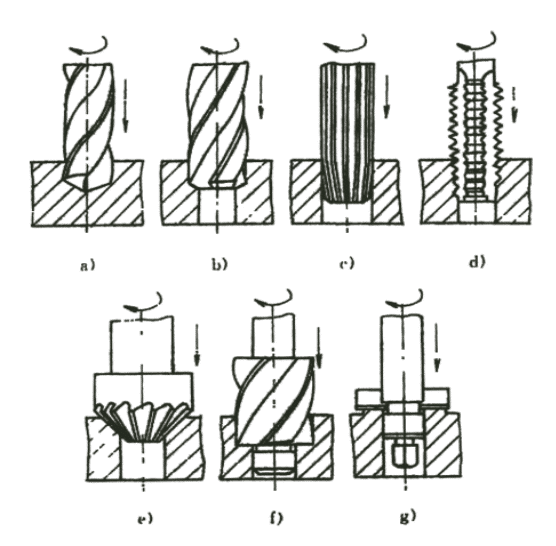
ड्रिलिंग मशीन मशीनिंग आंतरिक छेद के लिए एक मशीन उपकरण है। इसका उपयोग ठोस पदार्थों में छेद करने के लिए किया जाता है। यह मुख्य रूप से जटिल आकार और बिना सममित घुमाव वाली कुल्हाड़ियों के बिना मशीनिंग वर्कपीस के लिए उपयोग किया जाता है, जैसे कि लीवर, कवर, बक्से और फ़्रेम जैसे भागों पर एकल छेद। होल प्रणाली। ड्रिलिंग किसी न किसी मशीनिंग है। ड्रिलिंग की प्रक्रिया विशेषताएँ (1) जब ड्रिल बिट को अर्ध-बंद अवस्था में काटा जाता है, तो काटने की मात्रा बड़ी होती है, और चिप को हटाना मुश्किल होता है। (2) घर्षण गंभीर होता है, और अधिक उत्पन्न करता है। ऊष्मा और ऊष्मा का अपव्यय कठिन बना देता है। (3) उच्च गति और उच्च कटिंग तापमान के कारण बिट गंभीर रूप से खराब हो जाता है। (4) निचोड़ गंभीर होता है, काटने के लिए आवश्यक बल बड़ा होता है, और छेद के सख्त होने पर ठंडा काम करना आसान होता है दीवार। (5) ड्रिल बिट पतली और ओवरहैंगिंग है, और प्रसंस्करण के दौरान झुकना और कंपन करना आसान है। (6) ड्रिलिंग सटीकता कम है, आयामी सटीकता IT13 से IT10 है, और सतह खुरदरापन रा 12.5 से 6.3 माइक्रोन है। · काटने की प्रक्रिया रेंज ड्रिलिंग प्रक्रिया की एक विस्तृत श्रृंखला है। ड्रिलिंग मशीन पर ड्रिलिंग सेंटर के छेद, ड्रिलिंग, रीमिंग, रीमिंग, टैपिंग, बोरिंग और बोरिंग एंड फेस को पूरा करने के लिए विभिन्न उपकरणों का उपयोग किया जा सकता है, जैसा कि चित्र में दिखाया गया है। ड्रिलिंग मशीन पर ड्रिलिंग सटीकता कम है, लेकिन उच्च परिशुद्धता (IT6 ~ IT8, सतह खुरदरापन 1.6-0.4μm) के साथ छेद भी ड्रिलिंग- reaming-- reaming छेद द्वारा किया जा सकता है। फिक्सेशन का उपयोग होल सिस्टम को स्थिति की आवश्यकताओं के साथ करने के लिए किया जा सकता है। ड्रिल प्रेस पर मशीनिंग के दौरान, वर्कपीस को ठीक किया जाता है और घूर्णन (मुख्य गति) करते समय उपकरण अक्षीय दिशा (फ़ीड गति) में चला जाता है। ड्रिलिंग मशीन। ड्रिलिंग के मुख्य प्रकार। मशीनें हैं: बेंच ड्रिलिंग मशीन, वर्टिकल ड्रिलिंग मशीन, रेडियल ड्रिलिंग मशीन, मिलिंग और ड्रिलिंग मशीन और सेंटर होल ड्रिलिंग मशीन। ड्रिल प्रेस का मुख्य पैरामीटर आम तौर पर अधिकतम बोर व्यास है। ऊर्ध्वाधर ड्रिलिंग मशीन ड्रिलिंग मशीन में व्यापक रूप से उपयोग किया जाता है। यह विशेषता है कि धुरी धुरी लंबवत रूप से व्यवस्थित है और स्थिति तय हो गई है। वर्कपीस की स्थिति को समायोजित करने की आवश्यकता है ताकि मशीनी छेद की केंद्र रेखा उपकरण के रोटेशन सेंटर लाइन के साथ गठबंधन हो। फ़ीड गति के लिए अक्षीय दिशा में चलते समय उपकरण के रोटेशन द्वारा मुख्य गति प्राप्त की जाती है। इसलिए, ऊर्ध्वाधर ड्रिलिंग मशीन संचालित करने के लिए