4 choses à savoir sur le processus de fraisage
1.Introduction au fraisage
Le processus d'usinage d'une pièce à l'aide d'une fraise sur une fraiseuse s'appelle fraisage. Le fraisage est l’une des méthodes couramment utilisées dans la coupe du métal. Lors du fraisage, la fraise effectue le mouvement principal de la rotation et la pièce effectue un mouvement d'entraînement linéaire lent.
1, caractéristiques de fraisage
1) La fraise est une fraise à dents multiples. Lors du fraisage, chaque fraise de la fraise ne coupe pas de façon continue comme l'outil de tournage et le foret, mais coupe par intermittence, et les conditions de dissipation de chaleur et de refroidissement de la fraise sont bonnes. Fraisage La longévité du couteau est élevée et la vitesse de coupe peut être augmentée.
2) Le fraisage utilise souvent une coupe à plusieurs dents, qui peut être utilisée pour une coupe plus grande. Comparé au rabotage, le broyage a une productivité plus élevée. Dans la production en série et en série, le broyage a presque complètement remplacé la planification;
3) En raison de la coupe et de la découpe continues des dents de la fraise, la force de fraisage change constamment, de sorte que le fraisage est sujet aux vibrations.
2. Dosage de fraisage
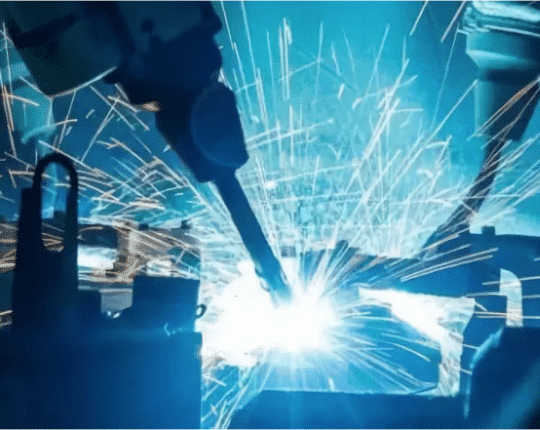
La quantité de fraisage utilisée pour le fraisage comprend quatre facteurs: la vitesse de coupe, l’alimentation, le retour de flux (profondeur de fraisage) et la poche latérale (largeur de fraisage). La quantité de fraisage est illustrée à la figure 1.
 Nourrir ƒ
Nourrir ƒ
Lors du fraisage, la quantité de mouvement de la pièce par rapport à l'outil dans le sens du mouvement d'avance est la quantité d'avance lors du fraisage. Étant donné que la fraise est un outil à lames multiples, le calcul est effectué en fonction du temps unitaire. Trois méthodes sont disponibles.
(1) L'avance par dent ƒZ (mm / z) fait référence à la quantité d'avance de la pièce sur la fraise lorsque la fraise dépasse d'une dent par dent (c'est-à-dire la distance que parcourt la pièce dans le sens de l'avance par tour de la fraise. .), l’unité est mm / z par dent.
(2) Avance par tour ƒ, fait référence à l’alimentation de la fraise pour chaque tour de la fraise (c’est-à-dire la distance par tour de la fraise et le mouvement de la pièce dans le sens de l’alimentation), l’unité est mm / r
(3) L'avance par minute, également appelée vitesse d'avance, se réfère à l'avance par minute de la pièce à usiner à la fraise (c'est-à-dire la distance à laquelle la pièce se déplace dans le sens de l'avance par minute), l'unité est mm / min. La relation entre les trois ci-dessus est,
Où Z - dents de fraises
- vitesse de la fraise par minute (tr / min),
Retour à manger la quantité de couteau (également connu sous le nom de profondeur de broyage)
La profondeur de fraisage est la taille de la couche de coupe mesurée parallèlement à l'axe de la fraise (la couche de coupe est la couche de métal de la pièce à couper par le tranchant) en mm. En raison des différentes orientations de la pièce par rapport à la pièce lors du fraisage circonférentiel et final, le marquage de la profondeur de fraisage est également différent.
Volume du couteau latéral (également appelé largeur de fraisage)
La largeur de fraisage est la taille de la couche de coupe mesurée dans la direction perpendiculaire à l'axe de la fraise, en mm.
Principe de la sélection du dosage de fraisage: généralement à l'état d'ébauche Afin de garantir la durabilité nécessaire de l'outil, le couteau latéral ou le couteau à verso le plus grand doit être utilisé en premier, suivi du débit d'alimentation accru et enfin de la durabilité de l'outil. Sélectionnez la vitesse de coupe appropriée. Le choix tient donc au fait que la vitesse de coupe a la plus grande influence sur la durabilité de l'outil, que la vitesse d'avancement est la deuxième, le couteau latéral ou le couteau arrière a la moindre influence; dans le processus de finition, afin de réduire la déformation élastique du système de traitement, il est nécessaire d’utiliser une vitesse d’alimentation plus faible tout en supprimant l’accumulation du bord construit. Des vitesses de coupe supérieures doivent être utilisées pour les fraises en carbure de tungstène et des vitesses de coupe inférieures pour les fraises en acier rapide. Par exemple, lorsque des arêtes de coupe ne sont pas générées pendant le fraisage, vous devez utiliser des vitesses de coupe supérieures.
