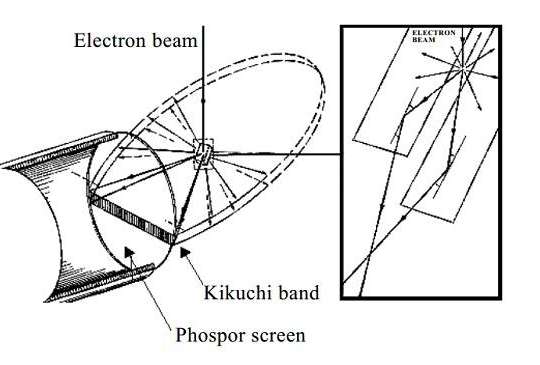
1. लेजर वेल्डिंग लेज़र वेल्डिंग: लेजर विकिरण को संसाधित सतह, लेजर प्रसार के माध्यम से सतह के ताप को आंतरिक प्रसार में, लेजर पल्स की चौड़ाई, ऊर्जा, शिखर शक्ति और पुनरावृत्ति आवृत्ति और अन्य लेजर मापदंडों को नियंत्रित करके, ताकि वर्कपीस पिघल जाए। एक विशिष्ट पूल का निर्माण। लेजर वेल्डिंग का उपयोग निरंतर या स्पंदित लेजर बीम को प्राप्त करने के लिए किया जा सकता है, लेजर वेल्डिंग के सिद्धांत को गर्मी चालन वेल्डिंग और लेजर डीप वेल्डिंग में विभाजित किया जा सकता है। गर्मी प्रवाहकत्त्व वेल्डिंग के लिए 10 ~ 10 डब्ल्यू / सेमी से कम की शक्ति घनत्व, इस बार प्रवेश की गहराई, वेल्डिंग गति धीमी है; 10 ~ 10W / सेमी से अधिक बिजली घनत्व, अवतल की गर्मी के तहत धातु की सतह एक "छेद" में एक गहरी वेल्डिंग, वेल्डिंग गति, बड़ी विशेषताओं का गहराई अनुपात बनाने के लिए। लेजर वेल्डिंग प्रौद्योगिकी व्यापक रूप से मोटर वाहन, जहाज में ले जाया जाता है , विमान, हाई-स्पीड रेल और अन्य उच्च-सटीक विनिर्माण क्षेत्रों में, लोगों के जीवन की गुणवत्ता में एक महत्वपूर्ण उन्नयन लाया गया है, यह घरेलू उपकरण उद्योग को सीको युग में ले जाने के लिए है। वास्तव में वोक्सवैगन में 42 मीटर की सहज वेल्डिंग तकनीक बनाने के लिए , समग्र शरीर और स्थिरता में सुधार करते हुए, उपकरण अग्रणी उद्यमों हायर समूह ने वाशिंग मशीन के उत्पादन में उपयोग की जाने वाली एक भव्य लेजर वेल्डिंग प्रौद्योगिकी का शुभारंभ किया, उन्नत लेजर तकनीक हो सकती है। लोगों के जीवन में महान परिवर्तन आए हैं। लेजर कम्पोजिट वेल्डिंग लेज़र समग्र वेल्डिंग है सबसे अच्छा वेल्डिंग प्रभाव, तेजी और वेल्ड बाईपास क्षमता प्राप्त करने के लिए लेजर बीम वेल्डिंग और मिग वेल्डिंग तकनीक का एक संयोजन, सबसे अधिक वेल्डिंग वेल्डिंग है ओडीएस। लेज़र कम्पोजिट वेल्डिंग के फायदे इस प्रकार हैं: तेज, छोटे थर्मल विकृति, छोटे ताप प्रभावित क्षेत्र, और यह सुनिश्चित करने के लिए कि वेल्ड मेटल स्ट्रक्चर और मैकेनिकल प्रॉपर्टीज। ऑटोमोटिव शीट स्ट्रक्चर वेल्डिंग के अलावा लेजर कम्पोजिट वेल्डिंग, लेकिन कई अन्य अनुप्रयोगों के लिए भी। । जैसे कि कंक्रीट पंप और मोबाइल क्रेन गर्डर्स के उत्पादन के लिए इस तकनीक के अनुप्रयोग, जिन्हें संसाधित करने के लिए उच्च शक्ति वाले स्टील्स की आवश्यकता होती है, और पारंपरिक तकनीकें अन्य सहायक प्रक्रियाओं जैसे कि प्रीहेटिंग की आवश्यकता के कारण बढ़ी हुई लागत का परिणाम देती हैं। इसके अलावा, प्रौद्योगिकी को रेल वाहनों और पारंपरिक इस्पात संरचनाओं (जैसे पुल, ईंधन टैंक आदि) के निर्माण के लिए भी लागू किया जा सकता है। 