असुविधाजनक है और उत्पादकता अधिक नहीं है। एकल-टुकड़ा छोटे बैच उत्पादन में छोटे और मध्यम आकार के भागों के प्रसंस्करण के लिए उपयुक्त। • ऊर्ध्वाधर ड्रिलिंग मशीन का ट्रांसमिशन सिद्धांत। मुख्य गति: एकल-गति मोटर गियर स्टेपिंग गति परिवर्तन तंत्र द्वारा संचालित होती है; मुख्य शाफ्ट के रोटेशन की दिशा मोटर के आगे और रिवर्स रोटेशन द्वारा बदल दी जाती है। फ़ेड मूवमेंट: स्पिंडल को स्पिंडल आवास में स्पिंडल आस्तीन के साथ रैखिक रूप से चलता है। धुरी के अक्षीय आंदोलन की मात्रा को धुरी की क्रांति प्रति धुरी के अक्षीय आंदोलन की मात्रा द्वारा व्यक्त किया जाता है। दूसरा, बेंच ड्रिल। बेंच ड्रिलिंग मशीन को बेंच ड्रिल के रूप में संदर्भित किया जाता है। यह अनिवार्य रूप से मशीनिंग छोटे छेद के लिए एक ऊर्ध्वाधर ड्रिलिंग मशीन है। संरचना सरल और कॉम्पैक्ट, लचीली और सुविधाजनक है, और छोटे भागों पर छोटे छेद प्रसंस्करण के लिए उपयुक्त है। बोरहोल का व्यास आम तौर पर 15 मिमी से कम है। बड़ी मात्रा और द्रव्यमान के साथ रेडियल ड्रिलिंग मशीन, वर्कफ़्रेम के लिए, ऊर्ध्वाधर ड्रिलिंग मशीन पर प्रक्रिया करना बहुत असुविधाजनक है। इस समय, रेडियल ड्रिलिंग मशीन का उपयोग प्रसंस्करण के लिए किया जा सकता है। हेडस्टॉक को बाद में रॉकस्टार आर्म पर गाइड रेल के साथ समायोजित किया जा सकता है। घुमाव की भुजा को स्तंभ की बेलनाकार सतह के साथ समायोजित किया जा सकता है और स्तंभ के चारों ओर घुमाया जा सकता है। मशीनिंग के दौरान, वर्कपीस को ठीक किया जाता है, और स्पिंडल की स्थिति को समायोजित किया जाता है ताकि केंद्र को सटीक स्थिति बनाए रखने के लिए छेद के केंद्र के साथ गठबंधन किया जा सके। रेडियल ड्रिलिंग मशीनें व्यापक और मध्यम आकार के भागों को संसाधित करने के लिए एकल और मध्यम और छोटे बैच उत्पादन में व्यापक रूप से उपयोग की जाती हैं। यदि आप किसी भी दिशा में और किसी भी दिशा में छेद करना चाहते हैं, तो आप एक सार्वभौमिक रेडियल ड्रिलिंग मशीन का उपयोग कर सकते हैं। मशीन धुरी को अंतरिक्ष में एक विशिष्ट अक्ष के चारों ओर घुमाया जा सकता है। मशीन के शीर्ष पर एक उठाने वाली अंगूठी भी होती है जिसे किसी भी स्थिति में लटका दिया जा सकता है। इसलिए, यह एकल और छोटे बैच उत्पादन में बड़े और मध्यम आकार के वर्कपीस के प्रसंस्करण के लिए उपयुक्त है। टूल टूलविस्ट ड्रिल (1) ट्विस्ट ड्रिल 1 की संरचना। ट्विस्ट ड्रिल में तीन भाग होते हैं: वर्किंग पार्ट, नेक और हैंडल। (1) वर्किंग पार्ट: ट्विस्ट ड्रिल के वर्किंग पार्ट में दो सर्पिल खांचे होते हैं, और इसका आकार ट्विस्ट के आकार के समान होता है। यह ड्रिल बिट का मुख्य हिस्सा है और इसमें एक काटने वाला हिस्सा और एक मार्गदर्शक हिस्सा होता है। (2) हैंडल: हैंडल ड्रिल बिट का क्लैम्पिंग हिस्सा होता है, जिसका उपयोग मशीन टूल से जुड़ने और टॉर्क और एक्सियल को संचारित करने के लिए किया जाता है। ड्रिलिंग के दौरान बल। ट्विस्ट ड्रिल के हैंडल में दो तरह के टेंप शैंक और स्ट्रेट शैंक हैं। सीधे शैंक्स मुख्य रूप से 12 मिमी से कम के व्यास के साथ छोटे मोड़ ड्रिल के लिए उपयोग किया जाता है। शंकु शैंक का उपयोग एक बड़े व्यास के साथ मोड़ ड्रिल के लिए किया जाता है और इसे सीधे स्पिंडल शंकु छेद में डाला जा सकता है या टेंपर आस्तीन के माध्यम से स्पिंडल शंकु छेद में डाला जा सकता है। टेंपर टांग की सपाट पूंछ का उपयोग टॉर्क को संचारित करने के लिए किया जाता है और ड्रिल बिट को आसानी से हटाने के लिए उपयोग किया जाता है। (3) नेक: ट्विस्ट ड्रिल की गर्दन की नाली ड्रिल बिट के हैंडल को पीसते समय पीसने वाले पहिया के ओवररिंगी नाली है। । नाली के नीचे आमतौर पर विनिर्देशों और ड्रिल बिट के कारखाने के निशान के साथ उत्कीर्ण किया जाता है। सीधी टांग की ड्रिल में गर्दन नहीं होती है। काटने वाले हिस्से की रचना कटिंग के काम के लिए जिम्मेदार होती है और इसमें दो सामने वाले चेहरे, एक मुख्य रियर फेस, एक रियर बैक, एक मुख्य कटिंग एज, एक छोटी कटिंग एज और एक छेनी किनारे होते हैं। । छेनी का किनारा दो मुख्यों के चौराहे द्वारा बनाई गई धार है, और पीछे ड्रिल बिट के दो बेल्ट हैं, जो काम करते समय वर्कपीस छेद की दीवार (यानी मशीन की सतह) के विपरीत होते हैं, जैसा कि दिखाया गया है। मार्गदर्शक भाग एक मार्गदर्शक कार्रवाई है जब काटने वाले हिस्से को वर्कपीस में काट दिया जाता है, और काटने वाले हिस्से का एक पीस हिस्सा भी होता है। मार्गदर्शक भाग और छेद की दीवार के बीच घर्षण को कम करने के लिए, बाहरी व्यास (यानी, दो जमीन पर) एक उल्टे शंकु (0.03 - 0.12) / 100 के साथ जमीन है। (0.03 से 0.12 प्रति शंकु प्रति) 100 मिमी लंबाई) इसके अलावा, ड्रिल बिट की कठोरता में सुधार करने के लिए, काम करने वाले हिस्से के दो ब्लेड के बीच कोर का व्यास अक्षीय दिशा में (1.4 से 1.8) / 100 का एक सकारात्मक टेपर बनाया जाता है। (1) रेक फेस: रेक फेस सर्पिल ग्रूव की सतह है, जो सतह के माध्यम से चिप्स का प्रवाह है, जो चिप और चिप के रूप में कार्य करता है। चिप हटाने को सुचारू बनाने के लिए इसे पॉलिश करने की आवश्यकता है। (2) मुख्य फ्लैंक: मुख्य फ्लैंक चेहरा मशीनी सतह के विपरीत है और ड्रिल के सामने के छोर पर स्थित है। आकार को तीक्ष्ण विधि द्वारा निर्धारित किया जाता है। यह एक सर्पिल सतह, एक शंक्वाकार सतह और एक सपाट सतह हो सकती है, और किसी भी सतह को मैन्युअल रूप से तेज किया जा सकता है। (3) सब फ्लैक: माइनर फ्लैक मशीनी सतह के विपरीत ड्रिल के बाहरी बेलनाकार सतह पर एक संकीर्ण पहलू है। ( 4) मुख्य कटिंग एज: मुख्य कटिंग एज रेक फेस (सर्पिल ग्रूव सरफेस) और मुख्य फ्लैक फेस का चौराहा है। मानक ट्विस्ट ड्रिल का मुख्य घुमा किनारा सीधा (या लगभग सीधा) (5) सब-कटिंग एज है: मामूली कटिंग एज रेक फेस (सर्पिल खांचे की सतह) और छोटे फ्लैंक फेस (संकीर्ण) का चौराहा है पहलू), वह है, किनारे। (6) अनुप्रस्थ ब्लेड: छेनी का किनारा दो मुख्य फ्लैक चेहरे का चौराहा है, जो ड्रिल बिट के सबसे अंत में स्थित है, जिसे ड्रिल टिप के रूप में भी जाना जाता है। ज्यामितीय पैरामीटर मरोड़ ड्रिल 1। निर्देशांक विमान (1) कटिंग प्लेन Ps: इस बिंदु पर काटने की गति दिशा सहित एक विमान है और जो इस बिंदु पर काटने वाले किनारे से कटे हुए सतह के लिए स्पर्शरेखा है। (2) आधार सतह Pr: आधार सतह Pr। ड्रिल बिट के मुख्य कटिंग किनारे पर चयनित बिंदु इस बिंदु से गुजरने वाला एक विमान है और उस बिंदु पर काटने की गति के लंबवत है। आधार सतह हमेशा बिट अक्ष के माध्यम से गुजरती है और काटने की गति दिशा के विमान के लंबवत है ।2। ड्रिल बिट का ज्यामितीय कोण (1) हेलिक्स कोण: ड्रिल बिट के सर्पिल खांचे की सतह और बाहरी सिलेंडर की सतह के बीच की अंतर रेखा एक सर्पिल रेखा है, और सर्पिल रेखा और अक्ष के बीच का कोण ड्रिल बिट को ड्रिल बिट का हेलिक्स कोण कहा जाता है, और इसे the के रूप में दर्ज किया जाता है। (पाठ्यपुस्तक का संदर्भ लें) (2) एज एंगल और एंड फेस झुकाव। मुख्य कटिंग एज अक्षीय रेखा से होकर नहीं गुजरता है, ब्लेड झुकाव कोण बनता है। काटने के किनारे पर प्रत्येक बिंदु के लिए, ब्लेड झुकाव कोण भी अलग है, मुख्य रूप से क्योंकि प्रत्येक बिंदु की आधार सतह काटने के विमान से अलग है। अवधारणा के विवरण को सुविधाजनक बनाने के लिए, हम फेस ब्लेड झुकाव की अवधारणा को पेश करते हैं। • फेस रेक कोण: मुख्य कटिंग किनारे पर चयनित बिंदु के अंत चेहरे का कोण बिंदु के आधार सतह के बीच का कोण है। अंत प्रक्षेपण दृश्य और मुख्य काटने के किनारे में मापा जाता है। विभिन्न चयनित बिंदुओं के लिए, अंत चेहरे का झुकाव कोण भी अलग है, और बाहरी किनारे पर अधिकतम (पूर्ण मान सबसे छोटा है) कोर के पास छोटा है (निरपेक्ष मान बड़ा है)। (3) शीर्ष (सामने) ) कोण और लीड कोण: ड्रिल बिट का शीर्ष कोण दो प्रमुख कटाई किनारों के समानांतर एक विमान में मापा गया विमान में दो प्रमुख कटाई किनारों के अनुमानों के बीच का कोण है। 