Les forets hélicoïdaux et les perceuses pour trous profonds ont toujours été un choix courant dans l'industrie du traitement des trous profonds. Nous pouvons faire en sorte que ces deux outils traitent l'acier q235, l'acier n ° 45 et l'aluminium couramment utilisés, afin d'explorer la différence de qualité de surface des trous d'usinage produits par les deux outils, ainsi que la variation de qualité de surface des deux outils matériaux de dureté.
Comment fonctionnent les forets hélicoïdaux et les foreuses
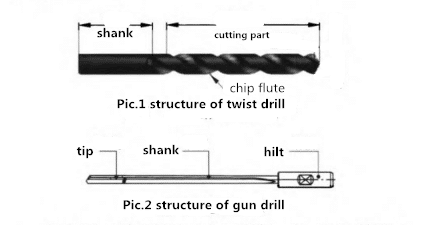
Comme le montre la figure 2, le foret hélicoïdal est généralement divisé en un type à queue droite et un type à queue conique. Son principe de fonctionnement est que le foret tourne à grande vitesse sous l’entraînement de la broche, que la pièce est amenée de manière continue vers le bas et que les copeaux sont retirés de la rainure en spirale pour obtenir le trou souhaité. .
Au cours du processus de forage, la pompe évacue du liquide de refroidissement haute pression par le trou interne de la tige de forage dans la zone de coupe avant. Lors du refroidissement et de la lubrification de l'outil, les copeaux sont évacués du liquide sous haute pression à travers la rainure en V de la tige de forage jusqu'au réservoir de carburant. Il peut être fixé puis coupé en faisant tourner la pièce, ce qui donne au trou une précision supérieure.
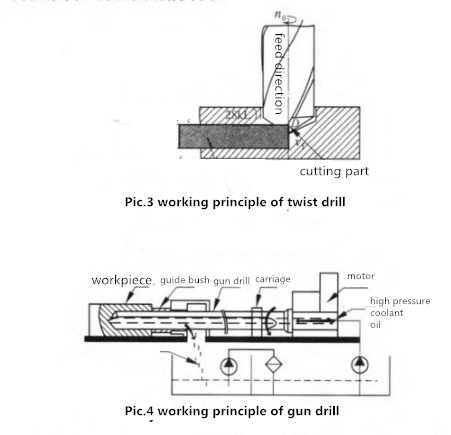
Les équipements utilisés pour les forets hélicoïdaux sont généralement des perceuses à colonne et des perceuses radiales, et peuvent également être utilisés sur des fraiseuses ordinaires ou des machines à commande numérique. La plupart des foreuses utilisent des machines d'usinage de trous profonds CNC, qui nécessitent des systèmes d'alimentation en huile et de filtration à haute pression.
Traitement de la comparaison d'expérience
1. vitesse de coupe
La vitesse de coupe peut être mesurée par la vitesse linéaire et la vitesse angulaire, respectivement. La relation entre la vitesse angulaire n (r / min) et la vitesse linéaire Vc (mm / min) est la suivante:
Vc = ndπ / 100. d est le diamètre effectif de l'outil
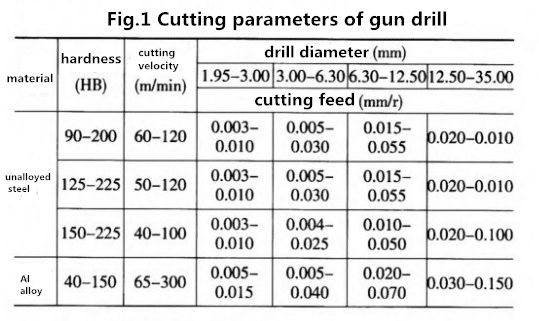
Les vitesses de coupe des différents matériaux d’outil sont différentes. La fig.1 suivante représente la vitesse de coupe de la perceuse.
2. Taux d'alimentation Vf
Vf peut être exprimé en termes de profondeur verticale de l'outil coupé dans la pièce à usiner par minute ou en distance parcourue par l'outil. Reportez-vous au tableau 1 pour connaître la quantité d'alimentation du foret, normalement, on choisit f = 0,01 ~ 0,032 mm / r. La vitesse d'alimentation du foret est inférieure à celle du foret hélicoïdal.
3. pression d'huile de refroidissement
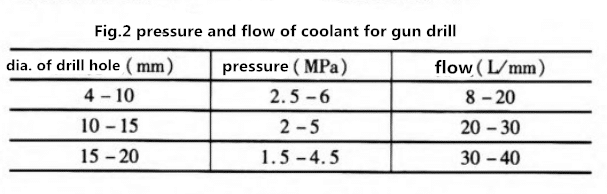
Le choix de la pression d'huile P (kg / cm2) est lié à l'évacuation en douceur du refroidissement et des copeaux et a une grande influence sur la qualité de surface du produit. La relation entre la pression de coupe et le débit du foret est présentée dans le tableau 2.
