Une sélection raisonnable de la géométrie de l'outil permet d'améliorer les conditions d'usinage, de gagner du temps d'usinage, d'améliorer l'efficacité de l'usinage, de garantir la qualité de la pièce à usiner et de prolonger la durée de vie de l'outil. Sélectionnez l'angle de l'outil dans le type d'outil.
1. Méthode / étape
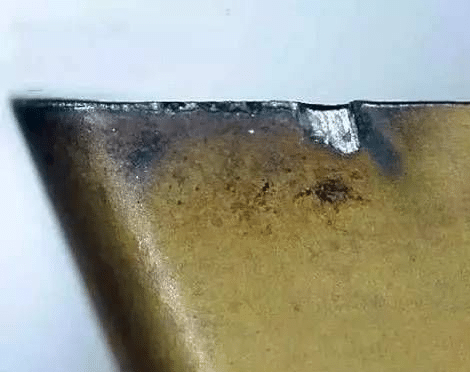
Outil de soudage traditionnel
Lors de l'ébauche, il est important de garantir la plus longue durée de vie de l'outil. Lors de la finition, il faut avant tout veiller à la précision de l'usinage et à la qualité de la surface usinée. Lorsque la rigidité et la puissance de la machine sont insuffisantes, l'outil est soumis à des contraintes pointues (telles que l'augmentation de l'angle de coupe et de la déflexion principale, la réduction du rayon de l'arête de coupe, etc.) afin de réduire les efforts de coupe et les vibrations.
Dans l'outil de soudage tournant:
(1) la valeur la plus élevée est sélectionnée pour la finition du coin avant et la valeur la plus petite est sélectionnée pour l'ébauche; lorsque la plasticité et la ténacité du matériau traité sont élevées, l'angle de coupe est plus grand; lorsque la force et la dureté sont élevées, l'angle de coupe est plus petit; La fragilité et le matériau durci ont des angles de coupe faibles ou négatifs; augmenter l'angle de coupe peut réduire la déformation de coupe et le frottement. Par conséquent, elle a moins d’influence sur la formation des arêtes rapportées, des écailles, de l’écrouissage, etc., mais la rugosité de la surface est traitée. faible.
(2) L'angle de finition du coin arrière est plus grand, l'ébauche est plus petite; l'angle du dossier est plus grand lors de la coupe du métal en plastique; l'angle de dos du métal fragile est plus petit, la résistance et la dureté de coupe sont plus élevées, l'angle de dos du matériau est plus petit et le matériau à haute ténacité de coupe est facile à coller. L'angle de raclage est choisi pour être plus grand; par exemple, la fraise en acier rapide a une résistance à la flexion et une ténacité supérieures, de sorte que l'angle de coupe est plus grand; l'outil en carbure cémenté a un angle de coupe inférieur.
(3) Lorsque la rigidité du système d'usinage est autorisée, la réduction de la déclinaison principale peut réduire la hauteur de la rugosité de la surface et améliorer la qualité de la surface.
(4) Lorsque la valeur absolue de l'angle de coupe augmente, l'angle de travail réel augmente, de sorte que la déformation de coupe est faible.
2 coupe-pinces
La pince est une lame ordinaire. La lame est fixée sur la barre d’outils par renforcement mécanique. Par rapport à l'outil de soudage traditionnel, l'outil de serrage de la machine évite les contraintes internes du soudage et réduit la durée de vie de l'outil. Le taux d'utilisation de la barre d'outil est donc élevé. La lame peut être affûtée pour obtenir les paramètres d'utilisation, ce qui est flexible et facile à utiliser. Une fois la lame usée, la lame est directement retirée et remplacée par une nouvelle, ce qui permet de gagner du temps et d’améliorer l’efficacité du traitement.

3 outils de tournage indexables
Avec la popularité des tours à commande numérique, la gamme d'applications des outils de tournage indexables est de plus en plus large. L'outil de tournage indexable peut être rapidement indexé et indéformable pendant le traitement, et peut être remplacé rapidement après l'usure de la lame.
Dans l'outil de tournage indexable
(1) la taille de l'angle avant affecte directement la force et la netteté de la lame. L'augmentation de l'angle de coupe réduit la déformation des copeaux, allège la coupe et allonge la durée de vie de l'outil. Cependant, si l'angle de coupe est trop grand, la force de l'arête de coupe sera affaiblie et il sera facile à ébrécher, ce qui réduira la durée de vie de l'outil.
(2) Le coin arrière est utilisé pour réduire le conflit entre le flanc et le profil de transition pendant le processus de coupe. Lors de la conception de l'outil de tournage indexable, il est nécessaire de prendre en compte l'angle du dossier et l'angle du devant comme analyse. Après avoir sélectionné le coin arrière de la lame, l'angle du dos de la rainure de la plaquette doit être déterminé en fonction du coin avant de la plaquette.
(3) La déclinaison principale a une grande influence sur la durée de vie de l'outil de tournage indexable. En général, réduire l'angle d'attaque peut prolonger la durée de vie de l'outil. Cependant, lorsque la pièce à travailler n'est pas suffisamment rigide, la réduction de l'angle d'attaque augmentera la force radiale, provoquant des vibrations d'usinage et affectant la durée de vie de l'outil.
(4) Une fois la pièce finie, pour éviter que la puce ne coule et ne raye le profil traité, l'angle de dépouille de la lame est souvent pris comme une valeur positive. De plus, la taille de l'inclinaison de la lame affecte également la netteté du tranchant.
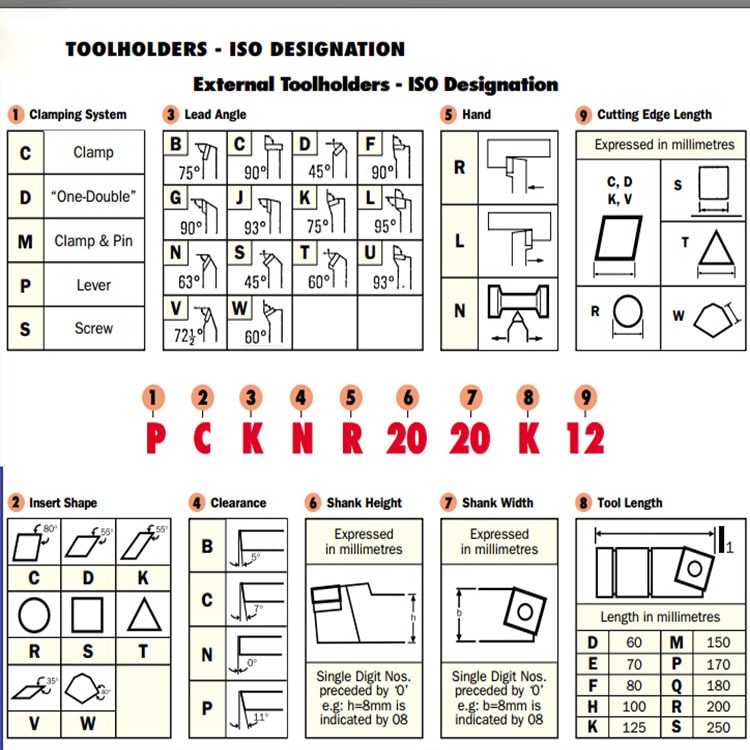
La pince de machine standard peut être utilisée pour indexer l'angle d'attaque de l'outil de tournage extérieur et de l'outil de tournage de trou intérieur. L'angle avant, l'angle arrière et l'angle d'inclinaison de la lame sont généralement des structures standard conçues. Le type de porte-outil est conforme au code de modèle standard national. Le technicien d'usinage peut sélectionner le modèle d'outil de tournage en fonction de la forme et de la taille de la pièce usinée et du chemin d'accès à l'outil. La méthode de représentation de la barre d’outils de l’outil de tournage externe indexable standard (voir ci-dessous):

4. Caractéristiques de trois outils de tournage:
(1) Outil de tournage de soudage: la structure est simple et compacte; la performance sismique est bonne, la fabrication est pratique et l'utilisation flexible; mais la lame est facile à casser, la lame et le matériau de la barre d’outils ne sont pas pleinement utilisés; il y a un stress de soudage.
(2) Outil de tournage de type machine: pas de soudage à haute température; longue durée de vie (bonne résistance à l'usure), productivité élevée; utilisation répétée de la barre d’outils, plusieurs fois de la rectification de la lame; bris de copeaux; besoin d'être rectifié);
(3) Outil de tournage indexable: pas besoin de soudage, de rectification, de bonnes performances de lame; grande productivité; facile à remplacer, facile à garantir la précision du traitement.
5 résumé:
En résumé, avec le développement de la technologie moderne, les outils de tournage ont également changé, passant des outils de soudage traditionnels aux outils de rotation à pince pour machine, ainsi qu’aux outils de rotation indexables pour les lames CNC standard couramment utilisées de nos jours; La popularité des machines-outils de coupe à grande vitesse a amélioré l'efficacité de la production, garanti la précision de la coupe et prolongé la durée de vie des lames.