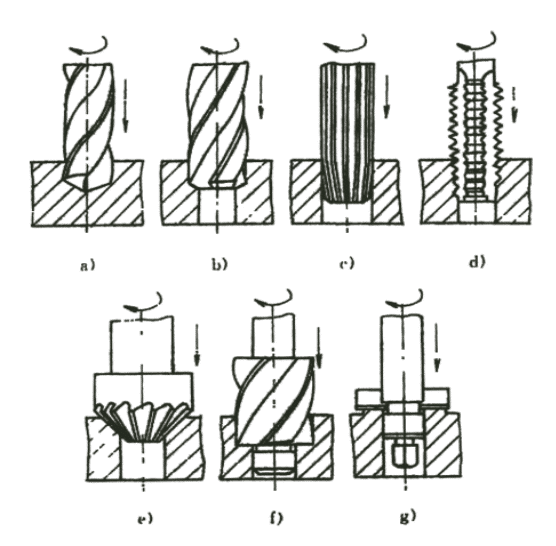
La perceuse est une machine-outil pour l'usinage de trous internes. Il est utilisé pour usiner des trous dans des matériaux solides. Il est principalement utilisé pour l'usinage de pièces de formes complexes et sans axes de rotation symétriques, telles que les trous simples sur des pièces telles que des leviers, des capots, des boîtes et des cadres. Système de trou. Le perçage est un usinage d'ébauche. • Caractéristiques du processus de perçage (1) Lorsque le foret est coupé à l'état semi-fermé, le nombre de coupes est important et le retrait des copeaux est difficile. (2) Le frottement est important et génère plus chaleur et rendant la dissipation thermique difficile. (3) La vitesse élevée et la température de coupe élevée provoquent une usure importante du foret. (4) Le serrage est important, la force de coupe requise est importante et il est facile de produire un écrouissage du trou à froid. (5) Le foret est mince et surplombant, et il est facile de se plier et de vibrer pendant le traitement. (6) La précision de perçage est faible, la précision dimensionnelle est comprise entre IT13 et IT10 et la rugosité de surface Ra est comprise entre 12,5 et 6,3 µm. · Domaine du processus de coupeLe processus de forage comprend un grand nombre de processus. Différents outils peuvent être utilisés sur la foreuse pour compléter le trou de perçage central, le perçage, l'alésage, l'alésage, le taraudage, l'alésage et l'alésage des extrémités, comme indiqué sur la figure. La précision de perçage sur la machine de forage est faible, mais le trou de haute précision (IT6 ~ IT8, rugosité de surface de 1,6 à 0,4 µm) peut également être usiné en perçant - alésant - alésant. Le dispositif peut être utilisé pour usiner le système de trous avec les exigences de position.Lorsque la machine est percée, la pièce est fixée et l'outil se déplace dans le sens axial (mouvement d'entraînement) tout en tournant (mouvement principal) .Machine de forageLes principaux types de perçage Les machines sont les suivantes: machines à percer au banc, machines à percer verticales, machines à percer radiales, machines à fraiser et percer et machines à percer les trous centraux. Le paramètre principal de la perceuse à colonne est généralement le diamètre maximum de l'alésage. La machine de forage verticale est largement utilisée dans la machine de forage. Il est caractérisé en ce que l'axe de la broche est disposé verticalement et que la position est fixe. La position de la pièce à usiner doit être ajustée de manière à ce que l'axe du trou usiné soit aligné avec l'axe de rotation de l'outil. Le mouvement principal est obtenu par la rotation de l'outil tout en se déplaçant dans la direction axiale pour le mouvement d'alimentation. Par conséquent, la foreuse verticale n’est pas pratique à utiliser et la productivité n’est pas élevée. Convient au traitement de pièces de petites et moyennes dimensions dans la production en une seule pièce de petits lots. • Principe de transmission de la perceuse verticale. Mouvement principal: le moteur à une vitesse est entraîné par un mécanisme de changement de vitesse pas à pas; le sens de rotation de l'arbre principal est modifié par les rotations avant et arrière du moteur.Avancement: la broche se déplace de manière linéaire avec le manchon de broche dans le logement de broche. La quantité de mouvement axial de la broche est exprimée par la quantité de mouvement axial de la broche par tour de la broche. Deuxièmement, le foret d'établi. La perceuse à colonne est appelée perceuse à colonne. Il s’agit essentiellement d’une perceuse verticale pour l’usinage de petits trous. La structure est simple et compacte, flexible et pratique, et convient au traitement de petits trous sur de petites pièces. Le diamètre du trou de forage est généralement inférieur à 15 mm. Troisième machine de perçage radialPour les pièces de grand volume et de grande masse, il est très gênant de traiter sur la machine de forage verticale. À ce stade, la perceuse radiale peut être utilisée pour le traitement. La poupée mobile peut