Quelle est la tolérance standard du moule dans le processus de programmation CNC?
Le département de programmation CNC de l'usine de moules développe des techniques de traitement claires et des normes et effectue des opérations normalisées dans le processus de production afin d'améliorer l'efficacité du travail et de réduire les erreurs.
Ancien moule
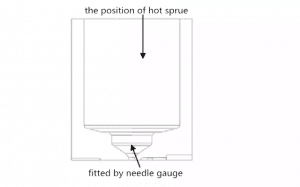
a.Hot position
1 La taille requise pour l'assemblage doit être basée sur le nombre.
2 Plan: le programme d'usinage est basé sur le nombre de cotes et l'opérateur CNC mesure le nombre en fonction de la tolérance de la taille du dessin.
3 Côté: Le programme d'usinage est ouvert pour compensation. Le côté unilatéral est laissé avec une balance de 0,02 mm. L’opérateur utilise la jauge d’aiguille pour s’ajuster parfaitement. La tolérance est garantie entre 0,015 et 0,005 mm. Les autres dimensions sont basées sur la taille de l'image 3D.
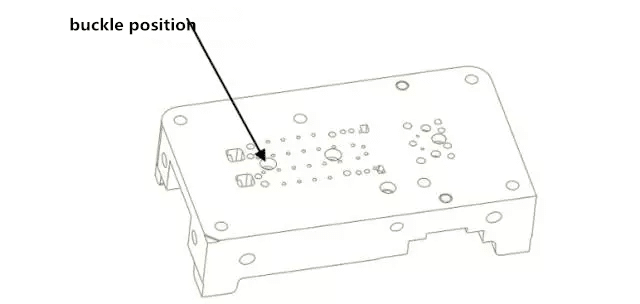
b. Boucle d'insertion
Le côté de la boucle de l'insert doit être traité conformément à la procédure. La taille doit être déterminée en fonction de la taille. La profondeur (valeur Z) de la boucle de l'insert doit être déterminée en fonction du nombre de dimensions. et l'opérateur doit utiliser la jauge d'étalonnage pour mesurer la profondeur et l'exigence de tolérance doit être de 0,01 mm.
c.Glue taille
La procédure de finition pour toutes les positions de collage nécessite 0,02 mm d'un côté (sauf cas particuliers) et 0,15 mm d'un côté, avec des critères de comportement au feu pour le traitement des lignes d'électroérosion.
ré. Insérer et toucher le foret
Dans des circonstances normales, le noyau du moule avant est de taille appropriée et le noyau du moule arrière conserve la quantité restante.
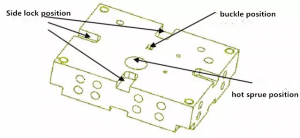
Position de verrouillage latérale
La profondeur inférieure (valeur Z) de la position de verrouillage latéral correspond à une taille standard et le programme d’usinage des bords latéraux de la position de verrouillage latéral doit être compensé pour qu’un côté permette un ajustement d’essai de 0,02 mm. La taille de la figure correspond parfaitement à l'opérateur. La tolérance est garantie unilatérale de 0,015 à 0,005 mm. À l'intérieur.
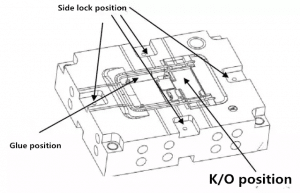
2.le post moule
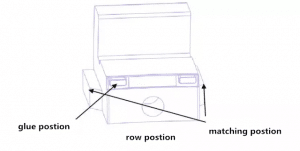
une fente
La profondeur (valeur Z) de la fente de positionnement de ligne doit être déterminée en fonction du nombre de dessins. L'opérateur doit utiliser le tableau pour mesurer en fonction de la tolérance du dessin et les deux côtés de la rainure de rangée doivent être traités en fonction de la taille du dessin. Le traitement du programme doit être compensé pour un côté et 0,02 mm. Le test est équipé d’un calibre de bloc et la tolérance est garantie entre 0,015 et 0,005 mm d’un côté.