3.L'application du fraisage
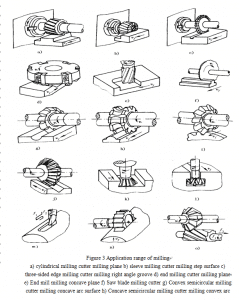
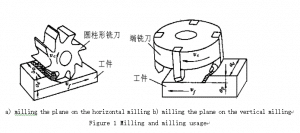
Les machines à fraiser ont une large gamme d'opérations d'usinage pour les plats, les chanfreins, les faces verticales, les différentes rainures et les surfaces de formage (par exemple, les profils de dent), comme le montre la figure 3. Il est également possible d'effectuer un travail d'indexation. Parfois, le perçage et le perçage du trou peuvent également être effectués sur la fraiseuse, comme illustré à la figure 2. La précision d’usinage de la fraiseuse est généralement de IT9 à IT8; la rugosité de surface est généralement de Ra 6,3 ~ 1,6 µm.
Méthode 4.Milling
1) Fraisage hebdomadaire et fin de tournage: la méthamphétamine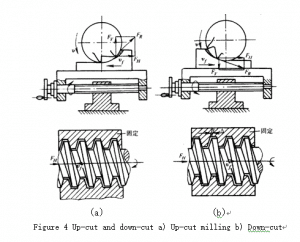 od utilisant une fraise dont les dents sont réparties sur la surface circonférentielle est appelé broyage circonférentiel;
od utilisant une fraise dont les dents sont réparties sur la surface circonférentielle est appelé broyage circonférentiel;
La manière dont les couteaux sont répartis sur la face frontale du cylindre pour le fraisage est appelée fraisage en bout. Fraisage final par rapport au fraisage hebdomadaire
Il est avantageux dans le plan car: (1) Le tranchant mineur de la fraise en bout a un effet de réduction de la lumière sur la surface usinée, ce qui peut réduire la rugosité. La surface de la pièce usinée à la périphérie présente une zone résiduelle ondulée. (2) Le nombre de fraises en bout participant simultanément à la coupe est grand et le degré de modification de la force de coupe est faible, de sorte que la vibration en cours de fonctionnement est inférieure à celle du fraisage périphérique. (3) Lorsque le tranchant principal de la fraise est en contact avec la pièce, l'épaisseur de copeau n'est pas égale à zéro, ce qui rend la lame moins sujette à l'usure. (4) La fraise en bout a une extension courte, une bonne rigidité, la barre de coupe ne se déforme pas facilement et une grande quantité de coupe peut être utilisée. On peut constater que la méthode de fraisage final présente une meilleure qualité de traitement et une productivité supérieure. Par conséquent, les avions de fraisage sont la plupart du temps fraisés en bout. Cependant, le fraisage périphérique a une grande adaptabilité au traitement de diverses formes et certaines formes (telles que les surfaces de formage) ne peuvent pas être utilisées pour le fraisage final.
2) Fraisage à plat et fraisage à plat: Le fraisage hebdomadaire se distingue par le fraisage à plat et le fraisage à plat. Dans le cas du fraisage en hauteur, le sens de rotation de la fraise est opposé au sens d'avance de la pièce; lors du fraisage, le sens de rotation de la fraise est le même que le sens d'avance de la pièce. Lors du fraisage à l'envers, l'épaisseur des copeaux augmente à partir de zéro. En fait, après que le tranchant de la fraise commence à entrer en contact avec la pièce, celle-ci glisse sur une certaine distance sur la surface pour couper le métal. Cela facilite l'usure de la lame et augmente la rugosité de la surface usinée. Dans le cas du fraisage en hauteur, la fraise exerce une force de levage sur la pièce, ce qui affecte la stabilité de la pièce montée sur la table.
L'escalade n'a pas les inconvénients ci-dessus. Toutefois, l’alimentation entre la vis d’entraînement de la table et l’écrou influe sur l’alimentation de la pièce pendant le fraisage. La composante horizontale du fraisage étant identique à la direction d’alimentation de la pièce à travailler, la force de fraisage sera trop grande et trop petite, ce qui entraînera le déplacement de la table et l’alimentation sera inégale, entraînant même le couteau ou endommager la machine. Par conséquent, il est nécessaire de disposer d’un dispositif permettant de supprimer l’écart au niveau de la vis d’alimentation longitudinale pour adopter le fraisage en avalant. Cependant, la fraiseuse générale ne supprime pas l’espace libre de l’écrou de la vis et seule la méthode de la coupe à la pointe peut être utilisée. De plus, pour l'usinage de la surface de la fonderie et du forgeage, l'usinage en aval aggrave en premier lieu l'usure de l'outil car la dent vient tout d'abord en contact avec la peau noire. À ce stade, il convient également au fraisage en hauteur.