
El método de fresado por inmersión, también conocido como método de fresado en el eje Z, es uno de los métodos de procesamiento más efectivos para lograr un corte de metal de alta velocidad de corte. Para el mecanizado de superficies, ranurado y herramientas con herramientas grandes, la eficiencia de procesamiento del método de fresado por inmersión es mucho mayor que la del método de fresado frontal convencional. De hecho, cuando es necesario eliminar rápidamente una gran cantidad de materiales metálicos, el uso del método de fresado por inmersión puede reducir el tiempo de procesamiento en más de la mitad.
bordes de fresado por inmersión
1. puede reducir la deformación de la pieza de trabajo;
2. puede reducir la fuerza de corte radial que actúa sobre la fresadora, lo que significa que el eje desgastado de los cambios todavía se puede utilizar para el mecanizado de fresado sin afectar la calidad de mecanizado de la pieza de trabajo.
3. La herramienta tiene un saliente grande, que es muy beneficioso para el fresado de la ranura o la superficie de la pieza de trabajo;
4. puede lograr ranurado de materiales de aleación de alta temperatura (como Inconel). El método de fresado por inmersión es ideal para desbaste de cavidades de molde y se recomienda para el mecanizado eficiente de componentes aeroespaciales. Una de las aplicaciones especiales es mecanizar palas de turbina en una máquina de fresado de tres o cuatro ejes, que generalmente se realiza en una máquina dedicada.
Entorno de aplicación
Los cuchillos fresadores de inmersión especializados se utilizan principalmente para desbaste o semiacabado. Se pueden cortar en el hueco de la pieza o cortar a lo largo del borde de la pieza, o fresar geometrías complejas, incluida la perforación de la raíz. Para garantizar una temperatura de corte constante, todas las cuchillas de fresado con vástago interno se enfrían internamente. El cuerpo y los insertos del cortador de fresado de inmersión están diseñados para cortar la pieza de trabajo en un ángulo óptimo. Normalmente, el cortador de fresado por inmersión tiene un ángulo de filo de 87 ° o 90 ° y un rango de velocidad de avance de 0,08 a 0,25 mm / diente. El número de inserciones en cada cuchilla de fresado de inmersión depende del diámetro del cortador de fresado
Aplicaciones
Las piezas de ranura profunda son un cuello de botella en el fresado. Debido al sobresaliente de la herramienta durante el mecanizado, la fuerza de corte radial aumenta y la vibración se genera fácilmente durante el procesamiento, lo que afecta seriamente la calidad de la rugosidad de la superficie y la eficiencia de producción es extremadamente baja. El método de fresado por inmersión puede resolver bien estos problemas, ya que la fuerza del pulso de la herramienta de fresado por inmersión es pequeña y se puede seleccionar la mayor cantidad de corte, lo que mejora considerablemente la eficiencia de producción.
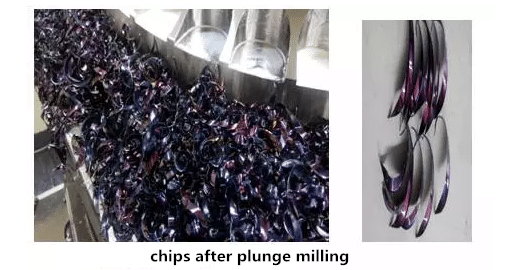
Tomando la tapa (ver Fig. 1) como ejemplo, en el procesamiento de surcos profundos, se lleva a cabo la investigación experimental sobre el proceso de fresado por inmersión, y en base a esto, la calidad de la rugosidad de la superficie del proceso de fresado por inmersión y el mecanizado ordinario Se comparan y procesan. La comparación de los chips ha demostrado plenamente la superioridad y la eficiencia de procesamiento del fresado por inmersión.
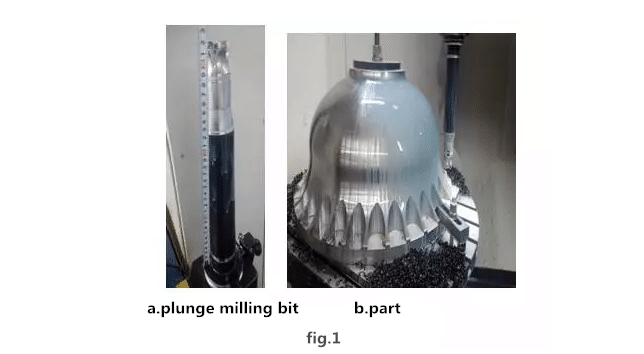
1. Análisis del procesamiento de piezas difíciles.
Cap es un componente clave de un producto. Tiene requisitos estrictos de precisión de mecanizado y rugosidad de la superficie. La pieza tiene un diámetro de 838 mm y una superficie lateral de 325 mm. Se vibra cortando con un cortador de alargamiento de 0,5 mm cada vez. La superficie de la parte deja temblor, lo que afecta gravemente el aspecto de la superficie de la parte (ver Figura 2). He intentado perforar el agujero desde la parte posterior y pasar la barra de perforación a través del agujero. El efecto no es bueno, y la eficiencia de procesamiento es extremadamente baja. Un día se procesa, y la intensidad laboral de los trabajadores es alta.

2.plunge molienda aplicación y efecto
El fresado por inmersión se utiliza principalmente para desbaste o semiacabado. Puede cortar en el hueco de la pieza o cortar a lo largo del borde de la pieza, o puede fresar geometrías complejas. Para garantizar una temperatura de corte constante, todas las cuchillas de fresado con vástago interno se enfrían internamente. El cuerpo y los insertos del cortador de fresado de inmersión están diseñados para cortar la pieza de trabajo en un ángulo óptimo. Normalmente, el cortador de fresado por inmersión tiene un ángulo de filo de 87 ° o 90 ° y un rango de velocidad de avance de 0,08 a 0,25 mm / diente.
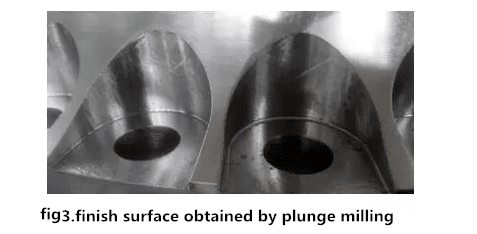
En el caso del fresado por inmersión, el primero es la tasa de extracción de metal requerida para la pieza, el método de fresado por inmersión puede acortar considerablemente el tiempo de procesamiento; el otro es adecuado para el método de fresado por inmersión cuando la pieza de mecanizado requiere una gran longitud axial de la herramienta. El proceso de fresado por inmersión en la Fig. 3 se compara con el proceso de fresado lateral en la Fig. 2, y se obtiene un buen efecto de apariencia, y el tiempo de procesamiento también se incrementa a 3 horas.
3. La personificación de la eficiencia de procesamiento.
Debido al uso del método de fresado por inmersión, la fuerza de corte radial puede reducirse efectivamente, de modo que tenga una mayor estabilidad de procesamiento que el método de fresado lateral. El proceso de fresado por inmersión también ayuda a reducir el calor de corte en la herramienta entrante y la pieza de trabajo, porque la velocidad a la que se corta y corta la pieza de trabajo es muy rápida cuando se gira la herramienta, y solo una pequeña parte de la pieza de trabajo en movimiento El paso está en contacto con la herramienta. La reducción del calor de corte no solo prolonga la vida útil de la herramienta, sino que también minimiza la distorsión de la pieza. Como se puede ver en la Fig. 4, una barra de herramientas tan larga puede moler los chips que se muestran en la Fig. 4, y se puede observar que la eficiencia de procesamiento es ciertamente alta, lo que es imposible de lograr con otras estrategias de procesamiento.
Al adoptar la estrategia de procesamiento de fresado por inmersión en las piezas, el temblor en la superficie de las piezas desaparece, lo que no solo mejora la calidad de la apariencia de la superficie, sino que también evita el fenómeno de astillado de la hoja, el costo de consumo de la herramienta se reduce en un 60%, y La eficiencia de procesamiento también se mejora 8 veces. Las piezas procesadas por el método de fresado por inmersión son dimensionalmente estables y logran un resultado de procesamiento ideal, que no solo ahorra el costo de la herramienta para la empresa sino que también reduce considerablemente el ciclo de entrega.