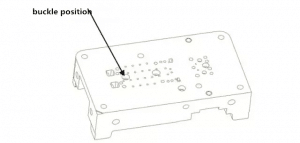
Boucle d'insertion
Le côté de la boucle de l'insert doit être conforme au nombre de dessins et la profondeur (valeur Z) du bas doit être conforme au nombre de dimensions. L’opérateur doit utiliser le calibromètre pour mesurer la tolérance à une profondeur de 0,01 mm.
Position du trou de moulage (masquant le bit CORE)
Le programmeur exécute le programme de couteau léger et doit ouvrir le côté de compensation pour laisser une marge de 0,02 mm. L'opérateur de compensation d'ouverture mesure en fonction du nombre de dessins. Le côté unique mesure entre 0,005 et 0,01 mm, ce qui est pratique pour l’assemblage.
ré. Colle taille
Toutes les tolérances de finition de la position de la colle sont de 0,02 mm (sauf exigences spéciales).
e. Insérer et toucher le foret
Dans des circonstances normales, le moule arrière doit laisser une marge supérieure à + 0,02 ~ 0 mm. La position du moule arrière avec la position de la rangée doit être déterminée en fonction de la taille de la rangée, et la position du noyau du moule après l'adaptation de la position de la rangée nécessite davantage de marge.
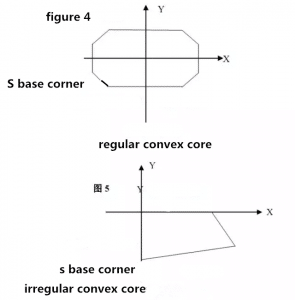
3.le moule convexe CORE
a.Lors de l'ébauche, laissez une marge de 0,5 mm d'un côté et lorsque vous insérez le cadre dans le bas pour utiliser l'usinage d'ébauche CORE, laissez 10 mm en position droite inférieure pour que l'opérateur puisse vérifier si l'ébauche est lâche et doit être trempée . Le fond CORE convexe profilé est laissé droit pendant 10 mm pour la finition après trempe.
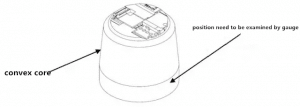
Toutes les positions de la colle sont de 0,02 mm lors de la finition (sauf exigences particulières), et la position à insérer et à pénétrer est de + 0,02 ~ 0 mm.
Finition de forme c.Convex CORE, lorsque le programmateur exécute le programme de couteaux légers, la compensation est la marge de 0,02 mm sur un côté et l'opérateur peut mesurer la tolérance d'un côté de 0 ~ à 0,005 mm en fonction du nombre de dessins.
ré. Le problème de la forme irrégulière de l'insert de moule (CORE convexe) est détaillé dans la dernière partie.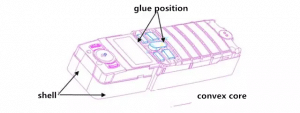
4. position de la rangée, insérer
a.Lors de la réception de la pièce, le programmateur doit mesurer les dimensions externes de la pièce pour éviter les problèmes lorsque le nombre de hits au milieu et du côté unique. Le programmeur doit discuter avec le groupe d'opérations en fonction de la forme de la pièce, en utilisant une méthode de serrage sécurisée et une méthode de sélection du nombre. Voir la dernière section pour plus de détails.
b.La position de la rangée et les noyaux des moules avant et arrière ont des positions identiques et la position de la rangée doit laisser une marge de 0,02 mm pour le FIT.
c. Toutes les positions de la colle sont de 0,02 mm d'un côté (sauf exigences particulières).
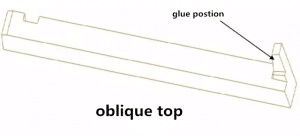
5. haut oblique
En fonction de la forme de la pièce à usiner et du groupe d'opérations, en utilisant une méthode de serrage sécurisée, le nombre de touches, toutes les positions de la colle sont de 0,02 mm d'un côté (sauf exigences particulières). S'il vous plaît ajouter le numéro public WeChat: intelligence industrielle (info robot) Ma Yun sont attentifs
6. traitement des moisissures
un moule
(1) Le mot de base (chanfreinage) sur le dessin de l’ébauche de moule doit être conforme à la référence figurant sur l’ébauche de moule. Afin d'éviter tout malentendu, le chaos d'usinage se produit et le bord de référence fait face à la direction de lui-même lors de la programmation.
(2) Le positionnement d'usinage de tous les gabarits établit les coordonnées d'usinage en mettant à zéro le trou de guidage dans l'angle de référence proche.
(3) Définition du nombre de hits Z: tous les modèles sont traités dans les deux sens. Le nombre de contacts au bas du moule est nul. Pour les pièces avec des exigences spéciales, le programmeur doit expliquer clairement avec le personnel concerné et l'indiquer clairement sur la liste des programmes. La position zéro de l'embryon de moule.
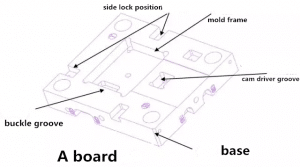
un conseil d'administration
(1) Lorsque le cadre du moule est terminé, lorsque le bas du cadre est traité, le format doit être défini en fonction du format du papier. L'opérateur CNC utilise l'étalonnage du dessin en fonction de la tolérance du dessin. La tolérance est + 0.01 ~ + 0.02mm. Le processus de finition du bord du cadre nécessite une marge de 0,02 mm pour un côté de la compensation. L'opérateur adapte le calibre de bloc en fonction de la taille du dessin. Tolérance garantie 0.02 ~ 0.01mm sur un côté.
(2) La position du verrouillage latéral est établie en fonction du bas de la taille de la figure. La jauge de bloc latéral est parfaitement adaptée et la tolérance est garantie unilatéralement à + 0,015 ~ -0,01 mm.
(3) Le fond de la gorge de l'insert doit correspondre au nombre de quasi-tailles et le côté doit être soigneusement testé avec le calibre de bloc. La tolérance est garantie entre + 0.015 ~ + 0.01mm unilatéral.
(4) La taille de la mangeoire à poulet et d'autres dimensions sont traitées conformément au plan.
conseil d'administration
(1) La finition du coffrage, le numéro de la taille standard du cadre de traitement du programme est utilisée, l'opérateur CNC utilise le tableau pour mesurer en fonction de la tolérance du dessin, la tolérance est de +0,01 0mm, la finition du bord du cadre, le programme doit ouvrir le côté de compensation 0,02 mm La marge, l’opérateur doit utiliser la jauge de bloc en fonction de la taille de la figure, de la garantie de tolérance - entre 0,02 et 0,01 mm d’un côté.
(2) La profondeur de la (valeur Z) au fond de la gorge du cadre du moule doit être traitée en fonction de la taille du dessin. L'opérateur utilise l'étalonneur en fonction de la tolérance du dessin. La tolérance est de + 0,01 à + 0,02 mm et le programme latéral doit ouvrir la feuille de compensation. Avec un ajustement d’essai de 0,02 mm, l’opérateur doit utiliser la jauge de bloc pour faire correspondre étroitement la tolérance aux unilatérales + 0,015 ~ + 0,01 mm.

d panneau de cosse:
(1) Lorsque la position de la tête fraisée à éjecteur correspond à un traitement en profondeur, la profondeur doit être de 0,02 mm de profondeur et l'opérateur utilise la carte des milliers de points pour mesurer la tolérance. La tolérance est de 0,02 à 0,01 mm. La position de la tête fraisée doit être adaptée à la taille.
(2) Les dimensions de traitement de la position d'assemblage de la base supérieure inclinée sont déterminées par le bas du panneau d'éjecteur pendant le traitement, et l'opérateur utilise le tableau de comparaison pour mesurer le nombre pendant que la taille du traitement latéral est en place.