être ajustée latéralement le long des rails de guidage du culbuteur. Le culbuteur peut être ajusté le long de la surface cylindrique de la colonne et pivoté autour de la colonne. Lors de l'usinage, la pièce est fixée et la position de la broche est ajustée de manière à ce que le centre s'aligne sur le centre du trou à usiner et soit serré rapidement pour maintenir une position précise. Les perceuses radiales sont largement utilisées dans la production de lots simples, moyens et petits pour traiter des pièces de grande et moyenne taille. Si vous souhaitez usiner des trous dans n'importe quelle direction et à n'importe quelle position, vous pouvez utiliser une perceuse radiale universelle. La broche de la machine peut pivoter autour d’un axe spécifique dans l’espace. Il existe également un anneau de levage en haut de la machine qui peut être suspendu dans n'importe quelle position. Par conséquent, il convient au traitement de pièces de grande et moyenne taille en production de lots simples et petits. Perceuse à percer à sec (1) Structure du foret hélicoïdal1. Le foret hélicoïdal se compose de trois parties: la partie travaillante, le col et la poignée. (1) Partie travaillante: La partie travaillante du foret hélicoïdal a deux rainures en spirale et sa forme est très similaire à la forme de la torsion. Il s’agit de la partie principale du foret et consiste en une partie coupante et une partie guidante. (2) Poignée: La poignée est la partie de serrage du foret, qui sert à se connecter à la machine-outil et à transmettre le couple et la force axiale. force pendant le forage. La poignée du foret hélicoïdal a deux types de queue conique et droite. Les queues droites sont principalement utilisées pour les petits forets de diamètre inférieur à 12 mm. La queue conique est utilisée pour les forets hélicoïdaux de grand diamètre et peut être insérée directement dans le trou conique de la broche ou insérée dans le trou conique de la broche à travers le manchon conique. La queue plate de la tige conique sert à transmettre le couple et à retirer facilement le foret. (3) Goulot: La gorge du goujon du foret hélicoïdal est la rainure de roulement de la meule lors du meulage de la poignée du foret. . Le fond de la rainure est généralement gravé du cahier des charges et de la marque d’usine du foret. Les forets à queue droite n'ont pas de goulot.La composition de la partie coupanteLa partie coupante est responsable du travail de coupe et comprend deux faces avant, une face arrière principale, un dos arrière, un tranchant principal, un tranchant mineur et un tranchant . Le bord du burin est le bord formé par l’intersection des deux parties principales et le dos des deux courroies du foret, opposées à la paroi du trou de la pièce (c’est-à-dire la surface usinée) lors du travail, comme indiqué.La partie de guidage est une action de guidage lorsque la partie coupante est coupée dans la pièce à usiner, et constitue également une partie de meulage de la partie coupante. Afin de réduire le frottement entre la partie de guidage et la paroi du trou, le diamètre extérieur (c.-à-d. Sur les deux terrains) est rectifié avec un cône inversé de (0,03 - 0,12) / 100. (0,03 à 0,12 conicité inverse 100 mm de long) De plus, afin d’améliorer la rigidité du foret, le diamètre de l’âme entre les deux lames de la partie travaillante doit présenter une conicité positive de (1,4 à 1,8) / 100 dans la direction axiale. (1) face de coupe: la face de coupe est la surface de la rainure en spirale, qui est le flux de copeaux à travers la surface, qui agit comme une puce et une puce. Il faut le polir pour que l'élimination des copeaux se fasse en douceur. (2) Flanc principal: La face du flanc principal est opposée à la surface usinée et se trouve à l'extrémité avant du foret. La forme est déterminée par la méthode d'affûtage. Il peut s'agir d'une surface en spirale, d'une surface conique et d'une surface plane, ainsi que de toute surface aiguisée manuellement. (3) Sous-flanc: Le petit flanc est une facette étroite située sur la surface cylindrique extérieure du foret opposée à la surface