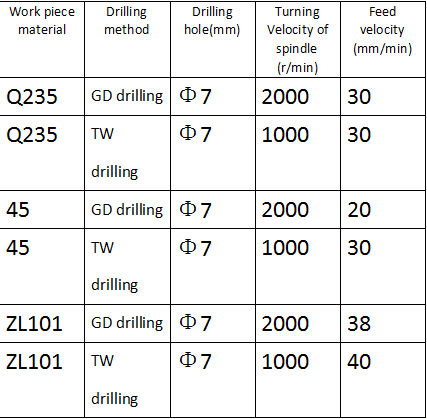
Le tableau 3 montre les conditions expérimentales de la perceuse sur acier de type N ° 45, acier Q235 et alliage d'aluminium ZL101.
Données expérimentales
Après de nombreuses expériences, les valeurs de rugosité de surface de l’entrée et de la sortie des trois matériaux sont indiquées dans le tableau 4.
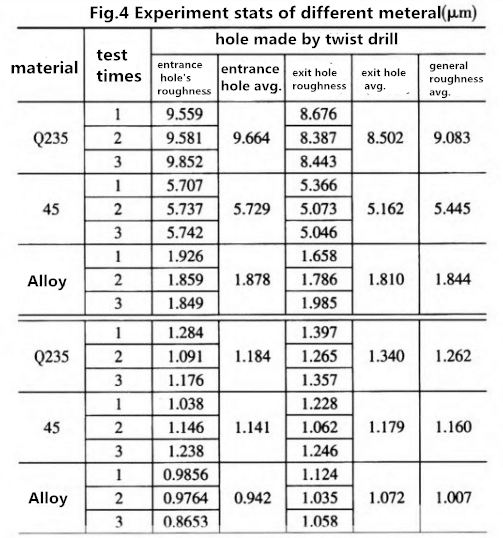
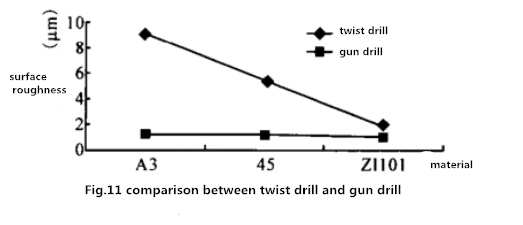
Comme le montre le tableau ci-dessus, la rugosité de surface du trou usiné du foret est inférieure à celle du foret hélicoïdal. La perceuse et le foret hélicoïdal peuvent usiner des trous avec une petite rugosité sur l'aluminium. Il est à noter que les copeaux produits par le foret hélicoïdal en aluminium et l'acier Q235 sont en spirale. La perceuse est une fraise à bords droits sans cannelures en spirale. Elle produit donc des copeaux essentiellement sous forme de feuilles. De cette manière, les copeaux sont courts, le retrait des copeaux est facile, la barre de coupe n'est pas enroulée et la paroi du trou de la pièce n'est pas rayée. De plus, comme on peut le voir dans le tableau ci-dessus, lors du traitement de ces trois matériaux, la rugosité de surface du perçage au canon est proche et la rugosité du trou traité par le foret hélicoïdal est relativement grande. Ce n'est que dans le cas du traitement de métaux non ferreux que l'effet de traitement des forets hélicoïdaux est plus proche de celui des forets à canon et que les propriétés physiques des métaux non ferreux sont relativement faibles. En résumé, la qualité de traitement des perceuses doit être supérieure à celle des perceuses.
Pourquoi cela se produit-il donc? Il y a 2 raisons au dessous de:
1. Les forets hélicoïdaux produisent un couple relativement important pendant le traitement. Cela peut entraîner un désalignement de l'axe et causer des problèmes de centrage. À ce stade, la torsion du foret peut causer des bavures. La perceuse a un guide de douille pour un positionnement précis. Par conséquent, les trous traités n'ont pratiquement pas de bavures.
2. Le tranchant du foret hélicoïdal est plus long et la rainure en spirale augmentera également la difficulté d'élimination des copeaux. Le frottement des copeaux en spirale gratte la paroi du trou, ce qui est également la cause de l'augmentation de la rugosité. La foreuse utilise l'évacuation hydraulique des copeaux pour lubrifier et éliminer la chaleur de coupe. Protège la surface de l'outil et de la pièce.