Nous nous concentrons sur
Haute efficacité de tournage

Qu'est-ce que le tournage CNC?
La pièce à travailler tourne et l'outil de tournage effectue une coupe linéaire ou courbe dans le plan. Le tournage est généralement effectué sur un tour pour usiner des tournées rondes internes et externes de pièces à usiner. Tournage de surfaces cylindriques, de surfaces d'extrémité, de surfaces coniques, de surfaces de formage et de filets.
Lors du tournage des surfaces cylindriques interne et externe, l'outil de tournage se déplace dans une direction parallèle à l'axe de rotation de la pièce. Lors du tournage d'une face d'extrémité ou de la coupe d'une pièce, l'outil de rotation se déplace horizontalement dans une direction perpendiculaire à l'axe de rotation de la pièce. Si la trajectoire de l'outil de tournage fait un angle oblique par rapport à l'axe de rotation de la pièce, la surface conique peut être usinée. La rotation des surfaces rotatives formées peut utiliser la méthode de l’outil de formage ou la méthode de la trajectoire de la pointe de l’outil. Lors du tournage, la pièce est entraînée en rotation par la broche de la machine-outil pour servir de maître; l'outil de rotation maintenu sur le porte-outil est utilisé pour le mouvement d'entraînement. La vitesse de coupe v est la vitesse linéaire (m / min) au point de contact entre la pièce en rotation et le tour. La profondeur de coupe est la distance verticale (en millimètres) entre la surface de la pièce et la surface usinée à chaque course de coupe. La coupe et le tournage sont la longueur de contact (en millimètres) entre l'outil de tournage et la pièce perpendiculaire à la direction d'alimentation. La quantité d'avance indique la quantité de déplacement (mm / tour) dans le sens d'avance de l'outil de tournage lorsque la pièce tourne d'un tour. Elle peut également être exprimée en termes d'avance par minute de l'outil de tournage (mm / min). . Avec le tour en acier rapide tournant en acier ordinaire, la vitesse de coupe est généralement de 25 ~ 60 m / min, outil de tournage en carbure cémenté jusqu’à 80 ~ 200 m / min; avec un outil de tournage au carbure revêtu, la vitesse de coupe maximale est de 300 mètres / minute ou plus.
Le virage est généralement divisé en voitures grossières et fines (y compris les voitures semi-finies). Le véhicule d'ébauche s'efforce d'améliorer l'efficacité du braquage sans réduire la vitesse de cisaillement, en utilisant une grande profondeur de coupe et une grande vitesse d'avance, mais la précision d'usinage ne peut atteindre que IT11 et la rugosité de la surface est comprise entre Rα20 et 10 µm; semi-finition et finition de tournage Utilisez autant que possible à grande vitesse et à faible profondeur d'avance et de coupe. La précision d'usinage peut atteindre IT10 ~ 7, et la rugosité de surface est Rα10 ~ 0.16 µm. Les pièces métalliques non ferreuses de décolletage de haute précision utilisées sur les tours à haute précision peuvent atteindre une précision d'usinage de IT7 à 5 et une rugosité de surface de Ra = 0,04 à 0,01 µm. Ce tournage est appelé "tournage miroir". Si une forme concave ou convexe de 0,1 à 0,2 µm est usinée sur le tranchant d'un outil de tournage au diamant, la surface du tournage aura un motif très fin d'irrégularités et de rayures qui donne un lustre satiné sous la diffraction de la lumière. En tant que surface décorative, ce tournage est appelé "tournage brillant".
Pendant le tournage, si l'outil de rotation tourne simultanément, l'outil de rotation tourne dans le même sens que la pièce à travailler avec la vitesse de rotation correspondante (la vitesse de rotation de l'outil correspond généralement à plusieurs fois la vitesse de rotation de la pièce), et le mouvement de l'outil de tournage et de la pièce à usiner peut être changé et traité. Pièces avec polygones (triangles, carrés, prismes, hexagones, etc.). Si l'outil est alimenté longitudinalement, un mouvement de va-et-vient radial périodique est imprimé au porte-outil par rapport à chaque tour de la pièce, et la surface de la came ou une autre section transversale non circulaire peut être usinée. Sur un tour à denture, il est possible d'usiner la face de flanc de certains outils à dents multiples (comme un cutter et une table de cuisson à engrenage) selon le principe de fonctionnement similaire, appelé «pelle arrière».
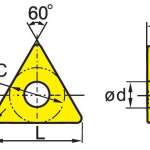 $32.60 - $76.22Acheter maintenant
$32.60 - $76.22Acheter maintenantTNMG
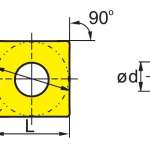 $25.07 - $75.22Acheter maintenant
$25.07 - $75.22Acheter maintenantSNMG
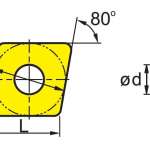 $25.07 - $75.22Acheter maintenant
$25.07 - $75.22Acheter maintenantCNMG
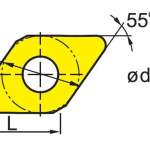 $35.10 - $40.12Acheter maintenant
$35.10 - $40.12Acheter maintenantDNMG