सीएनसी प्रोग्रामिंग प्रक्रिया में मोल्ड की मानक सहिष्णुता क्या है?
मोल्ड फैक्ट्री का सीएनसी प्रोग्रामिंग विभाग स्पष्ट प्रसंस्करण तकनीकों और मानकों को विकसित करता है और कार्य क्षमता में सुधार और त्रुटियों को कम करने के लिए उत्पादन प्रक्रिया में मानकीकृत संचालन करता है।
1. पूर्व ढालना
एक स्थिति
1 विधानसभा के लिए आवश्यक आकार संख्या के आधार पर होना चाहिए।
2 विमान: मशीनिंग कार्यक्रम आयामों की संख्या पर आधारित होता है, और ड्राइंग आकार की सहनशीलता के अनुसार सीएनसी ऑपरेटर संख्या को मापता है।
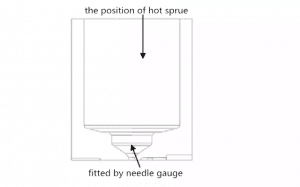
3 पक्ष: मुआवजे के लिए मशीनिंग कार्यक्रम खुला है। एकतरफा पक्ष को 0.02 मिमी संतुलन के साथ छोड़ दिया जाता है। ऑपरेटर कसकर फिट होने के लिए सुई गेज का उपयोग करता है। सहिष्णुता 0.015 ~ 0.005 मिमी के भीतर होने की गारंटी है। अन्य आयाम 3 डी छवि के आकार पर आधारित हैं।
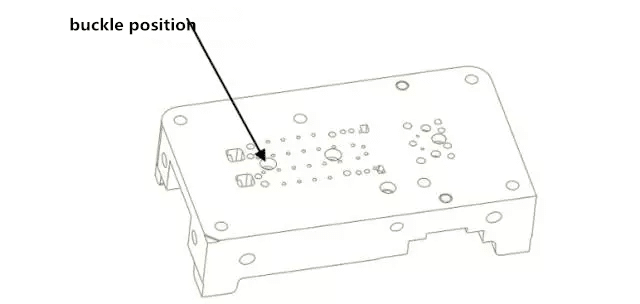
ख। बकसुआ डालें
डालने के बकसुआ के पक्ष को प्रक्रिया के अनुसार संसाधित किया जाएगा, और आकार आकार के अनुसार निर्धारित किया जाएगा, और डालने के बकसुआ की गहराई (जेड मूल्य) आयामों की संख्या के अनुसार निर्धारित किया जाएगा, और ऑपरेटर गहराई को मापने के लिए अंशांकन गेज का उपयोग करेगा, और सहिष्णुता की आवश्यकता 0.01 मिमी होगी।
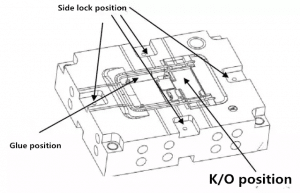
सी। गोंद आकार
सभी गोंद पदों के लिए परिष्करण प्रक्रिया के लिए एक तरफ 0.02 मिमी (विशेष मामलों को छोड़कर) की आवश्यकता होती है, और ईडीएम लाइनों के प्रसंस्करण के लिए आग पैटर्न आवश्यकताओं के साथ एक तरफ 0.15 मिमी।
घ। डालें और थोड़ा स्पर्श करें
सामान्य परिस्थितियों में, फ्रंट मोल्ड कोर एक उचित आकार का होता है, और रियर मोल्ड कोर शेष राशि को बनाए रखता है।
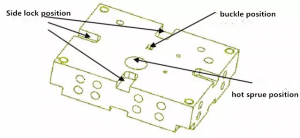
ई। लॉक स्थिति
साइड लॉक पोजिशन की नीचे की गहराई (Z मान) को एक मानक आकार दिया गया है, और साइड लॉक पोजीशन के साइड एज मशीनिंग प्रोग्राम को 0.02 मिमी टेस्ट फिट छोड़ने के लिए एक तरफ की क्षतिपूर्ति करने की आवश्यकता है। ऑपरेटर को आंकड़ा आकार के अनुसार कसकर मिलान किया जाता है, और सहिष्णुता 0.015 से 0.005 मिमी तक एकतरफा होने की गारंटी है। के भीतर।
2. पोस्ट मोल्ड
एक स्लॉट
पंक्ति स्थिति स्लॉट की गहराई (Z मान) चित्र की संख्या के अनुसार निर्धारित की जाएगी। ड्राइंग की सहिष्णुता के अनुसार मापने के लिए ऑपरेटर तालिका का उपयोग करेगा, और पंक्ति के दोनों किनारों को ड्राइंग आकार के अनुसार संसाधित किया जाएगा। कार्यक्रम प्रसंस्करण को एक तरफ और 0.02 मिमी के लिए मुआवजा दिया जाएगा। परीक्षण ब्लॉक गेज से सुसज्जित है, और एक तरफ 0.015 ~ 0.005 मिमी के भीतर सहिष्णुता की गारंटी है।