3. घर्षण हलचल वेल्डिंग वेल्डिंग हलचल हलचल वेल्डिंग के रूप में घर्षण गर्मी और प्लास्टिक विरूपण गर्मी का उपयोग होता है। गर्मी स्रोत। घर्षण हलचल वेल्डिंग प्रक्रिया को सिलेंडर या अन्य आकार (जैसे एक थ्रेडेड सिलेंडर) के माध्यम से वेल्डिंग वर्कपीस सामग्री घर्षण के साथ इसे बनाने के लिए वेल्डिंग सिर के उच्च गति रोटेशन के माध्यम से, वर्कपीस के संयुक्त द्वारा किया जाता है। ताकि कनेक्शन की सामग्री का तापमान नरम हो जाए। घर्षण घर्षण वेल्डिंग। वेल्डिंग प्रक्रिया में, वर्कपीस को पीछे के पैड पर सख्ती से तय किया जाना चाहिए, वेल्डिंग सिर को उच्च गति पर घुमाया जाता है, और वर्कपीस के जोड़ को वर्कपीस के सापेक्ष स्थानांतरित किया जाता है। वर्कपीस। वेल्डिंग सिर का फैला हुआ खंड घर्षण और सरगर्मी के लिए सामग्री के इंटीरियर में फैली हुई है। वेल्डिंग सिर के कंधे को वर्कपीस की सतह के खिलाफ रगड़ा जाता है और प्लास्टिक राज्य सामग्री के अतिप्रवाह को रोकने के लिए उपयोग किया जाता है, और यह सतह ऑक्साइड फिल्म को भी हटा सकता है। वेल्ड के अंत में घर्षण की जांच करके एक कीहोल छोड़ रहा है समाप्त। आमतौर पर कीहोल को काट दिया जा सकता है, आप जीवित रहने के लिए सील की गई अन्य वेल्डिंग विधियों का भी उपयोग कर सकते हैं। घर्षण हलचल वेल्डिंग धातु, मिट्टी के पात्र, प्लास्टिक और इतने पर जैसे भिन्न सामग्री वेल्डिंग को प्राप्त कर सकती है। घर्षण हलचल वेल्डिंग वेल्डिंग उच्च गुणवत्ता, दोष का उत्पादन करने के लिए आसान, मशीनीकरण, स्वचालन, गुणवत्ता और कम लागत दक्षता प्राप्त करने के लिए आसान है ।4। इलेक्ट्रॉन बीम वेल्डिंग एलेक्ट्रॉन बीम वेल्डिंग, वेल्डिंग विधि द्वारा उत्पन्न ऊष्मा या गैर-वैक्यूम वेल्डिंग में त्वरित और केंद्रित इलेक्ट्रॉन बीम बमबारी का उपयोग होता है। एलेस्ट्रॉन बीम वेल्डिंग का व्यापक रूप से एयरोस्पेस, परमाणु ऊर्जा, राष्ट्रीय रक्षा जैसे कई उद्योगों में उपयोग किया जाता है। और सैन्य, ऑटोमोबाइल और इलेक्ट्रिकल और इलेक्ट्रिकल इंस्ट्रूमेंटेशन क्योंकि इसके फायदे जैसे कोई वेल्डिंग रॉड, आसान ऑक्सीकरण, अच्छी प्रक्रिया प्रजनन और छोटे थर्मल विरूपण। इलेक्ट्राॅन बीम वेल्डिंग काम करने वाले सिद्धांत