(3) Les autres positions sont traitées en fonction de la taille de la carte 3D.
e. plaque inférieure de dé à coudre:
(1) La taille requise pour l'assemblage de l'insert, l'opérateur doit être étroitement équipé du calibre de bloc et les autres positions sont traitées en fonction de la taille du dessin 3D.
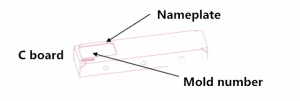
(2) Panneau C: En fonction de la taille du dessin 3D, la quasi-taille est traitée et la surface de travail et la direction de traitement sont sélectionnées par le groupe de machines à aléser dans le sens positif du code A.
(3) Plaque signalétique: Elle doit être sculptée conformément aux exigences des dessins 3D.
(4) Plaque de fixation supérieure: La taille de la position de montage est requise pour le montage. La taille de la plaque de fixation supérieure doit être traitée au bas de la plaque de fixation supérieure. L'opérateur doit utiliser le compteur pour mesurer le nombre, tandis que le traitement parallèle doit ouvrir la compensation. 0,02 mm, l’opérateur doit utiliser la jauge à aiguille pour s’assurer que le côté unique mesure +0,015 à +0,01 mm et que les autres tailles sont traitées conformément au dessin 3D.
(5) Plaque de fixation inférieure: Il y a la taille requise pour l'assemblage de l'insert. Le bas de la plaque de fixation inférieure doit être traité à la quasi-taille. Le côté doit être bien emballé avec le calibre de bloc et les autres dimensions sont traitées conformément au dessin 3D.
f.programming:
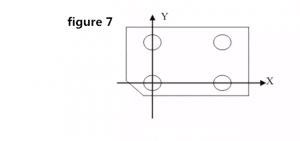
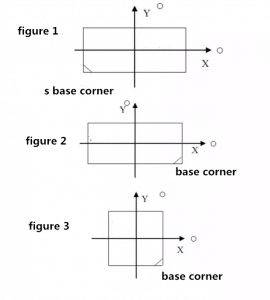
(1) Définition des coordonnées de traitement de l’acier: la référence rectangulaire est dirigée vers la personne et la référence carrée se trouve dans le coin inférieur droit. Dans un cas normal, tous les matériaux en acier sont programmés avec des points X et Y à 0, et la valeur Z est 0 en bas pour établir les coordonnées d'usinage. (Voir la définition des coordonnées d'usinage CNC et la direction de serrage, schémas standard 1, 2, 3)
(2) Le processus d'ébauche est de 0,5 mm d'un côté et il est nécessaire de tremper le haut du moule. Il est facile de serrer pendant la finition.
(3) Finition du fond du moule en évitant l’avant du moule, PL, position de la colle, etc.
(4) Position du tube de moule: La programmation de la position du tube de tous les noyaux de moule avant et arrière est de 0,01 mm.
(5) Traitement PL planaire: Le traitement du programme doit être dimensionné en fonction de la taille du dessin. L’opérateur doit utiliser la tolérance d’étalonnage du multimètre pour s’assurer qu’elle se situe entre + 0,01 et 0 mm.
(6) Le traitement PL de la surface de l’arc, le programmeur effectue la procédure de test, la liste des programmes indique le plan inférieur lisse PL et le programme de traitement du couteau léger définit la taille standard.
Lorsque les coordonnées de traitement du moule avant et arrière sont définies, la référence rectangulaire est dirigée vers la personne et la référence carrée se trouve vers le coin inférieur droit (0 dans les côtés X et Y et le bas est 0 dans le Z), comme indiqué dans Figure 1, Figure 2 et Figure 3:
Le nombre de résultats CORE convexes est illustré aux figures 4 et 5;
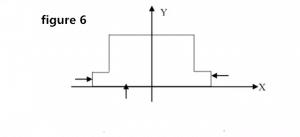
Le nombre de sièges est indiqué à la figure 6:
Le nombre de collisions de moisissures est présenté à la figure 7: