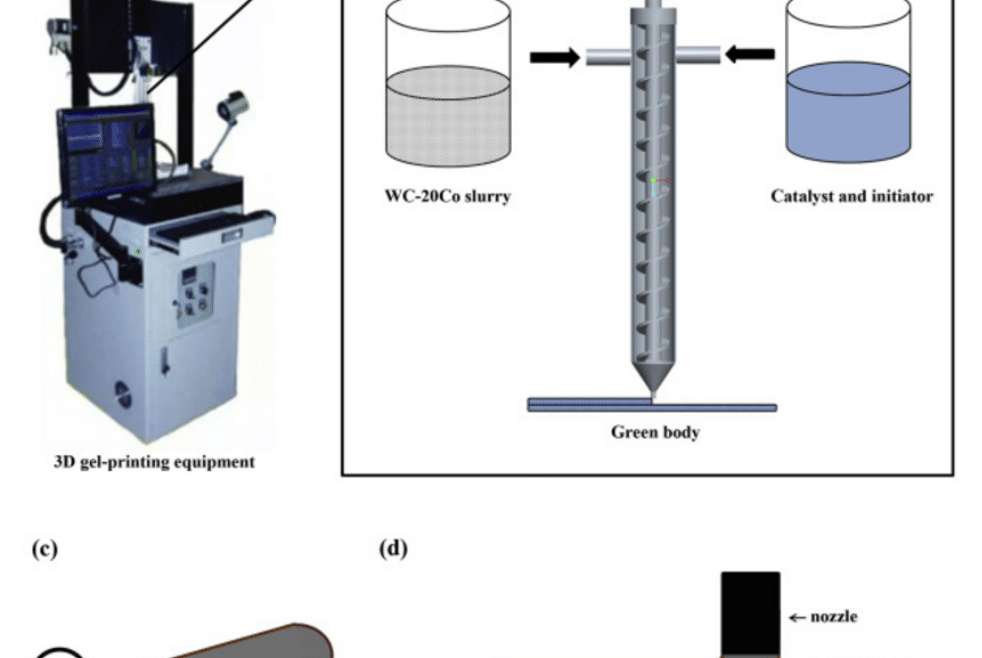
Abstract3D जेल प्रिंटिंग (3DGP) एक उपन्यास निर्माण तकनीक है जो धातु के परत को परत में जमा करके और गल कर 3 डी घटकों का निर्माण करती है। यहाँ, एक हाइड्रोक्सीथाइल मेथैक्रिलेट (HEMA) आधारित घोल में 47-56 वोल्ट% WC-20Co की ठोस लोडिंग होती है, जिसे 3DGP द्वारा सीधे बनाया गया था और फिर एक वैक्यूम ओवन में पाप किया गया था। WC-20Co slurries उपयुक्त प्रवाह और कतरनी पतले व्यवहार को प्रदर्शित करता है, जो 3DGP बनाने की प्रक्रिया के लिए फायदेमंद है। सतह खुरदरापन पर 3DGP प्रसंस्करण मापदंडों (जैसे आंतरिक व्यास को मुद्रित करने और भरने की दर) के प्रभावों और प्रिंटिंग ब्लैंक की आयामी सटीकता का अध्ययन किया गया। WC-20Co घोल के रियोलॉजिकल गुणों, sintering घनत्व, sintering घनत्व और यांत्रिक गुणों पर ठोस लोडिंग के प्रभावों का अध्ययन किया गया। परिणाम दिखाते हैं कि नमूने को उचित सटीकता और समान माइक्रोस्ट्रक्चर के साथ अच्छे आकार में मुद्रित किया जा सकता है। Sintered नमूनों में अच्छा आकार प्रतिधारण और एक समान माइक्रोस्ट्रक्चर होता है। सबसे अच्छा नमूना घनत्व, कठोरता और अनुप्रस्थ टूटना ताकत क्रमशः 13.55 ग्राम / सेमी 3, एचआरए 87.7 और 2612.8 एमपीए थी। 3DGP में जटिल-आकार वाले WC-20Co तत्वों के निकट-शुद्ध आकार देने में अद्वितीय लाभ हैं। 1. परिचय डब्ल्यूडब्ल्यूसी-सह सीमेंटेड कार्बाइड में निरंतर सह मैट्रिक्स में एम्बेडेड हार्ड डब्ल्यूसी कण होते हैं और यह सबसे महत्वपूर्ण धातु के माइक्रोफाइट्स में से एक है। अब वे व्यापक रूप से ड्रिलिंग और काटने के उपकरण के रूप में उपयोग किए जाते हैं, मुद्रांकन मर जाते हैं, भागों और अन्य विशेष भागों पहनते हैं। WC कणों की अशुद्धि के कारण, सीमेंट कार्बाइड्स को आमतौर पर पाउडर मेटैलिटी (PM) प्रक्रिया का उपयोग करके उत्पादित किया जाता है जिसमें WC-Co पाउडर कॉम्पेक्ट्स का तरल चरण सिंटरिंग होता है। उत्पाद की आकृति जटिलता गंभीर रूप से डाई संरचना द्वारा सीमित है। इसके अलावा, WC-Co हार्डमेटल्स की उच्च कठोरता और शक्ति-कठोरता गुणों के कारण, WC-Co हार्डमेटल्स को संसाधित करना मुश्किल है। जटिल आकार के कार्बाइड भागों को तैयार करने के लिए पारंपरिक तरीकों का उपयोग एक बहुत बड़ी चुनौती है। हाल के वर्षों में, निकटवर्ती आकार और जटिल भागों के निर्माण के लिए उपयुक्त एडिटिव मैन्युफैक्चरिंग (एएम) तकनीक विकसित की गई है और कई धातु सामग्री के उत्पादन के लिए लागू की गई है। स्टेनलेस स्टील, टाइटेनियम, टाइटेनियम मिश्र और एल्यूमीनियम मिश्र (SLM) के रूप में। प्रत्यक्ष धातु लेजर सिंटरिंग (डीएमएलएस), इलेक्ट्रॉन बीम पिघलने (ईबीएम), आदि विशिष्ट और मुख्यधारा प्रौद्योगिकियां हैं। लेजर इंजीनियरिंग नेटवर्क बनाने (लेंस) जटिल आकार और लगभग पूरी तरह से घने भागों का उत्पादन कर सकता है। इन एएम प्रक्रियाओं में, धातु पाउडर चुनिंदा स्तर तक परत द्वारा लेजर / इलेक्ट्रॉन बीम परत द्वारा स्तरित होता है। हालाँकि, WC-Co हार्डमेटल्स के योगात्मक निर्माण पर कुछ अध्ययन हैं। सबसे पहले, WC-Co सीमेंटेड कार्बाइड में WC कण और एक Co मैट्रिक्स सामग्री होती है, और दो सामग्रियों के पिघलने बिंदु बहुत भिन्न होते हैं। जब WC-Co पाउडर को सह के पिघलने बिंदु तक गर्म किया जाता है, WC कण ठोस अवस्था में रहते हैं; पाउडर को और गर्म किया जाता है और सह वाष्पित होने लगता है। आंशिक पिघलने से उत्पाद का घनत्व कम हो जाएगा। इस समस्या को हल करने के लिए, कुछ शोधकर्ताओं ने कुछ बाइंडरों को जोड़ने की कोशिश की, जैसे कि कम पिघलने वाले बिंदु धातु। गुजरात एट अल। Cu पाउडर और WC-10Co पाउडर को 60:40 के वजन अनुपात में मिश्रित किया गया था, और 50 मिमी × 10 मिमी × 9 मिमी के नमूने डीएमएलएस का उपयोग करके निर्मित किए गए थे। घन की बड़ी मात्रा के कारण, इस नमूने का सापेक्ष घनत्व 94.3% तक पहुंच गया। दूसरा, इन पाउडर बेड फ्यूजन प्रौद्योगिकियों का उपयोग किए गए पाउडर के लिए कुछ आवश्यकताएं हैं। एसएलएम और ईबीएम प्रक्रियाओं में, धातु पाउडर रोलर्स के माध्यम से प्रचार करते हैं, जबकि डीएमएलएस और लेंस आमतौर पर एक सिंक्रोनस पाउडर फीडिंग सिस्टम से लैस होते हैं। एक समान और पतली पाउडर परत प्राप्त करने के लिए, दोनों पाउडर फीड प्रकारों को अच्छे प्रवाह के साथ ठीक पाउडर और गोलाकार पाउडर की आवश्यकता होती है। व्यावसायिक रूप से अनियमित आकार का WC-Co पाउडर इन आवश्यकताओं को पूरा नहीं करता है। इसके अलावा, लेजर / इलेक्ट्रॉन बीम हीटिंग और कूलिंग (यानी, सिन्टरिंग प्रक्रिया) बहुत तेज है। केवल कुछ WC कण तरल चरण में विघटित हो सकते हैं। अपूर्ण सिंटरिंग से उत्पाद प्रदर्शन कम हो सकता है। अंत में, उपरोक्त तकनीकों के लिए उच्च वैक्यूम या अक्रिय गैस सुरक्षा प्रणालियों की आवश्यकता होती है, जो कि महंगे होते हैं और कोबाल्ट के विघटन और वाष्पीकरण को शामिल करते हैं। भालू एट अल। पाया कि LENS प्रक्रिया के दौरान होने वाले कार्बन नुकसान की भरपाई के लिए पाउडर फीडस्टॉक में पर्याप्त मुक्त कार्बन नहीं था। यद्यपि उपरोक्त तकनीकें कई जटिल भागों का उत्पादन कर सकती हैं, वे WC-Co हार्डमेटल्स के उत्पादन के लिए उपयुक्त नहीं हो सकते हैं। पारंपरिक तरीकों की सीमाओं और WC-Co हार्डमेटल्स के उत्पादन में उपरोक्त AM प्रौद्योगिकी की समस्याओं को हल करने के लिए, 3D जेल प्रिंटिंग (3DGP) नामक एक नई AM प्रक्रिया प्रस्तावित की गई थी। 3DGP फ्यूज्ड डिपोजिशन मॉडल (FDM) के साथ जेल इंजेक्शन मोल्डिंग को जोड़ती है और इसमें 3D मॉडल को 3D ठोस में बदलने की क्षमता होती है। चित्र 1 (ए) हमारे डिज़ाइन किए गए 3DGP डिवाइस को दिखाता है। चित्रा 1 (बी) डिवाइस के बाहर निकालना और जमाव प्रणाली का एक विस्तृत दृश्य दिखाता है। सबसे पहले, डिज़ाइन किए गए 3 डी मॉडल को 2 डी स्लाइस की एक श्रृंखला में काट दिया जाता है। कार्बनिक मोनोमर घोल में पीसा हुआ घोल फिर "स्याही" के रूप में उपयोग किया जाता है और संपीड़ित हवा के विशिष्ट दबाव में 3 डी जीपी उपकरण के स्क्रू एक्सट्रूडर से अवगत कराया जाता है। उसी समय, सर्जक और उत्प्रेरक को समान स्क्रू एक्सट्रूडर के अनुपात में वितरित किया जाता है। सामग्री को अच्छी तरह से मिलाया जाता है और एक नोजल के माध्यम से बाहर निकाला जाता है और फिर एक प्रिंटिंग प्लेटफॉर्म पर जमा किया जाता है। थोड़े समय के बाद, कार्बनिक मोनोमर्स को क्रॉसलिंक किया जाता है और ठोस पाउडर को तीन आयामी क्रॉसलिंक पॉलीमर द्वारा आयोजित किया जाता है। इस तरह, घोल परत द्वारा चुनिंदा रूप से जमा की गई परत है, जो 3 डी मॉडल के प्रत्येक पूर्व-निर्मित 2 डी स्लाइस के अनुरूप है। अंत में, एक त्रि-आयामी संरचना हरा शरीर प्राप्त किया जाता है। मुद्रण प्रक्रिया के दौरान हरे रंग के पतन से बचने के लिए, मुद्रण प्लेटफॉर्म स्थिर रहता है, और 3DGP डिवाइस का प्रिंट हेड X, Y और Z अक्षों के साथ-साथ चल सकता है, जो पारंपरिक FDM डिवाइस से अलग है। पारंपरिक एफडीएम उपकरणों के समान, नए डिवाइस में लचीले मोल्डिंग, सरल संरचना और सटीक नियंत्रण के फायदे हैं। सूखने के बाद, हरे रंग के शरीर को एक वैक्यूम या वायुमंडलीय भट्टी में विघटित और पाप किया जाता है। 3 डीजीपी के 1 योजनाबद्ध को कॉन्फ़िगर करें: (ए) 3 डी जेल-प्रिंटिंग उपकरण, (ख) एक्सट्रूज़न और डिपोजिशन सिस्टम के विस्तृत दृश्य, (सी) घोल तंतु और (d) सेरिसिन फिलामेंट का निक्षेपण। जेल कास्टिंग का उपयोग विभिन्न धातु सामग्री और सिरेमिक बनाने के लिए किया गया है, जैसे कि WC-8 wt% Co, 17-4PH स्टेनलेस स्टील, उच्च तापमान मिश्र धातु, Al2O3, SiNN4, SiC और इतने पर। । यह साबित करता है कि कार्बनिक मोनोमर समाधान में विभिन्न प्रकार के सामग्री पाउडर को काफी फैलाया और निलंबित किया जा सकता है, जिसका अर्थ है कि 3 डीजीपी में धातु, धातु मिश्र धातु, धातु मैट्रिक्स कंपोजिट और सिरेमिक सहित कई सामग्रियों को बनाने की काफी क्षमता है। जटिल कार्बाइड भागों की वर्तमान मांग लगातार बढ़ रही है। WC-20Co एक विशिष्ट सीमेंट कार्बाइड है। इस अध्ययन में, WC-20Co घोल का उपयोग एक मुद्रण योग्य स्याही के रूप में किया गया था, और WC-20Co घटक के additive विनिर्माण का 3DGP द्वारा अध्ययन किया गया था। इसका उद्देश्य WC-Co हार्ड मिश्र धातु भागों के निकट आकार देने में WC-20Co कम्पोजिट भागों के उच्च घनत्व, उच्च यांत्रिक गुणों और 3DGP की व्यवहार्यता और व्यावहारिकता का अध्ययन करना है। Preparation2.1। WC-20Co घोल तैयार करने का काम वाणिज्यिक WC पाउडर में 2.7 2.7m का औसत कण व्यास और ४६.