos son relativamente bajas. En resumen, la calidad de procesamiento de los taladros de pistola debe ser superior a los taladros de giro.
Entonces, ¿por qué sucede esto? Existen 2 razones abajo:
1. Los taladros de torsión producen un par relativamente grande durante el procesamiento. Esto puede causar que el sesgo del eje cause problemas de centrado. En este momento, la torsión de la broca puede causar rebabas. El taladro de la pistola tiene una guía de la guía de broca para un posicionamiento preciso. Por lo tanto, los agujeros procesados no tienen rebabas.
2. El borde de corte del taladro torcido es más largo, y la ranura en espiral también aumentará la dificultad de remoción de viruta. La fricción de la viruta en espiral rasca la pared del orificio, lo que también es la causa del aumento de la rugosidad. El taladro de pistola utiliza la evacuación de viruta hidráulica para lubricar y eliminar el calor de corte. Protege la superficie de la herramienta y la pieza de trabajo.