2 ° के रूप में दर्ज किया गया, मानक मोड़ ड्रिल 2φ = 118 ° मुख्य कोण के प्रक्षेपण के बीच का कोण कोण है और आधार सतह में मापा गया फीड दिशा, जिसे κrx के रूप में दर्शाया गया है। चूँकि मुख्य कटिंग एज पर बिंदुओं के आधार चेहरे अलग-अलग होते हैं, इसलिए संबंधित बिंदुओं पर प्रमुख कोण भी भिन्न होते हैं (4) फ्रंट कोण: मुख्य कटिंग किनारे पर चयनित बिंदु का रेक कोण ऑर्थोगोनल में मापा जाता है बिंदु का विमान। संदर्भ सामग्री (5) बैक एंगल: मुख्य कटिंग एज पर चयनित राहत कोण को अक्ष के रूप में बिट अक्ष के साथ एक स्पर्शरेखा विमान में मापा जाता है और उस बिंदु पर बेलनाकार सतह से गुजरता है, जिसे αf के रूप में चिह्नित किया जाता है। तीसरा, अन्य ड्रिल बिट्स (1) कार्बाइड मोड़ ड्रिल जब मशीनिंग कठिन और भंगुर सामग्री होती है, कार्बाइड ड्रिल का उपयोग काटने की दक्षता में काफी वृद्धि कर सकता है। निम्नलिखित कठिन मिश्र धातु मोड़ ड्रिल को एक अखंड संरचना में बनाया गया है, जिसे एक सीधी टांग कार्बाइड हार्ड ट्विस्ट ड्रिल में बनाया जा सकता है, जिसे टेंपर शैंक कार्बाइड हार्ड ट्विस्ट ड्रिल के रूप में इस्तेमाल किया जा सकता है। उच्च गति वाले स्टील ट्विस्ट ड्रिल के साथ, कोर में एक बड़ा व्यास, एक छोटा हेलिक्स कोण और एक छोटा कार्य भाग होता है। कटर बॉडी 9SiCr मिश्र धातु इस्पात से बना है और 50-52HRC तक कठोर है। इन उपायों को ड्रिलिंग के दौरान कंपन की वजह से छिल को कम करने के लिए ड्रिल बिट की कठोरता और ताकत में सुधार करने के लिए डिज़ाइन किया गया है। (2) डीप होल ड्रिलिंग डीप छिद्र आमतौर पर छिद्र की लंबाई को 5 गुना से अधिक व्यास अनुपात वाले छिद्रों को संदर्भित करते हैं। गहरे छेद ड्रिल करते समय, चिप ब्रेकिंग और चिप हटाने, ठंडा करने और स्नेहन, और मार्गदर्शक की समस्याओं को हल करना आवश्यक है। बंदूक, ड्रिल ड्रिल बंदूक की ड्रिल मूल रूप से बैरल के बोर के लिए उपयोग की जाती थी, इसलिए इसे बंदूक छेद कहा जाता था। ड्रिल। इसका उपयोग अक्सर छोटे व्यास के गहरे छेद मशीनिंग 1, संरचना और काम करने वाले सिद्धांत के लिए किया जाता है। बंदूक ड्रिल में एक काटने वाला हिस्सा और एक ड्रिल पाइप होता है। काटने वाला हिस्सा हाई-स्पीड स्टील या हार्ड मिश्र धातु से बना है, और चिप को बांसुरी बनाता है; ड्रिल पाइप सहज स्टील पाइप से बना है, और चिप बांसुरी ड्रिल बिट के करीब लुढ़का हुआ है, और ड्रिल पाइप का व्यास ड्रिल बिट के व्यास से 0.5 ~ 1 मिमी छोटा है। वे वेल्डिंग द्वारा एक साथ जुड़ जाते हैं और वेल्डिंग के दौरान चिप बांसुरी को जोड़ दिया जाता है। सिद्धांत के अनुसार: वर्कपीस ड्रिलिंग के दौरान घूमता है, और ड्रिल बिट फीड करता है। काटने वाले तरल पदार्थ को ड्रिल पाइप के भीतरी छेद से काटने वाले क्षेत्र में इंजेक्ट किया जाता है और काटने वाले हिस्से के तेल इनलेट छेद को ठंडा और चिकनाई करने के लिए उच्च दबाव द्वारा, और चिप्स को चिप बांसुरी से बाहर निकाल दिया जाता है। चूंकि चिप्स को ड्रिल बिट के बाहर से डिस्चार्ज किया जाता है, इसलिए उन्हें बाहरी चिप्स कहा जाता है। विशेषताओं (1) चूंकि काटने वाला तरल पदार्थ प्रवेश करता है और अलग से बाहर निकलता है, उच्च दबाव में काटने वाला तरल पदार्थ बिना ढके होता है और आसानी से कटिंग जोन तक पहुंच जाता है, जो गहरे छेद करते समय ड्रिलिंग और शीतलन की समस्या को बेहतर ढंग से हल करता है; (2) चूंकि काटने के किनारे को आंतरिक और बाहरी कटिंग किनारों में विभाजित किया गया है, और काटने के किनारे में एक सनकी ई है, काटने की क्रिया को काटने के दौरान किया जा सकता है, चिप्स हैं संकुचित, और काटने वाला तरल पदार्थ चिप्स को बाहर निकालने के लिए सुविधाजनक है, ताकि चिप डिस्चार्ज करना आसान हो; (3) चूँकि 2h के व्यास वाला कोर कॉलम ड्रिलिंग के बाद छोड़ दिया जाता है, यह सुनिश्चित कर सकता है कि ड्रिल बिट की समर्थन सतह छेद की दीवार के साथ हमेशा निकट संपर्क में रहता है, ताकि ड्रिल बिट में एक विश्वसनीय मार्गदर्शक हो और गहरे छेद ड्रिल को निर्देशित करने की समस्या को हल करता हो। इसके अलावा, आंतरिक चिप को हटाने के लिए गहरी छेद ड्रिलिंग। ड्रिल बिट शामिल हैं एक ड्रिल बॉडी, तीन कटिंग किनारों को अलग-अलग परिधि और दो गाइड ब्लॉक पर वितरित किया जाता है। संचालन के दौरान, उच्च दबाव काटने वाले तरल पदार्थ को शीतलन और स्नेहन प्रदान करने के लिए ड्रिल पाइप और छेद की दीवार के बीच के अंतर से कटिंग ज़ोन में भेजा जाता है। इसी समय, चिप्स को ड्रिल बिट के भीतरी चिप छेद और ड्रिल पाइप के भीतरी छेद से बाहर निकाल दिया जाता है। यह गहरे छेद ड्रिल करता है, क्योंकि तीन दांत अलग-अलग परिधि पर व्यवस्थित होते हैं, चिप की सुविधा के लिए एक चिप के रूप में कार्य करते हैं निकासी। इसके अलावा, जब चिप्स को डिस्चार्ज किया जाता है, तो वे मशीनी सतह के खिलाफ नहीं रगड़ते हैं, इसलिए उत्पादन दक्षता और प्रसंस्करण गुणवत्ता बाहरी चिप की तुलना में अधिक होती है। इस संरचना में कोई छेनी नहीं है, जो अक्षीय बल को कम करता है। परिधि पर गाइड ब्लॉक द्वारा असंतुलित परिधि बल और रेडियल बल प्राप्त होता है, और गहरे छेद ड्रिल में बेहतर मार्गदर्शक संपत्ति होती है। (3) स्प्रे ड्रिल सक्शन ड्रिल में तीन भाग होते हैं: एक ड्रिल बिट, एक आंतरिक ट्यूब और एक बाहरी। ट्यूबिंग ऑपरेशन, कटिंग तरल पदार्थ के 2/3 को शीतलन और स्नेहन के लिए आंतरिक और बाहरी ट्यूबों के बीच की खाई के माध्यम से काटने वाले क्षेत्र में खिलाया जाता है। काटने वाले तरल पदार्थ का शेष 1/3 भीतरी ट्यूब की दीवार पर अर्धचंद्राकार नाली के संकरे स्लिट के माध्यम से ट्यूब में छिड़का जाता है, ताकि सामने के छोर और भीतरी ट्यूब के अंतिम छोर के बीच का दबाव अंतर "सक्शन फोर्स" बना सके। "तरल पदार्थ और चिप्स के निर्वहन में तेजी लाने के लिए।
स्रोत: मेयौ कार्बाइड