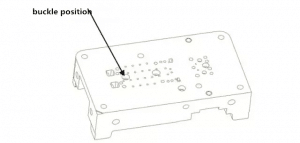
b.Inter बकसुआ
सम्मिलित करने के बकसुआ का पक्ष चित्र की संख्या के अनुसार होगा, और तल की गहराई (जेड मूल्य) आयामों की संख्या के अनुसार होगी। ऑपरेटर 0.01 मिमी की गहराई तक सहिष्णुता को मापने के लिए अंशांकन मीटर का उपयोग करेगा।
सी। छेद छेद स्थिति (अधिक छिपाने के बिट)
प्रोग्रामर प्रकाश चाकू कार्यक्रम करता है और 0.02 मिमी मार्जिन छोड़ने के लिए मुआवजा पक्ष खोलने की आवश्यकता होती है। उद्घाटन मुआवजा ऑपरेटर चित्र की संख्या के अनुसार मापता है। सिंगल साइड 0.005 ~ 0.01 मिमी है, जो विधानसभा के लिए सुविधाजनक है।
घ। गोंद का आकार
सभी गोंद स्थिति परिष्करण भत्ते 0.02 मिमी (विशेष आवश्यकताओं को छोड़कर) हैं।
ई। डालें और थोड़ा स्पर्श करें
सामान्य परिस्थितियों में, रियर मोल्ड को + 0.02 ~ 0mm मार्जिन से अधिक छोड़ने की आवश्यकता होती है। पंक्ति की स्थिति के साथ रियर मोल्ड की स्थिति को पंक्ति के आकार के अनुसार निर्धारित किया जाना चाहिए, और पंक्ति की स्थिति के मिलान के बाद मोल्ड कोर की स्थिति को अधिक मार्जिन की आवश्यकता होती है।
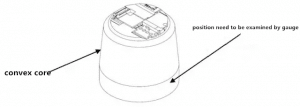
3. मोल्ड उत्तल कोर
जब रफिंग, एक तरफ 0.5 मिमी मार्जिन छोड़ दें, और जब किसी न किसी मशीनिंग कोर का उपयोग करने के लिए नीचे डालने के लिए फ़्रेम डालें, तो ऑपरेटर के लिए नीचे की सीधी स्थिति में 10 मिमी छोड़ दें ताकि जाँच की जा सके कि रफिंग ढीली है और इसे बुझाने की आवश्यकता है । शमन के बाद परिष्करण के लिए प्रोफिल्ड उत्तल CORE नीचे 10 मिमी के लिए सीधे छोड़ दिया जाता है।
बी। सभी गोंद स्थान परिष्करण के दौरान 0.02 मिमी (विशेष आवश्यकताओं को छोड़कर) हैं, और डाला और प्रवेश करने की स्थिति + 0.02 ~ 0 मिमी है।
c.Convex CORE आकार परिष्करण, जब प्रोग्रामर प्रकाश चाकू कार्यक्रम बनाता है, तो मुआवजा एक तरफ 0.02 मिमी मार्जिन होता है, और ऑपरेटर चित्र की संख्या के अनुसार 0 ~ –0.005 मिमी से एक तरफ की सहनशीलता को माप सकता है।
घ। मोल्ड इंसर्ट (उत्तल कोर) के अनियमित आकार की समस्या बाद के हिस्से में विस्तृत है।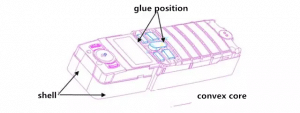
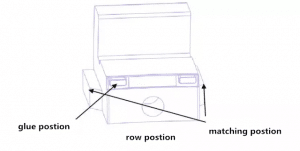
4. पंक्ति की स्थिति, डालें
जब वर्कपीस प्राप्त होता है, तो प्रोग्रामर को वर्कपीस के बाहरी आयामों को मापना चाहिए ताकि समस्याओं की समस्या से बचा जा सके जब बीच में हिट की संख्या और एकल पक्ष। प्रोग्रामर को वर्कपीस के आकार के अनुसार ऑपरेशन समूह के साथ चर्चा करने की आवश्यकता है, एक सुरक्षित क्लैंपिंग विधि और नंबर मारने की एक विधि का उपयोग करके। विवरण के लिए उत्तरार्द्ध अनुभाग देखें।
b। पंक्ति की स्थिति और सामने और पीछे के मोल्ड कोर में मैचिंग पोजीशन होती है, और पंक्ति स्थिति को FIT के लिए 0.02 mm मार्जिन छोड़ने की आवश्यकता होती है।
सी। सभी गोंद स्थान एक तरफ (विशेष आवश्यकताओं को छोड़कर) 0.02 मिमी हैं।
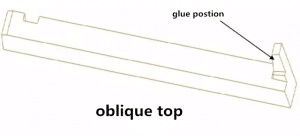
5. तिरछा शीर्ष
वर्कपीस और ऑपरेशन समूह के आकार के अनुसार, एक सुरक्षित क्लैंपिंग विधि का उपयोग करके, स्पर्श की संख्या, सभी गोंद स्थान एक तरफ 0.02 मिमी (विशेष आवश्यकताओं को छोड़कर) हैं। कृपया WeChat सार्वजनिक नंबर जोड़ें: औद्योगिक खुफिया (रोबोट जानकारी) मा यूं ध्यान दे रहे हैं
6. मोल्ड प्रसंस्करण
एक साँचा
(1) मोल्ड रिक्त आरेखण पर आधार शब्द (चम्फरिंग) मोल्ड रिक्त पर संदर्भ के अनुरूप होना चाहिए। गलतफहमी से बचने के लिए, मशीनिंग अराजकता होती है, और संदर्भ बढ़त प्रोग्रामिंग के दौरान खुद की दिशा का सामना करती है।
(2) सभी टेम्प्लेटों की मशीनिंग पोजिशनिंग निकटवर्ती संदर्भ कोण में गाइड होल को शून्य करके मशीनिंग निर्देशांक स्थापित करती है।
(3) जेड-संख्या हिट परिभाषा: सभी टेम्पलेट्स को आगे और पीछे की दिशा में संसाधित किया जाता है। मोल्ड के तल पर स्पर्श की संख्या शून्य है। विशेष आवश्यकताओं के साथ वर्कपीस के लिए, प्रोग्रामर को संबंधित कर्मियों के साथ स्पष्ट रूप से समझाने और कार्यक्रम सूची पर स्पष्ट रूप से इंगित करने की आवश्यकता है। मोल्ड भ्रूण की शून्य स्थिति।
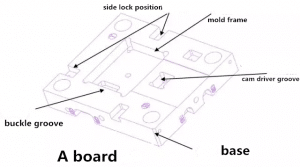
बी ए बोर्ड
(1) जब मोल्ड फ्रेम समाप्त हो जाता है, जब मोल्ड फ्रेम के नीचे संसाधित होता है, तो आकार को कागज के आकार के अनुसार बनाया जाना चाहिए। ड्राइंग के सहिष्णुता के अनुसार सीएनसी ऑपरेटर ड्राइंग के अंशांकन का उपयोग करता है। सहिष्णुता + 0.01 ~ + 0.02 मिमी है। मुआवजे के एक तरफ फ्रेम एज की परिष्करण प्रक्रिया के लिए 0.02 मिमी मार्जिन की आवश्यकता होती है। ऑपरेटर ड्राइंग के आकार के अनुसार ब्लॉक गेज को फिट करता है। एक तरफ सहिष्णुता गारंटी 0.02 ~ 0.01 मिमी।
(2) साइड लॉक पोजिशन फिगर साइज के नीचे के हिसाब से बनाई गई है। साइड ब्लॉक गेज कसकर मेल खाता है, और एकतरफा + 0.015 ~ -0.01 मिमी के भीतर सहिष्णुता की गारंटी है।
(3) सम्मिलित नाली के नीचे अर्ध-आकार की संख्या होनी चाहिए, और साइड को ब्लॉक गेज के साथ कसकर परीक्षण किया जाना चाहिए। सहिष्णुता की गारंटी एकपक्षीय + 0.015 ~ + 0.01 मिमी के भीतर की जाती है।
(4) फावड़ा चिकन गर्त और अन्य आयामों के आकार को योजना के अनुसार संसाधित किया जाता है।
सीबी बोर्ड
(1) फॉर्मवर्क परिष्करण, प्रोग्राम प्रोसेसिंग फ्रेम के मानक आकार की संख्या का उपयोग किया जाता है, सीएनसी ऑपरेटर ड्राइंग की सहनशीलता के अनुसार मापने के लिए तालिका का उपयोग करता है, सहिष्णुता +0.01 0 मिमी है, फ्रेम एज परिष्करण, कार्यक्रम मुआवजा पक्ष 0.02 मिमी खोलने की जरूरत है मार्जिन, ऑपरेटर को आंकड़ा के आकार, सहनशीलता की गारंटी के अनुसार ब्लॉक गेज का उपयोग करने की आवश्यकता है - एक तरफ 0.02 ~ 0.01 मिमी के भीतर।
(2) मोल्ड फ्रेम के खांचे के तल पर (जेड मान) की गहराई को ड्राइंग आकार के अनुसार संसाधित किया जाना चाहिए। ऑपरेटर ड्राइंग की सहनशीलता के अनुसार अंशांकन मीटर का उपयोग करता है। सहिष्णुता + 0.01 ~ + 0.02 मिमी है, और पक्ष कार्यक्रम को मुआवजा पत्रक खोलने की आवश्यकता है। 0.02 मिमी परीक्षण फिट होने के साथ, ऑपरेटर को एकतरफा + 0.015 ~ + 0.01 मिमी तक सहिष्णुता से कसने के लिए ब्लॉक गेज का उपयोग करने की आवश्यकता होती है।

डी थिम्बल पैनल:
(1) जब बेदखलदार काउंटरशंक सिर की स्थिति गहरी प्रसंस्करण है, तो गहराई को 0.02 मिमी गहरा होना चाहिए, और सहिष्णुता को मापने के लिए ऑपरेटर हजार पॉइंट कार्ड का उपयोग करता है, सहिष्णुता 0.02 ~ 0.01 मिमी है, और पक्ष थिम्बल काउंटर्स सिर की स्थिति को आकार में संसाधित करने की आवश्यकता होती है।
(2) तिरछा शीर्ष आधार विधानसभा स्थिति के प्रसंस्करण आयाम प्रसंस्करण के दौरान बेदखलदार पैनल के नीचे द्वारा निर्धारित किए जाते हैं, और ऑपरेटर संख्या को मापने के लिए तुलना तालिका का उपयोग करता है जबकि साइड प्रसंस्करण का आकार होता है।
(३) अन्य पदों को ३ डी नक्शे के आकार के अनुसार संसाधित किया जाता है।
ई। नीचे की थाली:
(1) डालने की विधानसभा के लिए आवश्यक आकार की स्थिति, ऑपरेटर को ब्लॉक गेज के साथ कसकर फिट करने की आवश्यकता होती है, और अन्य पदों को 3 डी ड्राइंग के आकार के अनुसार संसाधित किया जाता है।
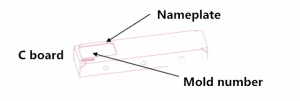
(2) सी बोर्ड: 3 डी ड्राइंग आकार के अनुसार, अर्ध-आकार को संसाधित किया जाता है, और कार्य सतह और प्रसंस्करण दिशा को बोरिंग मशीन समूह द्वारा ए कोड की सकारात्मक दिशा में चुना जाता है।
(३) नेमप्लेट: इसे ३ डी ड्राइंग्स की आवश्यकताओं के अनुसार उकेरा जाना आवश्यक है।
(4) ऊपरी फिक्सिंग प्लेट: विधानसभा के लिए बढ़ते स्थिति का आकार आवश्यक है। ऊपरी फिक्सिंग प्लेट के आकार को ऊपरी फिक्सिंग प्लेट के नीचे संसाधित किया जाना चाहिए। ऑपरेटर को संख्या को मापने के लिए मीटर का उपयोग करने की आवश्यकता होती है, जबकि साइड प्रोसेसिंग को मुआवजे को खोलने की आवश्यकता होती है। 0.02 मिमी, ऑपरेटर को यह सुनिश्चित करने के लिए सुई गेज का उपयोग करने की आवश्यकता है कि एकल पक्ष + 0.015 ~ + 0.01 मिमी है, और अन्य आकारों को 3 डी ड्राइंग के अनुसार संसाधित किया जाता है।
(5) लोअर फिक्सिंग प्लेट: इंसर्ट की असेंबली के लिए आवश्यक आकार है। निचले फिक्सिंग प्लेट के निचले भाग को अर्ध-आकार में संसाधित करने की आवश्यकता होती है। साइड को ब्लॉक गेज के साथ कसकर पैक करने की आवश्यकता होती है, और अन्य आयामों को 3 डी ड्राइंग के अनुसार संसाधित किया जाता है।
f.programming:
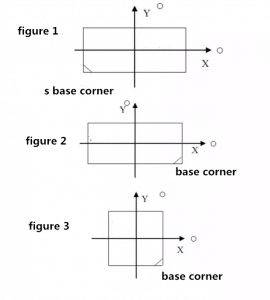
(1) स्टील प्रसंस्करण निर्देशांक की परिभाषा: आयताकार संदर्भ व्यक्ति की ओर है, और चौकोर संदर्भ निचले दाएं कोने की ओर है। एक सामान्य मामले में, सभी स्टील सामग्री को एक्स और वाई बिंदुओं के साथ 0 के रूप में क्रमादेशित किया जाता है, और मशीनिंग निर्देशांक स्थापित करने के लिए जेड मान 0 पर सबसे नीचे है। (देखें सीएनसी मशीनिंग समन्वय परिभाषा और क्लैंपिंग दिशा मानक ड्राइंग 1, 2, 3)
(2) खुरदरी प्रक्रिया एक तरफ 0.5 मिमी है, और मोल्ड के शीर्ष को बुझाने की आवश्यकता है। परिष्करण के दौरान दबाना आसान है।
(3) मोल्ड के निचले भाग को खत्म करना, मोल्ड के सामने से बचना, पीएल, गोंद की स्थिति, आदि।
(4) मोल्ड ट्यूब की स्थिति: सभी फ्रंट और रियर मोल्ड कोर की ट्यूब स्थिति प्रोग्रामिंग 0.01 मिमी छोटी है।
(5) प्लेनर पीएल प्रसंस्करण: ड्राइंग के आकार के अनुसार कार्यक्रम प्रसंस्करण को आयाम दिया जाना चाहिए। ऑपरेटर को यह सुनिश्चित करने के लिए अंशांकन मीटर के अंशांकन सहिष्णुता का उपयोग करने की आवश्यकता है कि यह + 0.01 ~ 0 मिमी के भीतर है।
(6) चाप सतह पीएल प्रसंस्करण, प्रोग्रामर परीक्षण प्रक्रिया बनाता है, कार्यक्रम सूची चिकनी तल विमान पीएल इंगित करता है, और प्रकाश चाकू प्रसंस्करण कार्यक्रम मानक आकार बनाता है।
जब सामने और पीछे के ढालना प्रसंस्करण निर्देशांक परिभाषित होते हैं, तो आयताकार संदर्भ व्यक्ति की ओर होता है, और चौकोर संदर्भ निचले दाएं कोने की ओर होता है (एक्स और वाई पक्षों में 0 और नीचे जेड में 0 होता है), जैसा कि इसमें दिखाया गया है चित्र 1, चित्र 2 और चित्र 3:
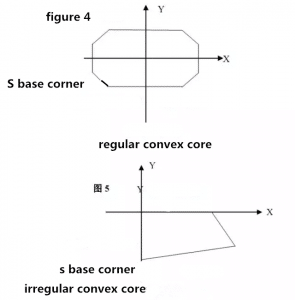
उत्तल कोर हिट नंबर चित्रा 4 और चित्रा 5 में दिखाया गया है;
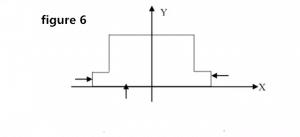
पंक्ति सीटों की संख्या चित्र 6 में दर्शाई गई है:
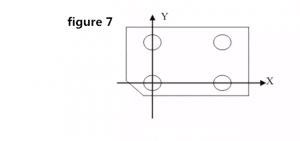
मोल्ड टकरावों की संख्या चित्र 7 में दिखाई गई है: