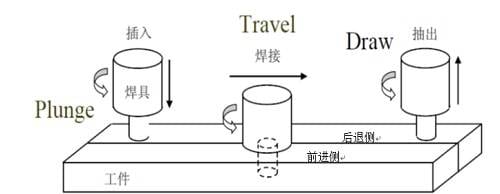
Principio de la soldadura por fricción por agitación La soldadura por fricción por agitación se refiere al uso de la rotación a alta velocidad de la herramienta de soldadura y el calor de fricción de la pieza de trabajo para hacer que el material de soldadura sea plástico local, cuando la herramienta de soldadura a lo largo de la interfaz de soldadura avanza, el material plastificado en la herramienta de soldadura fricción Desde la parte frontal de la herramienta de soldadura hacia la parte posterior, y en la extrusión del material de soldadura para formar una soldadura densa de fase sólida. Términos comunes explicados (1) Lado de avance (AS) y lado de retroceso (RS): la soldadura es Dividido en dos lados mediante centro de soldadura por fricción y fricción. Está determinado por la dirección de rotación de la herramienta de soldadura y la dirección de avance. En el lado frontal de la soldadura, la dirección de rotación de la herramienta de soldadura es consistente con la dirección de avance de la herramienta de soldadura. En la parte posterior de la soldadura, la dirección de rotación de la herramienta de soldadura es opuesta a la de la herramienta de soldadura. Función: parte del material fluye hacia adelante en la parte delantera, y parte del material fluye hacia atrás y se produce una mezcla más grande en el lado. El material en el lado trasero fluye solo hacia atrás y parte del material entra en el lado delantero. El metal plastificado en la parte superior de la herramienta de soldadura fluye principalmente hacia abajo, y el metal plastificado en la parte frontal e inferior de la herramienta de soldadura fluye principalmente a lo largo del lado de soldadura desde el lado posterior hacia el lado frontal. El metal plastificado en la parte superior de la herramienta de soldadura tiene tendencia hacia adelante y hacia arriba La tendencia de flujo, cerca del medio de la herramienta de soldadura cerca del metal plastificado hacia abajo, hacia atrás. (2) Herramienta de soldadura o cabezal de soldadura (Herramienta de soldadura): fricción soldadura por agitación para la herramienta especial llamada herramienta de soldadura por fricción, conocida como soldadura o cabezal de mezcla. Soldadura por fricción con agitación mediante la aguja (Pin) y la composición del hombro (Hombro), ambas conocidas como la aguja de mezcla y el hombro. Función: Eje: Proporciona la energía térmica necesaria para plastificar el material en la zona de soldadura por fricción. La forma del extremo del eje es cóncava para garantizar que el material de reblandecimiento que se encuentra debajo se someta a una fuerza interna durante el proceso de soldadura y se acumule, evitando que el material plastificado se desborde de la zona de soldadura y forme la parte posterior de la cavidad para rellenar , para asegurar una buena formación de soldadura. Aguja mezcladora: además de la fricción a través de la provisión de una parte del calor requerido, el daño mecánico principal del material de base original a soldar, y el área circundante por una fuerte agitación, lo que provoca que la superficie y el material se acerquen a la superficie. mezcla completa, la formación de una gran deformación características de los granos equiaxilados finos compuestos de núcleos de soldadura. (3) Zona de pepita de soldadura, WNZ: La parte central de la soldadura se llama la región del núcleo, que tiene una deformación plástica significativa y una recristalización dinámica completa bajo la fuerte fricción de la herramienta de soldadura. Microestructura de Granos Axiales. (4) Zona Afectada Mecánicamente Térmicamente (TMAZ): El área periférica de la WNZ adyacente es TMAZ, que sufre deformación plástica y recristalización parcial bajo el calor de la herramienta de soldadura para formar una microestructura compuesta de flexión y alargamiento. organización de granos. (5) Zona afectada por el calor (HAZ): Parte del área fuera del TMAZ es HAZ, que no está sujeta a agitación mecánica por parte de la herramienta de soldadura. Solo el fenómeno del crecimiento de grano ocurre bajo la acción del calor de fricción, formando una micro organización relativamente gruesa. El proceso de soldadura por fricción por agitación se muestra en la Figura 1, la microestructura de la distribución que se muestra en la Figura 2.Figura 1 Diagrama esquemático de la soldadura por fricción por agitación Figura 2 Composición del área de microestructura de la junta (BMZ es el material de base) Las ventajas de la soldadura por fricción y agitación: FSW suelda a través de la deformación plástica y la recristalización dinámica, la microestructura de grano fino y fino, sin fundir las dendritas. En comparación con el método de soldadura tradicional, no hay salpicaduras ni humo, no se queman los elementos de aleación, grietas y poros y otros defectos, no es necesario agregar alambre de soldadura y gas protector; En las propiedades mecánicas de la junta de soldadura, la soldadura TIG y MIG tiene ventajas obvias. La conexión de materiales metálicos no ferrosos, como aluminio, magnesio, zinc, cobre, etc., en términos de métodos de soldadura, propiedades mecánicas de la junta y eficiencia de producción. FSW ha demostrado una superioridad sin igual en otros métodos de soldadura. Aplicación de soldadura por fricción por agitaciónRecientemente, la aplicación exitosa de materiales FSW es aleación de Al, Mg, plomo, zinc, cobre, acero inoxidable, acero con bajo contenido de carbono y otros materiales similares u otros materiales, agitación por fricción la soldadura se utiliza principalmente en el sector aeroespacial, aviación, construcción naval, vehículos y energía nuclear y otros campos. Vía: Boeing por primera vez invierte 15 millones de dólares estadounidenses, desde el proceso GMAW hasta el proceso FSW, la tasa de defectos de soldadura se reduce en 10 veces, el rendimiento del producto Incrementado en un 30% o más. El uso de aviones de soldadura por fricción ha sido retirado en Boeing.Envío: Industria de aviación de China Beijing Foster Technology Co., Ltd. Investigación independiente y éxito de desarrollo del primer barco de China con equipo de soldadura por fricción de pared con refuerzo de pared reforzado. El dispositivo se puede soldar. 12 m, ancho 6 m, grosor de aleación de aluminio de 12 mm con una pared. Para satisfacer las necesidades de desarrollo de los nuevos barcos de misiles de la Armada China. Industria del automóvil: la conexión de la puerta del automóvil se ha utilizado para la conexión de la tecnología de soldadura por fricción, el efecto es bueno, como se muestra en Figura 3.Figura 3 Conexión FSW de las puertas de los automóviles Dirección de desarrollo de la soldadura por fricción por agitación (1) Tecnología de compuesto por soldadura por fricción y fricción La Figura 4 es el diagrama esquemático de la soldadura por fricción y movimiento alternativo. del movimiento recíproco; Al mismo tiempo, en la Figura 5 para el diagrama esquemático de la soldadura por agitación por fricción y agitación, el principio es el uso de un cabezal mezclador asimétrico para lograr la soldadura por fricción por agitación. Durante el proceso de soldadura, hay un ángulo de inclinación entre el eje central del cabezal de agitación y el eje central giratorio de la máquina de soldar, a fin de lograr la agitación de la soldadura en forma de sesgo. Figura 4 soldadura de fricción recíproca agitación Figura de fricción sesgada soldadura por agitación (2) tecnología de modificación de fricción de agitación, incluida la modificación directa de la superficie y la modificación del material de fundición. El principio de la modificación directa de la superficie es frotar la superficie de la pieza de trabajo con el agitador que solo tiene el hombro sin agitar la aguja. El área a través de la cual pasa la cabeza de agitación es para formar una capa modificada en la superficie, que puede tener un propósito modificado en la superficie. Referencias: [1], 张彦华, 王国庆, 等. [J]. 宇航 材料2003, 2003, (4): 23-29. [2]栾 国 红,.应用 摩擦 的 的 发展 推广 [J].制造 技术 2014, (17): 71-75.
Fuente: Meeyou Carbide