usinée. ( 4) Arête de coupe principale: L’arête de coupe principale est l’intersection de la face de coupe (surface de la rainure en spirale) et de la face de flanc principale. Le bord principal de torsion du foret hélicoïdal standard est droit (ou presque droit). (5) Sous-arête de coupe: L’arête de coupe mineure correspond à l’intersection de la face de coupe (la surface de la gorge en spirale) et de la face de flanc mineur (étroit). (6) Lame transversale: L’arête du burin est l’intersection des deux faces principales du flanc, située à l’extrémité la plus éloignée du foret, également connue sous le nom de pointe de foret.Paramètres géométriques de twist drill1. le plan de coordonnées (1) Le plan de coupe Ps: est un plan qui comprend la direction de la vitesse de coupe en ce point et qui est tangent à la surface découpée par le tranchant en ce point. (2) Surface de base Pr: La surface de base Pr du Le point sélectionné sur le tranchant principal du foret est un plan passant par ce point et perpendiculaire à la vitesse de coupe à cet endroit. La surface de base passe toujours par l’axe du trépan et est perpendiculaire au plan de la direction de la vitesse de coupe.2. l'angle géométrique du foret (1) Angle d'hélice: la ligne d'intersection entre la surface de la rainure en spirale du foret et la surface du cylindre extérieur est une ligne en spirale, et l'angle entre la ligne en spirale et l'axe de le foret s'appelle l'angle d'hélice du foret et est noté β. (Reportez-vous au manuel) (2) L'angle d'inclinaison de la lame et l'angle de la face d'extrémité Étant donné que l'arête de coupe principale ne passe pas par la ligne axiale, l'angle d'inclinaison de la lame est formé. L'angle d'inclinaison de la lame est également différent pour chaque point du tranchant, principalement parce que la surface de base de chaque point est différente du plan de coupe. Afin de faciliter la description du concept, nous introduisons le concept de l'inclinaison de la lame de face. • Angle d'inclinaison de la face: l'angle de la face d'extrémité du point sélectionné sur le tranchant principal est l'angle entre la surface de base de la pointe. mesuré dans la vue de projection finale et le tranchant principal. Pour différents points sélectionnés, l'angle d'inclinaison de la face d'extrémité est également différent et le maximum au bord extérieur (la valeur absolue est la plus petite) est petit près du noyau (la valeur absolue est grande). (3) Haut (avant ) angle et angle d'attaque: L'angle au sommet du foret est l'angle entre les projections des deux arêtes de coupe principales dans le plan, mesurées dans un plan parallèle aux deux arêtes de coupe principales. Enregistré comme 2φ, foret hélicoïdal standard 2φ = 118 ° L'angle d'attaque est l'angle entre la projection du tranchant principal et la direction d'alimentation mesurée à la surface de la base, noté κrx. Etant donné que les faces de base des points sur le tranchant principal sont différentes, les principaux angles d'arrêt aux points respectifs sont également différents. (4) Angle avant: l'angle de coupe du point sélectionné sur le tranchant principal est mesuré orthogonalement. plan du point.Matériau de référence (5) Angle arrière: L'angle de dépouille sélectionné sur le tranchant principal est mesuré dans un plan tangent avec l'axe de la fraise comme axe et passant par la surface cylindrique en ce point, noté αf. Troisièmement, d’autres forets (1) Foret hélicoïdal Lors de l’usinage de matériaux durs et cassants, l’utilisation de forets en carbure peut améliorer considérablement l’efficacité de la coupe. Les forets hélicoïdaux en alliage dur suivants forment une structure monolithique, qui peut être transformée en foret hélicoïdal à tige droite, pouvant être utilisée en tant que foret hélicoïdal à tige conique.Comparé avec le foret hélicoïdal en acier rapide, le le noyau a un diamètre plus grand, un angle d'hélice plus petit et une partie de travail plus courte. Le corps de la fraise est en acier allié 9SiCr et durci à 50-52HRC. Ces mesures sont conçues pour améliorer la rigidité et la résistance