५ particlem के औसत कण व्यास वाले सह पाउडर का उपयोग इस काम में किया गया। आंकड़े 2 (ए) और (बी) क्रमशः डब्ल्यूसी पाउडर और सीओ पाउडर की उपस्थिति दिखाते हैं। इन कच्चे माल को एक बॉल-मिलिंग मिश्रण का उपयोग करके WC के सह वजन अनुपात में 80:20 और सीमेंट वाली कार्बाइड की गेंद को 5: 1 के वजन अनुपात में WC-20Co पाउडर के साथ मिश्रित किया गया। चित्रा 2 (सी) 24 घंटे के लिए पीसने के बाद WC-20Co मिश्रित पाउडर दिखाता है। 2 पाउडर सामग्री की आकृति विज्ञान: (ए) डब्ल्यूसी पाउडर, (बी) सह पाउडर और (सी) WC-20Co समग्र पाउडर। कोबाल्ट के ऑक्सीकरण को रोकने के लिए, गैर-हाइड्रोजेल सिस्टम डिजाइन किए गए थे। टोल्यूनि और हाइड्रोक्सीथाइल मिथाइलेट (CH2 = C (CH3) COOCH2CH2OH, HEMA) को सॉल्वैंट्स और कार्बनिक मोनोमर्स के रूप में चुना गया था। तालिका 1 में WC-20Co slurries.Table के लिए प्रयुक्त जेल सिस्टम को सूचीबद्ध किया गया है। WC-20Co Slurry के लिए रासायनिक अभिकर्मक प्रणाली। बेंज़ोयल पेरोक्साइड (बीपीओ) डिमेथाइल अनिलिन (TEMED) प्रयोग में आने वाले अभिकर्मक सभी विशुद्ध रूप से शुद्ध थे। फ़र्स्ट, HEMA (मोनोमर) और N, N'- मिथाइलीन-बिसाकेलैमलाइड (क्रॉसलिंकर) को 80: 1 और 1 के वजन अनुपात में मिलाया गया फिर एक नाटक तैयार करने के लिए HEMA की मात्रा से 50% की एकाग्रता में टोल्यूनि में भंग कर दिया। मिश्रण। इसके बाद, WC-20Co पाउडर को प्रीमिक्स के घोल में फैलाकर, अलग-अलग ठोस लोडिंग के साथ तैयार किया गया। डिस्पर्सेंट सोलस्पर्स -6000 (ICI Co. USA, नॉन-टॉक्सिक) को एक निश्चित अनुपात में एक साथ जोड़ा गया था। ये WC-20Co सस्पेंशन तब एक समान घोल पाने के लिए 2 घंटे के लिए बॉल माइल किए गए थे। 3 डी जेल प्रिंटिंग प्रक्रिया। WC-20Co से अधिक गारा उपयुक्त दबाव में एक 3D जीपी डिवाइस को दिया गया था। 0.5, 0.6 और 0.7 मिमी के आंतरिक व्यास के साथ तीन नलिका का उपयोग किया जाता है। तालिका 2 3DGP प्रक्रिया की प्रिंट स्थितियों को सूचीबद्ध करती है। इन मुद्रण मापदंडों के आधार पर, बेवल कटर को एक उदाहरण के रूप में लेते हुए, 3 डीजीपी की सटीकता और सतह की स्थिति का निर्धारण करने के लिए कुछ आयताकार नमूने तैयार किए गए और उनका विश्लेषण किया गया। 3 डी जेल प्रिंटिंग प्रक्रिया के बाद, ग्रीन बॉडी को 8 घंटे के लिए 60 ° C पर वैक्यूम ओवन में सुखाया गया। सूखे हरे शरीर को 1 घंटे के लिए 700 डिग्री सेल्सियस पर घटाया गया और अंत में एक निर्वात कार्बन ट्यूब भट्ठी (वैक्यूम <2 पा) में 1360 डिग्री सेल्सियस पर 1 घंटे के लिए पाप किया गया। 2. 2 डी के लिए मुद्रण की स्थिति। मुद्रण की शर्तें मोटी प्रिंट स्पीड 1 0.50 मिमी 0.35 मिमी 28 मिमी / एस 2 0.60 मिमी 0.45 मिमी 28 मिमी / एस 3 0.70 मिमी 0.55 मिमी 28 मिमी / एस 2.3। मापने WC-20Co घोल की चिपचिपाहट 25 डिग्री सेल्सियस पर एक NDJ-79 रोटरी viscometer का उपयोग कर परीक्षण किया गया था। थर्मोग्रैविमेट्रिक विश्लेषण (टीजीए) और अंतर थर्मल विश्लेषण (डीटीए) का उपयोग कार्बनिक भार के थर्मल वजन घटाने और अपघटन कैनेटीक्स का अध्ययन करने के लिए किया गया था जब उच्च शुद्धता वाले आर्गन प्रवाह के तहत हीटिंग की दर 10 डिग्री सेल्सियस / मिनट थी। आर्किमिडीज के सिद्धांत का उपयोग हरित घनत्व और पापी घनत्व को मापने के लिए किया गया था। लेजर स्कैनिंग कन्फोकल माइक्रोस्कोप का उपयोग 3 डीजीपी ग्रीन बॉडी की सतह खुरदरापन, उपस्थिति और क्रॉस-अनुभागीय आकारिकी का निरीक्षण करने के लिए किया गया था। WC-20Co पाउडर की उपस्थिति और इलेक्ट्रॉन माइक्रोस्कोपी को स्कैन करके हरे और sintered नमूनों की microstructure मनाया गया। एक हीरे की शंकु और 60 किलो भार के साथ रॉकवेल कठोरता परीक्षक का उपयोग करके पाप किए गए नमूनों की कठोरता का परीक्षण किया गया था। 5 मिमी x 5 मिमी x 35 मिमी में काटे गए sintered नमूनों का झुकने परीक्षण इलेक्ट्रॉनिक सार्वभौमिक परीक्षण मशीन द्वारा 10 मिमी / मिनट की लोडिंग दर पर आयोजित किया गया था। रिपोर्ट किए गए डेटा का प्रत्येक सेट 3 से 5 नमूनों से प्राप्त विशेषताओं पर आधारित है ।3। परिणाम और चर्चा ३। WC-20Co स्लरी की Rheological Behaviour and Gelation Process। घोल की गुणवत्ता दो प्रमुख कारकों पर निर्भर करती है: ठोस लोडिंग और चिपचिपाहट। अंजीर। 3 WC-20Co घोल की चिपचिपाहट पर ठोस लोडिंग के प्रभाव को 20 एस s1 की कतरनी दर पर दिखाता है। ठोस लोडिंग के साथ घोल की चिपचिपाहट बढ़ जाती है। जेल इंजेक्शन मोल्डिंग (आमतौर पर <1 Pa · s) की चिपचिपाहट आवश्यकताओं के विपरीत, उच्च चिपचिपापन (जिसका अर्थ है उच्च ठोस सामग्री) 3DGP प्रक्रिया में उपयोग किया जा सकता है। 3DGP पेस्ट को एक सांचे से भरने की आवश्यकता नहीं है, लेकिन केवल एक निश्चित डिग्री की तरलता (आमतौर पर <3 Pa · s) की आवश्यकता होती है, ताकि इसे नोजल के माध्यम से बाहर निकाला जा सके। हालांकि, अत्यधिक चिपचिपाहट WC-20Co पेस्ट के बाहर निकलने में बाधा हो सकती है। उदाहरण के लिए, 59 वॉल्यूम% के ठोस पदार्थ के साथ घोल को बाहर निकालना बहुत चिपचिपा है। इस अध्ययन में, चार अलग-अलग सॉलिड-लोडेड WC-20Co स्लेरीज़ को सीधे 3DGP: 47, 50, 53 और 56 वॉल्यूम% से प्रिंट किया गया। कॉन्फ़िगर 3. WC-20Co पेस्ट की चिपचिपाहट पर ठोस लोडिंग का प्रभाव। इसके अलावा, WC -20Co घोल, स्यूडोप्लास्टिक द्रव गुणों को प्रदर्शित करता है। जैसा कि चित्र 4 में दिखाया गया है, जैसा कि कतरनी दर में वृद्धि होती है, WC-20Co घोल की चिपचिपाहट काफी कम हो जाती है, जो कतरनी के पतले व्यवहार को दर्शाता है। यह इंगित करता है कि WC-20Co घोल हवा के दबाव और आंदोलन के कारण उच्च कतरनी दरों पर बह सकता है, और एक छोटे व्यास नोजल के माध्यम से एक विशिष्ट दबाव में बाहर निकाला जा सकता है। एक बार जब घोल को बाहर निकाल दिया जाता है और कतरनी बल गायब हो जाता है, घोल का तंतु जमने से पहले कम निष्क्रिय समय के दौरान फैलने के बजाय अपना आकार बनाए रखता है। यह शीयर थिनिंग विशेषता 3DGP प्रक्रिया में WC-20Co स्लेरीज़ के एक्सट्रूज़न और चित्रण के लिए बहुत अनुकूल है। कॉन्फ़िगर 4. WC-20Co स्लरी के लिए स्पष्ट चिपचिपाहट और कतरनी दर के बीच संबंध। उत्प्रेरक उत्प्रेरक के अतिरिक्त के बीच एक निष्क्रिय समय है। (TEMED) और सर्जक बेंज़ोयल पेरोक्साइड (BPO) और जेल की शुरुआत (क्रॉसलिंक पॉलिमर)। खाली समय का अनुकूलन 3DGP का एक प्रमुख बिंदु है। सही निष्क्रिय समय में, एक्सट्रूज़न सिस्टम के पेंच WC-20Co घोल, उत्प्रेरक और सर्जक को जोरदार रूप से हिला सकते हैं, और यह सुनिश्चित कर सकते हैं कि एचईएमए मोनोमर का क्रॉसलिंमिंग पोलीमराइजेशन तेजी से बाहर निकालने और घोल के जमाव के बाद होता है। अगली परत को प्रिंट करने से पहले, घोल की पिछली परत में पर्याप्त ताकत होनी चाहिए ताकि हरा शरीर अपने आकार को बनाए रख सके और अपने वजन का सामना कर सके। एचईएमए का क्रॉस-लिंकिंग पोलीमराइजेशन एक एक्सोथर्मिक प्रतिक्रिया है, इसलिए निष्क्रिय समय निर्धारित करने में मदद करने के लिए थर्मामीटर वाले कस्टम उपकरणों का उपयोग किया जाता है। हमारे पिछले काम में, हमें उत्प्रेरक TEMED की प्रतिक्रिया दर पर एक महत्वपूर्ण प्रभाव मिला, TEMED एकाग्रता 10 मिमीोल / एल क्रॉसलिंकिंग प्रतिक्रिया तब होती है जब स्थिरता होती है। उत्प्रेरक के उल्लेखनीय प्रभाव के विपरीत, सर्जक की एकाग्रता को समायोजित करके निष्क्रिय समय और पोलीमराइजेशन दर को अनुकूलित करना अधिक सुविधाजनक है। एक बार WC-20Co घोल में जोड़े जाने पर, सर्जक BPO मुक्त कणों में विघटित हो जाता है, पॉलीमर प्रतिक्रिया को सफलतापूर्वक आरंभ करता है। चित्रा 5 मात्रा द्वारा 56% के ठोस सामग्री के साथ WC-20Co घोल के मृत समय पर सर्जक एकाग्रता का प्रभाव दिखाता है। परिणाम बताते हैं कि WC-20Co घोल का जेल नियंत्रणीय है। सर्जक एकाग्रता में वृद्धि के साथ निष्क्रिय समय घटता है। जब सर्जक एकाग्रता 40 mmol / L है, निष्क्रिय समय> 20 मिनट है। हालाँकि, जैसे ही सर्जक सांद्रता 70 mmol / L तक बढ़ गई, निष्क्रिय समय लगभग 5 मिनट तक कम हो गया। जब एकाग्रता 100 mmol / L से अधिक हो जाती है, तो प्रभाव का न्यूनतम निष्क्रिय समय। इसी तरह के पैटर्न विभिन्न ठोस सामग्री के साथ स्लेरीज़ पर लागू होते हैं। दोहराया खुराक के परिणामों के अनुसार इष्टतम खुराक के सर्जक (90 mmol / L) प्रस्तुत किया। इस इष्टतम अनलोड अवधि (लगभग 2 मिनट) के दौरान, WC-20Co घोल को स्क्रू एक्सट्रूडर में एक निश्चित मात्रा में उत्प्रेरक और सर्जक के साथ मिलाया गया और फिर एक नोजल के माध्यम से बाहर निकाला गया और अंत में 20 सेकंड में ठीक किया गया। 5 WC-20Co Slurry3.2 के खाली समय पर पहलक एकाग्रता का प्रभाव। ग्रीन बॉडी का अभिलक्षण WC-20Co घोल को पारंपरिक नोजल के माध्यम से बाहर निकाला गया था और बारस प्रभाव (एक्सट्रूस्ड एक्सपेंशन) के कारण, स्लरी फिलामेंट का व्यास नोजल के भीतरी व्यास से थोड़ा बड़ा था। जैसा कि अंजीर में दिखाया गया है। 1 (सी), स्लरी के फिलामेंट को प्रिंटिंग प्लेटफॉर्म पर जमा करने के बाद, इसका अपना गुरुत्वाकर्षण, रियोलॉजिकल गुण और नोजल के साथ मामूली संपर्क अर्ध-अण्डाकार हो जाएगा, जैसा कि चित्र 1 (ग) में दिखाया गया है। निष्क्रिय समय को नियंत्रित करके, मुद्रण पेस्ट को जल्दी से ठीक किया जा सकता है और अगली परत को बाहर निकालने से पहले पर्याप्त रूप से मजबूत किया जा सकता है। चित्रा 1 (डी) 3 डीजीपी बयान प्रक्रिया की एक योजनाबद्ध है। WC-20Co घोल तंतु क्रॉस-स्टैक्ड होते हैं और अगली परत पिछली परत के शून्य स्थान को भर देगी। उपरोक्त बारस प्रभाव के कारण, सही भरने की दर का चयन करना आवश्यक है। भराव दर का प्रभाव चित्र 6 में दिखाया गया है। तीन अलग-अलग भराव दर के नमूने 0.7 मिमी नोजल और 56 वोल्ट% ठोस के साथ WC-20Co पेस्ट के साथ मुद्रित किए गए थे। जब भरने की दर 100% होती है, तो WC-20Co घोल ढेर, विकृत हो जाएगा, और फिर उत्पाद के आकार को नुकसान पहुंचाएगा। दूसरी ओर, जैसा कि अंजीर में दिखाया गया जाली संरचना में दिखाया गया है। 6 (ए), कम भरने की दर हरे शरीर के कम घनत्व में परिणाम देती है। 92% की भरने की दर के साथ, हरे शरीर का गठन अच्छी तरह से हुआ। उपयुक्त भराव दर का चयन घोल और नोजल के आकार के रियोलॉजिकल गुणों के आधार पर किया जाता है। अलग-अलग भराव दरों के साथ 6 ग्रीन नमूने कॉन्फ़िगर करें: (ए) 84%, (बी) 92% और (सी) 100%। आंतरिक व्यास। नोजल जमा परत की मोटाई को प्रभावित करता है और अंततः हरे शरीर की सतह खुरदरापन और आयामी सटीकता को निर्धारित करता है। इसे समझने के लिए, कई व्यास 3DGP द्वारा अलग-अलग व्यास के नलिका और WC-20Co घोल का उपयोग कर 56 वोल्ट% ठोस लोडिंग के साथ किए गए थे। 3DGP की सटीकता से गणना करने के लिए उनकी परत की मोटाई, सतह की खुरदरापन, आकार और आकार को मापा गया। मुद्रित नमूनों की परत की मोटाई और सतह खुरदरापन का अध्ययन confocal लेज़र स्कैनिंग माइक्रोस्कोपी द्वारा किया गया था। अंजीर। 7 एक ग्रीन बॉडी का एक साइड व्यू है जो 3 डीजीपी द्वारा 0.5, 0.6 और 0.7 मिमी के आंतरिक व्यास के साथ तीन नोजल का उपयोग करके प्राप्त किया जाता है। यह इंगित करता है कि घोल तंतु परतों के बीच अच्छे संबंध के साथ, समय में अपने आकार और इलाज को बनाए रखते हैं। तालिका 3 परत मोटाई, सतह खुरदरापन और मुद्रित हरे शरीर के आयामों को दर्शाती है। मापा परत मोटाई (0.355 मिमी, 0.447 मिमी और 0.552 मिमी, क्रमशः) के परिणाम तालिका 2 में दिखाए गए 3 डीजीपी की सेटिंग्स के अनुरूप हैं। जैसे-जैसे नोजल का व्यास बढ़ता है, मुद्रित नमूने की सतह खुरदरापन बढ़ जाती है। जब एक आयताकार समानांतर चतुर्भुज नमूना 0.5 मिमी के एक आंतरिक व्यास के साथ एक नोजल का उपयोग करके मुद्रित किया गया था, तो 8.13 μ 0.6 माइक्रोन का एक सतह खुरदरापन (रा) प्राप्त किया गया था। जब नोजल के भीतरी व्यास को 0.7 मिमी तक बढ़ा दिया गया था, तो नमूने की सतह खुरदरापन (आरए) 19.98 .9 0.9 माइक्रोन जितनी अधिक थी। जैसा कि तालिका 3 से देखा जा सकता है, ये सभी मुद्रित रिक्त त्रि-आयामी मॉडल की तुलना में थोड़े बड़े हैं, लेकिन सुखाने की प्रक्रिया के दौरान थोड़ा छोटे हैं और इसलिए मॉडल के करीब हैं। चित्रा 8 एक सूखे आयताकार नमूने को दिखाता है जो 0.5 मिमी नोजल और एक WC-20Co घोल का उपयोग कर 56 वोल्ट% ठोस लोडिंग के साथ मुद्रित करता है। जैसा कि चित्र 8 (बी) में दिखाया गया है, 3DGP-bulit नमूने की सतह में कोई स्पष्ट छिद्र, स्प्लिंटर्स और वॉरपेज दोष नहीं थे। क्यूबॉइड नमूने की सतह पर लाइन प्रिंट के निशान अभी भी दिखाई देते हैं। परिणाम बताते हैं कि 3DGP डिवाइस में अच्छी बनाने की क्षमता है, और नमूनों को तैयार करने के लिए ठीक नोजल के उपयोग से निचली सतह की खुरदरापन और उच्च आयामी सटीकता होती है। चित्रा 8 (ई) एक कम बढ़ाई हरी सूखी नमूना का एक क्रॉस-सेक्शन दिखाता है। हरे रंग के नमूने के अंदर प्रिंट परत और लाइनों के बीच कोई इंटरफ़ेस नहीं है। यद्यपि WC-Co पेस्ट एक-एक परत द्वारा परत द्वारा मुद्रित किया जाता है, पेस्ट का गीला और फैलाना गुण अच्छे हैं, और भरने की दर उपयुक्त है, ताकि तार और परत में उत्कृष्ट आसंजन हो। इसके अलावा, एचईएमए के क्रॉस-लिंकिंग पॉलीमराइजेशन अभी भी छपाई और सुखाने के चरणों और तारों और परतों के तंग संबंध के दौरान इन इंटरफेस पर होता है। एसईएम छवि (छवि 8 (एफ)) से, यह देखा जा सकता है कि हरे रंग के नमूने में एक समान माइक्रोस्ट्रक्चर है और डब्ल्यूसी-सह कणों को समान रूप से वितरित किया जाता है। इसके अलावा, कणों को जेल बहुलक द्वारा कसकर कवर किया जाता है और जगह में तय किया जाता है। 7 को कॉन्फ़िगर करें: 3 डीजीपी द्वारा गठित अलग-अलग नलिका के हरे शरीर की सतह की सतह की उपस्थिति और परत की मोटाई: 0.5 मिमी नोजल, (बी) 0.6 मिमी नोजल, और (सी) 0.7 मिमी नोक। टेबल 3. परत मोटाई, सतह खुरदरापन, और मुद्रित हरे शरीर के आयाम, और सूखे हरे शरीर के आयाम। (3D मॉडल 40 मिमी × 20 मिमी × 20 मिमी है।) अंजीर। 8. क्यूबॉयड नमूना को 3DGP द्वारा 56 मिमी% के ठोस लोडिंग के साथ 0.5 मिमी नोजल और WC-20Co घोल का उपयोग करके मुद्रित किया गया है: (ए) तीन-आयामी मॉडल, (बी) सूखे हरे शरीर, (सी) sintered नमूना, (ई) कम बढ़ाई के तहत सूखे हरे शरीर के पार अनुभाग, और (f) सूखे हरे शरीर के microstructures। समेकित लोडिंग हरे शरीर के घनत्व को प्रभावित करती है। जैसा कि FIG में दिखाया गया है। 9, जब एक उचित नोजल का चयन किया जाता है और एक उचित भरने की दर का चयन किया जाता है, तो घोल के ठोस भार के बढ़ने के साथ ही हरे रंग का घनत्व बढ़ जाता है। 56 वोल्ट% के ठोस लोड पर, हरे रंग का घनत्व 7.85 ग्राम / सेमी 3 था। उच्च ठोस सामग्री के उपयोग से स्लेरीज़ उच्च घनत्व वाले हरे रंग के कॉम्पैक्ट के उत्पादन को सुविधाजनक बनाता है और सुखाने और सिंटरिंग के दौरान संकोचन को कम करता है, जो उच्च घनत्व वाले समरूप और अत्यधिक सटीक पाप वाले भागों की उपलब्धि की सुविधा देता है। उचित चिपचिपाहट के आधार में, जितना संभव हो सके ठोस भार को बढ़ाना आवश्यक है। 9. 9. अलग-अलग WC-20Co ठोस भार के साथ 3D GP नमूनों का घनत्व और पाप घनत्व घनत्व ।3.3। Sintered नमूना। 3DGP प्रक्रिया कार्बनिक मोनोमर बाइंडरों और एफडीएम के सीटू पोलीमराइजेशन पर आधारित है। सिंटरिंग से पहले, हरे जेल बहुलक (कार्बनिक बांधने की मशीन) को विघटित करना चाहिए और जला देना चाहिए। कार्बनिक बाँधने के थर्मल अपघटन कैनेटीक्स की जांच करने के लिए, 56%% ठोस पर WC-20Co घोल का उपयोग करके मुद्रित हरे नमूनों को TG और DTA द्वारा 10 ° C / मिनट की ताप दर पर बहने वाले आर्गन वातावरण में परीक्षण किया गया। । जैसा कि चित्र 10 में दिखाया गया है, हरे रंग का नमूना टोल्यूनि के वाष्पीकरण के कारण एंडोथर्मिक है और कम तापमान (<100 ° C) पर हल्का हो जाता है। डीटीए वक्र लगभग 450 डिग्री सेल्सियस पर एक मजबूत एक्सोथर्म दर्शाता है। एक्सोथर्मिक चोटी के अनुरूप, हरा शरीर 300 डिग्री सेल्सियस और 500 डिग्री सेल्सियस के बीच एक महत्वपूर्ण वजन घटाने को दर्शाता है। जब 600 ° C तक गर्म किया जाता है, तो हरा नमूना 3.08 wt% खो जाता है। गणना से, सूखे हरे नमूने की जैविक सामग्री वजन द्वारा 3.02% थी। जब तापमान 600 ° C से अधिक होता है, तो हरे शरीर का वजन शायद ही बदलता है। परिणाम बताते हैं कि लगभग 600 डिग्री सेल्सियस तक गर्म होने के बाद हरे पॉलिमर जेल पूरी तरह से जल गए। ऑर्गेनिक बाइंडरों की कम सामग्री के कारण, 3DGP मुद्रित हरे नमूनों में केवल थर्मल डीजनिंग की आवश्यकता होती है। 3DGP बड़े आकार के घटक बना सकता है। भट्ठी के तापमान के अंतराल पर विचार करने के लिए एक घंटे के लिए WC-20Co नमूना 700 ° C पर निरस्त किया गया था। FIG में। 8 (सी), यह स्पष्ट रूप से देखा जा सकता है कि 3 डीजीपी-निर्मित नमूना का संकोचन सिंटरिंग के दौरान एक समान है। Sintered नमूना बिना वार किए अपना आकार बनाए रखता है और सतह पर कोई दोष नहीं होता है। कॉन्फ़िगर करें। 10 ° C / मिनट की हीटिंग दर के साथ एक 3DGP नमूने का DTA वक्र और TG वक्र। ठोस लोडिंग बढ़ता है, sintered घनत्व 3DGP का नमूना बढ़ता है। एफआईजी में घनत्व डेटा की तरह। 9, 56 वोल्ट की लोडिंग वाले एक WC-20Co घोल का उपयोग करके मुद्रित किया गया नमूना।% ने अधिकतम घनत्व 13.55 g / cm3 दिखाया, जो सैद्धांतिक घनत्व का 99.93% तक पहुंच गया। हालाँकि, जब ठोस भार मात्रा के हिसाब से 47% तक कम हो गया था, तो पापी घनत्व केवल 12.01 ग्राम / सेमी 3 (सैद्धांतिक घनत्व का 88.58%) था। ठोस लोडिंग का प्रभाव भी sintered नमूना के microstructure में परिलक्षित होता है। वॉल्यूम द्वारा 56% तक के ठोस भार पर, एसईएम छवि (चित्र 11 (ए)) पूर्ण सघनता के साथ एक सघन नमूना दिखाती है, जिसमें कोई दरार या विचलन नहीं देखा गया है। जब ठोस सामग्री कम होती है, तो दूसरे शब्दों में, विलायक सामग्री और कार्बनिक बांधने की सामग्री उच्च होती है, विलायक का वाष्पीकरण और कार्बनिक बांधने की मशीन के बाहर जलने से कई voids हो जाते हैं, जो सेंसिंग घनत्व में बाधा उत्पन्न करते हैं। अंजीर। 11 (बी) से पता चलता है कि जब WC-20Co घोल की ठोस लोडिंग को मात्रा से 53% तक कम कर दिया जाता है, तो पापी नमूने में कुछ छोटे छेद होते हैं। FIG में बड़ी संख्या में voids देखे जा सकते हैं। 11 (c) एक WC-20Co घोल का उपयोग करके छपे हुए नमूने के माइक्रोस्ट्रक्चर को मात्रा द्वारा 50% के ठोस लोड के साथ दिखाता है। जैसा कि FIG में दिखाया गया है। 11 (डी), अधिक से अधिक छेद दिखाई देते हैं क्योंकि ठोस भार और कम हो जाता है। विलायक और कार्बनिक बाइंडर द्वारा छोड़े गए छिद्रों को भरने के लिए degreasing और sintering के दौरान पर्याप्त तरल चरण नहीं है। यह कम घनत्व और WC-20Co पेस्ट के उपयोग से छपे नमूनों में बड़ी संख्या में voids 47% की मात्रा के साथ लोड हो रहा है। कॉन्फ़िगर 11. (ए) 56 वॉल्यूम%, (बी) 53 वॉल्यूम%, (सी) 50 वोल्ट%, और (डी) 47%% WC-20Co घोल एक 3 जीजीपी मुद्रित SEM छवि के माध्यम से एक sintered नमूना है। चित्रा 12 WC-20Co घोल ठोस लोडिंग के एक समारोह के रूप में sintered नमूनों की कठोरता में परिवर्तन दिखाता है। मात्रा के हिसाब से 47% के लोडिंग पर, कठोरता (HRA) केवल 84.5 है। कम ठोस सामग्री के परिणामस्वरूप कम सघन घनत्व (उच्च छिद्र) होता है, जो नमूना के यांत्रिक गुणों को काफी कम कर देता है। जैसे ही ठोस लोडिंग बढ़ता है, कठोरता काफी बढ़ जाती है। WC-20Co घोल का उपयोग करके मुद्रित नमूनों में 56 वोल्ट% ठोस लोडिंग होती है, जिसमें 87.7 का अधिकतम कठोरता (HRA) होता है। कॉन्फ़िगर 12. विभिन्न WC-20Co ठोस भार के साथ sintered नमूनों के कठोरता मान। अनुप्रस्थ टूटने की शक्ति के साथ इसी तरह की स्थिति पापी नमूने का। जैसा कि चित्र 13 में दिखाया गया है, बढ़ते हुए लोडिंग के साथ नमूने की फ्लेक्सुरल ताकत में वृद्धि देखी गई। नमूने की फ्रैक्चर उपस्थिति और माइक्रोस्ट्रक्चर (चित्र 14) ने भी इसकी पुष्टि की। जैसा कि FIGS में दिखाया गया है। 14 (बी), (सी) और (डी), नमूना में झुकने की शक्ति बहुत कम थी, और कई छेद 53%, 50% और 47% मात्रा के कम ठोस भार के कारण थे। छिद्रों की उपस्थिति के बावजूद, यह देखा जा सकता है कि डब्ल्यूसी कणों को समान रूप से वितरित किया जाता है और कोई असामान्य वृद्धि नहीं होती है। उच्च WC-20Co सामग्री (56 वोल्ट%) के घोल से बने नमूने में 2612.8 MPa की अनुप्रस्थ टूटने की शक्ति थी। 13. अलग-अलग WC-20Co ठोस भार के साथ sintered नमूनों की झुकती ताकत। कॉन्फ़िगर करें WC-20Co नमूनों के फ्रैक्चर पैटर्न अलग-अलग ठोस भार के साथ स्लेरीज़ का उपयोग करके मुद्रित: (ए) 56 वॉल्यूम%, (बी) 53 वॉल्यूम%, (सी) 50 वॉल्यूम%, और (डी) 47 वॉल्यूम%। कॉन्फ़िगर 15 एक मैटर कटर (व्यास 52 मिमी) से पता चलता है 3DGP और 1360 ° C पर पाप किया गया। समान रूप से सिकुड़ता है। इसलिए, बेवल मिलिंग का आकार अच्छा है। 3DGP मुद्रित नमूनों के यांत्रिक गुण पारंपरिक प्रिंटिंग प्रेस और सिंटरिंग तकनीकों के साथ बने नमूनों के यांत्रिक गुणों के समान हैं। 3DGP नेट बनाने की प्रक्रिया के पास एक उन्नत है जो बिना मोल्ड (फ्री फॉर्मिंग) के जटिल आकार बना सकता है। मुद्रित पंक्तियों को एक beveled सतह पर देखा जा सकता है। 3DGP द्वारा बनाए गए पुर्जों को पॉलिश करने और उपयोग से पहले समाप्त करने की आवश्यकता होती है। 3DGP की मोल्डिंग गति अभी भी बहुत धीमी है। बेवल मिलिंग को प्रिंट करने में 2 घंटे 46 मिनट लगते हैं। एक गैर-मोल्डिंग प्रक्रिया के रूप में, 3DGP जटिल आकृतियों की सीमाओं को पार करता है और प्रक्रिया के प्रवाह को सरल करता है। प्रौद्योगिकी और उपकरणों के विकास के साथ, सटीकता और गठन की गति धीरे-धीरे बढ़ेगी। 3DGP WC-Co हार्डमेटल कंपोनेंट्स के नेट शेपिंग के लिए एक नई विधि प्रदान करता है। कॉन्फ़िगर 15. 3DGP.4 द्वारा मुद्रित बेवल कटर। निष्कर्ष: कंपोजिट WC-20Co घटक को 3 डी जेल प्रिंटिंग नामक एक नई एएम प्रक्रिया द्वारा सफलतापूर्वक शुद्ध आकार में निर्मित किया गया, जो चुनिंदा रूप से WC-20Co स्लरी लेयर को जमा करता है। निम्नलिखित निष्कर्ष निकाले जा सकते हैं: (1) अनियमित रूप से आकार वाले WC-20Co कम्पोजिट पाउडर और टोल्यूनि-हेमा जेल सिस्टम का उपयोग करके उपयुक्त रियोलॉजिकल गुणों वाले स्लेरी तैयार किए जा सकते हैं। शीयर थिनिंग बिहेवियर और नियंत्रित गेलिंग रिएक्शन WC-20Co स्लेरी को 3DGP प्रोसेस के लिए उपयुक्त बनाते हैं। (2) 3DGP का इस्तेमाल कॉम्प्लेक्स ग्रीन बॉडी बनाने के लिए किया जा सकता है। ठीक नोक का उपयोग 3DGP की गठन सटीकता में सुधार करने और नमूना की सतह खुरदरापन को कम करने में मदद करता है। पैकिंग दर को घोल और नोजल के आकार के आधार पर चुना जाना चाहिए। मुद्रित नमूने का आकार अच्छा है और इसकी सतह खुरदरापन 8.13 m 0.6 माइक्रोन है। ग्रीनवेयर की कम बांधने वाली सामग्री 3DGP को बड़े आकार के घटक बनाने में सक्षम बनाती है। (3) WC-20Co घोल की ठोस लोडिंग को बढ़ाने से घोल चिपचिपापन, हरे रंग का घनत्व, sintered घनत्व, और sintered नमूना के यांत्रिक गुणों में सुधार होता है। 56 वोल्ट% WC-20Co घोल का उपयोग करके छपे हुए पापी नमूने का घनत्व 13.55 ग्राम / सेमी 3 (99.93% सैद्धांतिक घनत्व), 87.7 (एचआरए) की कठोरता और 2612.8 सेंटीमीटर की लचीली ताकत है। इसके अलावा, माइक्रोस्ट्रक्चर ठीक और एक समान WC अनाज के साथ एक समान है। संदर्भ: Xin yue Zhang, Zhi, meng Guo, Cun guang Chen, Wei wei Yang.Additive विनिर्माण WC-20Co घटकों के साथ 3D जेल-प्रिंटिंग। दुर्दम्य धातु और कठोर सामग्री के अंतर्राष्ट्रीय जर्नल, वॉल्यूम 70, जनवरी 2018, पृष्ठ 215-223
स्रोत: मेयौ कार्बाइड