एमीटर (कैथोड) में इलेक्ट्रॉन बंदूक से बचने के लिए। वोल्टेज में तेजी लाने की क्रिया, इलेक्ट्रॉन एक निश्चित गतिज ऊर्जा के साथ प्रकाश की गति 0.3 से 0.7 गुना तक तेज होती है। और फिर इलेक्ट्रोस्टैटिक लेंस और इलेक्ट्रोमैग्नेटिक लेंस की भूमिका में इलेक्ट्रॉन बंदूक द्वारा, इलेक्ट्रॉन बीम प्रवाह के उच्च घनत्व की अभिसरण सफलता दर। यह इलेक्ट्रॉन बीम वर्कपीस की सतह पर लगाता है, और इलेक्ट्रॉनों की गतिज ऊर्जा धातु को पिघलाने और वाष्पित करने के लिए गर्मी में बदल जाती है। उच्च दबाव वाले धातु के वाष्प में, वर्कपीस की सतह जल्दी से एक छोटे छेद से "ड्रिल" होती है, जिसे "कीहोल" के रूप में भी जाना जाता है, इलेक्ट्रॉन बीम और वर्कपीस के सापेक्ष आंदोलन के साथ, छेद के चारों ओर तरल धातु प्रवाह के साथ बहती है , और एक वेल्ड बनाने के लिए ठंडा किया जाता है। इलेक्ट्रॉन बीम वेल्डिंगइलेक्ट्रॉन बीम घुसना करने की क्षमता, उच्च शक्ति घनत्व, वेल्ड पहलू अनुपात, 50: 1 तक, सामग्री बनाने की एक बड़ी मोटाई, 300 मिमी की अधिकतम वेल्डिंग मोटाई प्राप्त कर सकते हैं। वेल्डिंग पहुंच, वेल्डिंग गति, आम तौर पर 1 मीटर / मिनट से अधिक, गर्मी प्रभावित क्षेत्र छोटा है, वेल्डिंग विरूपण छोटा है, उच्च परिशुद्धता वेल्डिंग संरचना है। इलेक्ट्रॉन बीम ऊर्जा को समायोजित किया जा सकता है, धातु की मोटाई को पतली से 0.05 मिमी से मोटे से 300 मिमी तक वेल्ड किया जा सकता है, नाली नहीं खोलना, एक वेल्डिंग बनाने, जो अन्य वेल्डिंग विधियों को प्राप्त नहीं किया जा सकता है। इलेक्ट्रॉन बीम वेल्डिंग के लिए उपयोग की जा सकने वाली सामग्रियों की श्रेणी बड़ी है, विशेष रूप से प्रतिक्रियाशील धातु, दुर्दम्य धातु और उच्च गुणवत्ता वाली वर्कपीस वेल्डिंग के लिए। 5। बाहरी धातु वेल्डिंगUltrasonic धातु वेल्डिंग यांत्रिक कंपन ऊर्जा की अल्ट्रासोनिक आवृत्ति का उपयोग है, उसी से जुड़ा हुआ है धातु की तरह या विदारक धातुओं की एक विशेष विधि। अल्ट्रासोनिक वेल्डिंग में धातु, न तो वर्कपीस को वर्तमान भेजने के लिए, न ही उच्च तापमान ताप स्रोत के लिए वर्कपीस के लिए, लेकिन स्थैतिक दबाव के तहत, घर्षण कार्य, विरूपण ऊर्जा और सीमित तापमान वृद्धि के काम में फ्रेम कंपन ऊर्जा। जोड़ों के बीच धातुकर्म बंधन एक ठोस राज्य वेल्डिंग है जहां आधार सामग्री पिघलती नहीं है। यह छप और ऑक्सीकरण और अन्य घटनाओं द्वारा उत्पन्न प्रतिरोध वेल्डिंग को प्रभावी ढंग से पार कर