ग्रे आयरन की 1.Processing विशेषताओं
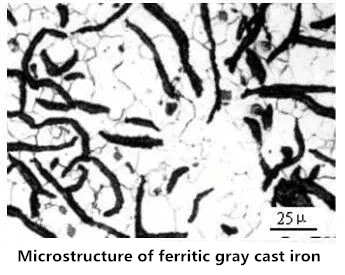
ग्रे कास्ट आयरन में भंगुरता और कम तन्यता ताकत की विशेषताएं हैं (कच्चा लोहा संरचना को ग्रेफाइट छिद्रों से भरा लौह-कार्बन मिश्र धातु संरचना माना जा सकता है। फ्लेक ग्रेफाइट की उपस्थिति से ढलवां लोहे की लचीलापन और कठोरता कम हो जाती है) और एक विशिष्ट भंगुर पदार्थ है ।
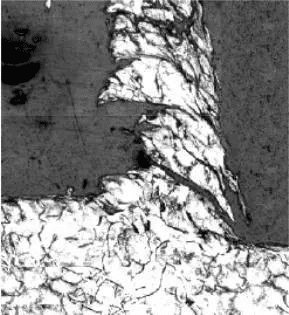
ग्रे कास्ट आयरन में परतदार ग्रेफाइट की ग्रेफाइट गुहा संरचना तेज किनारों के साथ दरारें बनाना आसान है। काटने के दौरान, उपकरण के काटने के बल की कार्रवाई के तहत, दरार न्यूनतम प्रतिरोध की दिशा में विकसित होती है, जिसके परिणामस्वरूप चिप चिप जाती है और फ्रैक्चर होती है। इसलिए, ग्रे कास्ट आयरन काटने की प्रक्रिया के दौरान टूटने वाले चिपिंग चिप्स बनाता है। इसी समय, उपकरण ग्रे कास्ट आयरन के प्रसंस्करण के दौरान रुक-रुक कर काम करने की स्थिति में है। जब बेस बॉडी में ग्रेफाइट काटा जाता है, तो टूल निष्क्रिय अवस्था में होता है, और मेटल कट जाता है। बेस बॉडी के मामले में, टूल की कटिंग एक्शन होती है, और टूल लगातार कट-ऑफ करता है और कट-आउट होता है, जिससे अत्याधुनिक के पास टूल की हाई-फ्रीक्वेंसी पुलिंग और कंप्रेसिव स्ट्रेस साइकल बनती है। अल्टरनेटिंग लोड टूल की सतह की परत को थकान का कारण बनता है और काटने के किनारे पर मामूली चिपिंग का कारण बनता है, उपकरण के काटने के प्रदर्शन को कम करता है।
काटने की प्रक्रिया के दौरान, कट ग्रे कच्चा लोहा संरचना अक्सर अनियमित रूप से टूट जाती है, जिससे काटने के बल में एक अस्थिर परिवर्तन और काटने के किनारे पर एक बड़ा प्रभाव पड़ता है। जब ग्रे कास्ट आयरन काट दिया जाता है, तो ठेठ चिपिंग चिप्स उत्पन्न होते हैं। चिप का विरूपण गुणांक छोटा है, और चिप की संपर्क लंबाई बेहद कम है, ताकि काटने के बल और काटने की गर्मी काटने के किनारे के एक छोटे से क्षेत्र में केंद्रित हो, और उपकरण में थर्मल शॉक वियर हो।
कटी हुई मलबे और कटर से उत्पन्न कार्बाइड के धब्बों को गिराने से जब ग्रे कास्ट आयरन काटते हैं, तो अक्सर वर्कपीस की सतह और बैक ब्लेड को पीसने का कारण बनता है, जिसके परिणामस्वरूप फ्लैंक वीबी अपघर्षक होता है; काटने का तापमान स्पष्ट रूप से बढ़ जाता है जब एक बार फ्लैंक चेहरा पहना जाता है, तो ठीक छिल और छिल आसानी से चिपकी इंटरफ़ेस में प्रवेश करता है। उच्च तापमान और उच्च दबाव के तहत, चिप में लोहे का तत्व और उपकरण की सतह और उपकरण की सतह एक अनंत प्रतिस्थापन ठोस समाधान बनाते हैं, जिसके परिणामस्वरूप प्रसार पहनते हैं, जबकि चिप नरम और उपकरण की सतह का पालन करता है। पहनने की सतह आसंजन की एक समान परत बनाती है जिसके परिणामस्वरूप बंधन पहनते हैं। एक बार जब काटने के उपकरण की धार खराब हो जाती है या छिल जाती है, तो कटिंग बल में तेजी से वृद्धि होती है, वर्कपीस की सतह की गुणवत्ता में काफी कमी आई है, और किनारे टूटने या ढहने का खतरा है, जो ढहना आसान है;
2. मुख्य काटने कोणों का प्रभाव
मुख्य काटने के कोणों की 90 डिग्री रेडियल वर्कपीस सामग्री के पतले हिस्से में रेडियल बल का परिचय देगी;
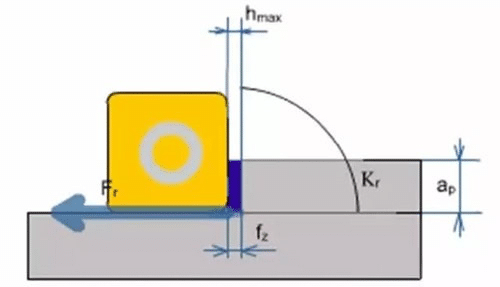
मुख्य कटिंग कोणों का 45 डिग्री व्यापक आधार द्वारा समर्थित सामग्री को बल निर्देशित करेगा;
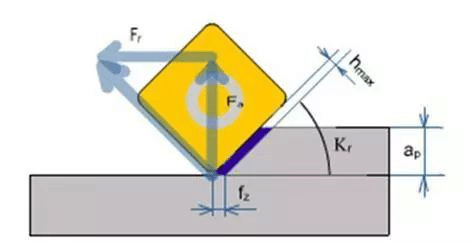
अंतराल और गड़गड़ाहट तब होती है जब फ़ीड बल भौतिक ताकत से अधिक हो जाता है। कच्चा लोहा जैसे भंगुर पदार्थ में अंतराल होता है, जबकि अधिक कठिन वर्कपीस सामग्री में गड़गड़ाहट होती है। अधिक कठिन वर्कपीस सामग्री में अक्सर गड़गड़ाहट होती है। यह वर्कपीस सामग्री के कठिन हिस्से को फ़ीड बल को निर्देशित करता है। यह वर्कपीस निक्स या बर्स के गठन को कम या समाप्त करता है।
3. अलग-अलग अत्याधुनिक खांचे का निर्माण
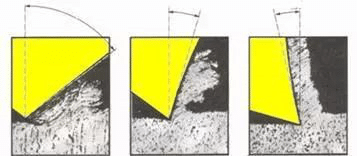
एक तेज ग्रूव्ड ब्लेड का उपयोग प्रभावी रूप से काटने की शक्ति को कम कर सकता है और चिपिंग की घटना को कम कर सकता है। इस समय, fz ब्लेड की औसत चिप मोटाई द्वारा सीमित है। अच्छी ताकत के साथ एक ब्लेड प्रकार चुनने की कोशिश करें लेकिन तेज धार (हल्के खांचे के आकार में कटौती, बड़े सामने के कोण, तेज लेकिन मजबूत ताकत ब्लेड प्रकार (छोटे ब्लेड की चौड़ाई टी), खुर के दौरान, अगर काम करने की स्थिति में जब यह स्थिर नहीं है, जब बड़े fz (0.2 से अधिक) का उपयोग किया जाता है, छिलने की घटना बढ़ जाएगी, खासकर जब उपकरण वर्कपीस को काटता है और काटता है। ब्लेड 0.3 से अधिक पहनने के बाद, यह घटना भी समान हो जाएगी।
4. विभिन्न सामग्रियों का प्रभाव
शारीरिक वाष्प जमाव (PVD), कोटिंग अनुप्रयोग पतले होते हैं और अपेक्षाकृत तेज किनारों के लिए उपयुक्त होते हैं। कोटिंग में चिकनाई बढ़ जाती है और उपकरण और वर्कपीस के बीच उत्पन्न कटिंग बलों को कम करने में मदद मिलती है, जिससे काटने अपेक्षाकृत हल्का हो जाता है। विशेष रूप से परिष्करण के दौरान किनारे के पतन की घटना के लिए, एक महान सुधार होगा।
5. अन्य कारक
वर्तमान मशीनिंग बाजार में, कच्चा लोहा सामग्री के प्रसंस्करण के लिए, वास्तविक प्रसंस्करण परिणामों से, नमनीय लोहे की सामग्री (मुख्य रूप से बर्र्स) (क्यूटी 450 से नीचे) का उपकरण जीवन ग्रे आयरन (मुख्य रूप से वर्कपीस चिपिंग) की तुलना में बेहतर है। वर्कपीस चिपिंग और बर्स उपकरण परिवर्तन में एक बड़े कारक का नेतृत्व करते हैं। 45 डिग्री लीड कोण के अलावा हम अक्सर उपयोग करते हैं, तेज-नाली प्रकार के ब्लेड का उपयोग किया जाता है, जो प्रत्येक दाँत के लिए अपेक्षाकृत छोटा होता है। यह स्वयं वर्कपीस की क्लैम्पिंग कठोरता को भी मजबूत करता है (कमजोर भागों में सहायक समर्थन जोड़कर), और उपकरण की स्थिति को भी बदल सकता है।