
Le moyeu de roue est l’articulation qui relie les pales du rotor et est fixé à l’arbre à basse vitesse de l’éolienne.
C'est l'une des parties importantes des éoliennes, avec sa structure complexe et sa déformation sous contrainte. Il affecte directement le fonctionnement et la durée de vie de l'éolienne. Il nécessite donc une résistance élevée, une bonne fiabilité, une longue durée de vie et une forte absorption des vibrations afin de répondre aux conditions de travail de -40 à -20. Il est souvent fabriqué en fonte ductile telle que coulée, à basse température et à haute ténacité aux chocs. Les principaux types d'usinage de moyeux de roue sont le fraisage, le forage et le perçage.
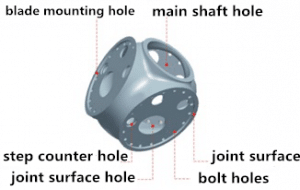
1. trou de fixation de la lame
2. trou d'arbre principal
3. contre-trou sur la surface de joint de la lame
4. trous sur la surface articulaire de la lame
Surface 5.joint de la lame
Trous 6.bolt sur la surface de joint de la lame
Un système de serrage à collet permet de finir les deux côtés du moyeu: la surface d'appui de l'épaulement, ainsi que la face du rotor, le dégagement du rotor et les diamètres du rotor.
Tournage du trou principalOutil de tournage interne
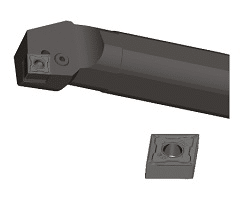
L'utilisation d'un outil de rotation de trou interne sur le tour vertical pour le trou de l'arbre principal peut améliorer considérablement l'efficacité de l'usinage. Une nouvelle génération de matériau d'insertion en fonte. Nous continuons d’améliorer l’efficacité de coupe de la fonte nodulaire, avec une longue durée de vie des plaquettes et une sécurité et une fiabilité améliorées. Les plaquettes avec racleur peuvent grandement améliorer la finition en tournant sans sacrifier la qualité de la surface.
Surface de joint de la lame de fraisage brute
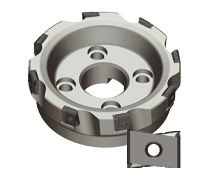
La conception spéciale de la surface de coupe incurvée réduit efficacement la force de coupe et peut être appliquée avec une avance élevée, avec une efficacité d'usinage élevée;
Les plaquettes montées verticalement, adaptées à une grande profondeur de coupe et à un usinage intensif, permettent de retirer rapidement le matériau en excès de la pièce brute et d'améliorer l'efficacité de l'ébauchage;
L'angle de saisie est de 90 degrés et convient au fraisage d'épaulement carré.
Finition de la surface de joint de la lame de fraisage
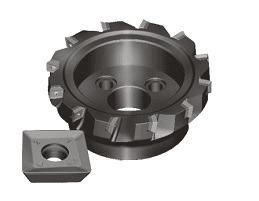
L'angle de saisie est de 90 degrés. Cette fraise peut être utilisée pour le fraisage d’épaulements carrés avec une grande précision.
Fraisage trou de montage de la lame
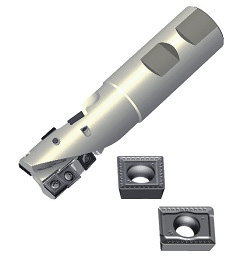
Le concept de conception d'équilibrage de la sécurité des bords et de la netteté garantit une force de coupe douce, ainsi qu'une sécurité élevée sous une grande profondeur de coupe.
Surface de joint de lame ennuyeuse

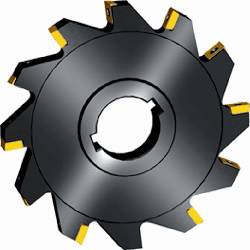
Le nouveau système de fraise à aléser comprend une fraise à aléser modulaire, une fraise à aléser à affichage numérique modulaire, une fraise à aléser de grand diamètre, avec une large plage d'alésage, adaptée à toutes sortes d'alésages grossiers et fins dans divers matériaux.
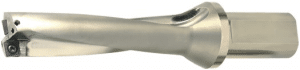
Trou de boulon à face de joint de lame de forage
Interpolation Contre-alésage de face de joint de lame de fraisage inversé —— Fraise-rectifieuse