सकती है, अल्ट्रासोनिक धातु वेल्डिंग मशीन तांबा, चांदी, एल्यूमीनियम, निकल और अन्य गैर कर सकती है। एकल धातु वेल्डिंग, बहु बिंदु वेल्डिंग और लघु आकार वेल्डिंग के लिए -ferrous धातु रेशा या शीट सामग्री। SCR तार में व्यापक रूप से इस्तेमाल किया जा सकता है, फ्यूज चिप, बिजली के लीड, लिथियम बैटरी पोल टुकड़े, वेल्डिंग के कान। उच्च आवृत्ति कंपन लहर का उपयोग कर धातु धातु वेल्डिंग का उपयोग धातु की सतह को वेल्डेड किया जा सकता है, दबाव के मामले में, ताकि दो धातु सतहों के संलयन के बीच आणविक परत के गठन के बीच घर्षण। बाहरी धातु वेल्डिंग तेजी से, ऊर्जा की बचत, उच्च संलयन शक्ति, अच्छा चालकता, कोई चिंगारी, ठंड प्रसंस्करण के करीब की विशेषता है; नुकसान यह है कि वेल्डिंग धातु के हिस्से बहुत मोटे नहीं हो सकते हैं (आम तौर पर 5 मिमी से कम या बराबर), मिलाप बिट बहुत बड़ा नहीं हो सकता है, दबाव 6 की आवश्यकता है। फ्लैश बट वेल्डिंग। फ्लैश बट वेल्डिंग का सिद्धांत धातु के संपर्क के दोनों सिरों को बनाने के लिए वेल्डिंग मशीन का उपयोग करना है, उच्च धारा के कम वोल्टेज के माध्यम से, जब तक कि धातु को एक निश्चित तापमान नरम करने के लिए गरम नहीं किया जाता है, अक्षीय दबाव अपक्षय का गठन बट वेल्डिंग जोड़ों। दो वेल्ड क्लैंप इलेक्ट्रोड द्वारा स्पर्श नहीं किए जाते हैं और बिजली की आपूर्ति से जुड़े होते हैं, चल स्थिरता को स्थानांतरित करते हैं, जो गर्म होता है प्रकाश संपर्क के अंत के दो टुकड़े, हीटिंग के गठन के कारण संपर्क बिंदु लिक्विड मेटल ब्लास्टिंग, जेट स्पार्क्स फ्लैश, कंटीन्यूअस मूविंग मूवेबल फिचर, सतत फ्लैश, हीटिंग के दोनों सिरों पर वेल्डिंग के टुकड़े, एक निश्चित तापमान तक, वर्कपीस साइड की एक्सट्रूज़न, वेल्डिंग पावर को काटकर, एक साथ मजबूती से वेल्डेड। संपर्क बिंदु फ्लैश बनाने के लिए प्रतिरोध हीटिंग वेल्डिंग जोड़ों का उपयोग, धातु के वेल्ड अंत को पिघलाने, वेल्डिंग को पूरा करने के लिए शीर्ष बल का तेजी से आवेदन। स्टील फ़्लैश बट वेल्डिंग को मजबूत करना डॉकिंग फॉर्म में दो बार की स्थापना है, गर्मी प्रतिरोध द्वारा उत्पन्न दो स्टील संपर्क बिंदु के माध्यम से वेल्डिंग करंट का उपयोग, धातु के पिघलने का संपर्क बिंदु, जिसके परिणामस्वरूप एक मजबूत छप, फ्लैश का निर्माण, साथ में जलन, गंध का पता लगाने, अणु की रिहाई, तेजी से आवेदन वेल्डिंग विधि को पूरा करने के लिए फोर्जिंग बल।
स्रोत: मेयौ कार्बाइड