हम ध्यान केंद्रित करते हैं
उच्च कुशल मोड़

सीएनसी मोड़ क्या है?
वर्कपीस घूमता है, और मोड़ उपकरण विमान में रैखिक या घुमावदार आंदोलन काटने का कार्य करता है। टर्निंग को आमतौर पर वर्कपीस के आंतरिक और बाहरी गोल घुमाव को मशीन करने के लिए एक खराद पर किया जाता है। बेलनाकार सतहों, अंत सतहों, शंक्वाकार सतहों, सतहों के गठन, और धागे को मोड़ना।
आंतरिक और बाहरी बेलनाकार सतहों को मोड़ते समय, मोड़ टूल वर्कपीस के रोटेशन के अक्ष के समानांतर एक दिशा में चलता है। जब एक अंतिम चेहरा मुड़ते हैं या एक वर्कपीस काटते हैं, तो मोड़ टूल क्षैतिज रूप से एक दिशा में बढ़ता है जो वर्कपीस के रोटेशन के अक्ष के लंबवत होता है। यदि मोड़ उपकरण का प्रक्षेपवक्र वर्कपीस के रोटेशन के अक्ष पर तिरछा कोण पर है, तो शंक्वाकार सतह को मशीनी किया जा सकता है। गठन रोटरी सतहों को चालू करने से टूल टूल या टूल टिप ट्रैजेक्टरी विधि का उपयोग किया जा सकता है। मोड़ के दौरान, मास्टरपीस के रूप में कार्य करने के लिए मशीन टूल के धुरी द्वारा वर्कपीस को घुमाया जाता है; उपकरण धारक पर आयोजित टर्निंग टूल का उपयोग फीड मोशन के लिए किया जाता है। काटने की गति v घूर्णन वर्कपीस और खराद के बीच संपर्क बिंदु पर रैखिक गति (एम / मिनट) है। काटने की गहराई वर्कपीस की सतह और प्रत्येक काटने के स्ट्रोक में मशीनी सतह के बीच ऊर्ध्वाधर दूरी (मिलीमीटर में) है। कटिंग और गठन मोड़, टर्निंग टूल और फीडपीस के वर्कपीस लंबवत के बीच संपर्क (मिलीमीटर में) की लंबाई है। फ़ीड राशि टर्निंग टूल की फीड दिशा में विस्थापन (मिमी / रेव) की मात्रा को इंगित करती है जब वर्कपीस एक क्रांति को घुमाता है, और इसे टर्निंग टूल (मिमी / मिनट) के प्रति मिनट फ़ीड के संदर्भ में भी व्यक्त किया जा सकता है। । उच्च गति वाले स्टील के खराद को साधारण स्टील से मोड़ने के साथ, कटिंग की गति आम तौर पर 25 ~ 60 मीटर / मिनट होती है, 80 ~ 200 मीटर / मिनट तक कार्बाइड मोड़ उपकरण; लेपित कार्बाइड मोड़ उपकरण के साथ, अधिकतम काटने की गति 300 मीटर / मिनट या अधिक तक।
टर्निंग को आमतौर पर रफ एंड फाइन कारों (सेमी-फिनिश कारों सहित) में विभाजित किया जाता है। किसी न किसी वाहन की कतरनी गति को कम किए बिना मोड़ दक्षता में सुधार करने का प्रयास करता है, कट की एक बड़ी गहराई और एक बड़ी फीड दर का उपयोग करता है, लेकिन मशीनिंग सटीकता केवल IT11 तक पहुंच सकती है, और सतह का खुरदरापन Rα20 से 10 माइक्रोन है; अर्द्ध-परिष्करण और परिष्करण मोड़ जितना संभव हो उतना उच्च गति और छोटे फ़ीड और काटने की गहराई का उपयोग करें। मशीनिंग सटीकता IT10 ~ 7 तक पहुंच सकती है, और सतह खुरदरापन Rα10 ~ 0.16 माइक्रोन है। उच्च परिशुद्धता वाले गैर-लौह धातु भागों को उच्च परिशुद्धता वाले लेथ पर इस्तेमाल करने वाले उच्च परिशुद्धता परिशुद्धता वाले आईटी 7 से 5 की मशीनिंग सटीकता और Rα0.04 से 0.01 माइक्रोन की सतह खुरदरापन प्राप्त कर सकते हैं। इस मोड़ को "मिरर टर्निंग" कहा जाता है। यदि हीरे को मोड़ने वाले उपकरण के कटिंग किनारे पर 0.1 से 0.2 माइक्रोन का अवतल या उत्तल आकार बनाया जाता है, तो मोड़ की सतह पर अनियमितताओं और धारियों का बहुत ही महीन पैटर्न होगा, जो प्रकाश के विवर्तन के तहत साटन जैसी चमक दें। एक सजावटी सतह के रूप में, इस मोड़ को "चमकदार मोड़" कहा जाता है।
टर्निंग के दौरान, यदि टर्निंग टूल को एक ही समय में घुमाया जाता है, तो टर्निंग टूल को उसी दिशा में घुमाया जाता है, जब संबंधित रोटेशन की गति (टूल रोटेशन की गति आम तौर पर वर्कपीस के रोटेशन की गति के कई गुना) और रिश्तेदार के साथ होती है। टर्निंग टूल और वर्कपीस की गति को बदला और संसाधित किया जा सकता है। बहुभुज (त्रिकोण, वर्ग, प्रिज्म, हेक्सागोन्स, आदि) के साथ वर्कपीस। यदि उपकरण अनुदैर्ध्य रूप से खिलाया जाता है, तो एक आवधिक रेडियल घूमकर गति उपकरण धारक को वर्कपीस की प्रत्येक क्रांति के सापेक्ष प्रदान की जाती है, और कैम या अन्य गैर-परिपत्र क्रॉस सेक्शन की सतह को मशीनी किया जा सकता है। एक दांत मोड़ने वाले खराद पर, कुछ मल्टी-टूथ टूल्स (जैसे कि फॉर्म कटर और एक गियर हॉब) के फ्लैंक चेहरे को समान कार्य सिद्धांत के अनुसार बनाया जा सकता है, जिसे "फावड़ा बैक" कहा जाता है।
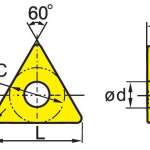 $32.60 - $76.22अभी खरीदें
$32.60 - $76.22अभी खरीदेंTNMG
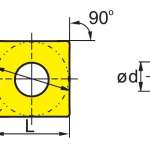 $25.07 - $75.22अभी खरीदें
$25.07 - $75.22अभी खरीदेंSNMG
 $25.07 - $75.22अभी खरीदें
$25.07 - $75.22अभी खरीदेंCNMG
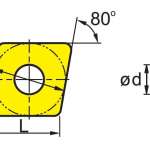
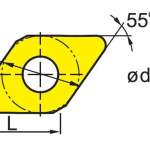 $35.10 - $40.12अभी खरीदें
$35.10 - $40.12अभी खरीदेंDNMG