du foret afin de réduire l’écaillement provoqué par les vibrations pendant le forage. (2) Forage en profondeur Les pores profonds désignent généralement les pores dont le rapport longueur / diamètre est supérieur à 5 fois. Lors du forage de trous profonds, il est nécessaire de résoudre les problèmes de fragmentation et d'enlèvement de copeau, de refroidissement et de lubrification, ainsi que de guidage. Tout d'abord, le foret à canonL'exercice de foret à canon était à l'origine utilisé pour l'alésage du canon. percer. Il est souvent utilisé pour l'usinage de trous profonds de petit diamètre.1, structure et principe de fonctionnementLe perceuse est constituée d'une partie coupante et d'un tube de forage. La partie coupante est en acier à haute vitesse ou en alliage dur et forme la flûte en copeaux; le tube de forage est composé de tube en acier sans soudure, et la flûte de copeau est enroulée près du foret, et le diamètre du tube de forage est inférieur de 0,5 à 1 mm au diamètre du foret. Elles sont assemblées par soudage et les cannelures de copeaux sont alignées pendant le soudage. Principe de travail: la pièce tourne pendant le perçage et le foret avance. Le fluide de coupe est injecté dans la zone de coupe à partir du trou intérieur du tube de forage et du trou d'entrée d'huile de la partie de coupe par haute pression pour refroidir et lubrifier, et les copeaux sont évacués de la flûte à copeaux. Les copeaux étant évacués de l’extérieur du trépan, ils sont appelés copeaux externes.2, caractéristiques (1) Le fluide de coupe entrant et sortant séparément, le fluide de coupe n’est pas perturbé à haute pression et atteint facilement la zone de coupe, résout mieux le problème du refroidissement et de la lubrification lors du perçage de trous profonds; (2) Le tranchant étant divisé en tranchants intérieur et extérieur et le tranchant présentant une excentricité e, l'action de déchiquetage peut être réalisée pendant la coupe. rétréci, et le fluide de coupe est pratique pour perforer les copeaux, de sorte que le déchargement des copeaux soit aisé; (3) étant donné que la colonne à noyau avec un diamètre de 2h est laissée après le forage, ceci permet de garantir que la surface de support du foret est toujours en contact étroit avec la paroi du trou, de sorte que le foret dispose d’un guide fiable et résout le problème du guidage du foret pour trous profonds. En second lieu, le forage interne pour l’enlèvement de copeaux profonds est composé un corps de foreuse, trois arêtes de coupe réparties sur différentes circonférences et deux blocs de guidage.Pendant le fonctionnement, le fluide de coupe sous haute pression est envoyé dans la zone de coupe à partir de l’intervalle séparant le tube de forage et la paroi du trou pour assurer le refroidissement et la lubrification. En même temps, les copeaux sont évacués du trou intérieur du foret et du trou intérieur de la tige de forage. Ce foret à fond profond, parce que les trois dents sont disposées sur des circonférences différentes, joue le rôle de copeau facilitant le copeau évacuation. De plus, lorsque les copeaux sont déchargés, ils ne frottent pas contre la surface usinée, de sorte que l'efficacité de production et la qualité de traitement sont supérieures à celles du copeau extérieur. Cette structure n'a pas de bord ciseau, ce qui réduit la force axiale. La force circonférentielle non équilibrée et la force radiale sont reçues par le bloc de guidage situé sur la circonférence, et le foret profond a une meilleure propriété de guidage. (3) tube.Durant le fonctionnement, les deux tiers du fluide de coupe sont introduits dans la zone de coupe par le jeu entre les tubes intérieur et extérieur pour le refroidissement et la lubrification. Le tiers restant du fluide de coupe est pulvérisé dans le tube à travers la fente étroite de la rainure en croissant sur la paroi du tube interne, de sorte que la différence de pression entre l'extrémité avant et l'extrémité arrière du tube interne crée une "force d'aspiration". ”Pour accélérer la décharge du fluide de coupe et des copeaux.
Source: Meeyou Carbide