
工具形状を適切に選択することにより、加工条件の改善、加工時間の短縮、加工効率の向上、加工中のワークピースの品質の確保、および工具の長寿命化が可能になります。工具の種類から工具の角度を選択します。
1.方法/ステップ
伝統的な溶接ツール
荒加工時には、最長の工具寿命を確保することが重要です。仕上げ時の主な考慮事項は、加工精度と加工面の品質を確保することです。機械の剛性と力が不十分な場合は、工具応力が急激になり(すくい角や主たわみが大きくなり、刃先の鈍い半径が小さくなるなど)、切削力と振動が減少します。
溶接ターニングツールでは:
(1)前角の仕上げにはより大きい値が選択され、荒削りにはより小さい値が選択される。加工材料の可塑性および靭性が高いとき、すくい角はより大きい。強度と硬度が高い場合、すくい角は小さくなります。脆性および硬化材料はすくい角が小さいかまたは負である。すくい角を大きくすると、切削変形や摩擦を減らすことができます。そのため、肉盛りの発生、スケール、加工硬化などへの影響は少ないですが、表面粗さは加工されています。低いです。
(2)後角の仕上げ角度が大きいほど、荒削りは小さい。プラスチック金属を切断するとき、後部角はより大きい。脆性金属の後部角が小さいほど、切削強度および硬度が高くなり、材料の後部角が小さくなり、そして高い切削靭性を有する材料は固着し易い。スクレーパー角度は大きくなるように選択されます。例えば、高速度鋼カッターは曲げ強度と靭性がより高いので、すくい角はより大きくなります。超硬工具はすくい角が小さくなっています。
(3)機械加工システムの剛性が許容されるとき、主偏角を減少させることは表面粗さ高さを減少させ、表面品質を改善することができる。
(4)すくい角の絶対値が大きくなると実際の作用角が大きくなるため切削変形が小さくなります。
2マシンクリップカッター
マシンクランプツールは普通の刃です。刃は機械的な補強によってツールバーに固定されています。従来の溶接工具と比較して、マシンクランプ工具は溶接内部応力を回避し、工具寿命を減少させ、そしてツールバー使用率は高い。使用パラメータを得るために刃を鋭利にすることができ、それは柔軟で使用するのに便利である。ブレードが磨耗した後は、ブレードを直接取り外して新しいものと交換するので、時間が節約され、処理効率が向上します。

3つの割出し可能旋削工具
CNC旋盤の普及に伴い、スローアウェイ工具の用途はますます広くなっています。割出し可能旋削工具は、処理中に迅速に割出しされ寸法安定性があり、ブレードが摩耗した後に迅速に交換することができる。
スローアウェイツール
(1)前部角の大きさはブレードの強度と鋭さに直接影響する。すくい角を大きくすると切りくず変形が少なくなり、切削が軽くなり、工具寿命が延びます。ただし、すくい角が大きすぎると刃先強度が弱くなり、欠けやすくなり工具寿命が短くなります。
(2)後部コーナーは、切削加工中の逃げ面と移行プロファイルの間の衝突を減らすために使用されます。スローアウェイツールを設計する際には、解析としてバックアングルとフロントアングルを考慮する必要があります。刃の後部角を選択した後、インサート溝の後部角はインサートの前部角に従って決定されなければなりません。
(3)主傾斜角主傾斜角は、スローアウェイチップの寿命に大きく影響します。一般に、リード角を小さくすると、工具寿命を延ばすことができます。しかし、ワークの剛性が十分でない場合は、リード角を小さくすると半径方向の力が大きくなり、機械加工の振動を引き起こし、工具寿命に影響を与えます。
(4)ワークが完成したら、切りくずが流れて加工した形に傷が付くのを防ぐために、ブレードのディップ角は正の値となることが多い。さらに、刃の傾斜の大きさも刃先の鋭さに影響する。
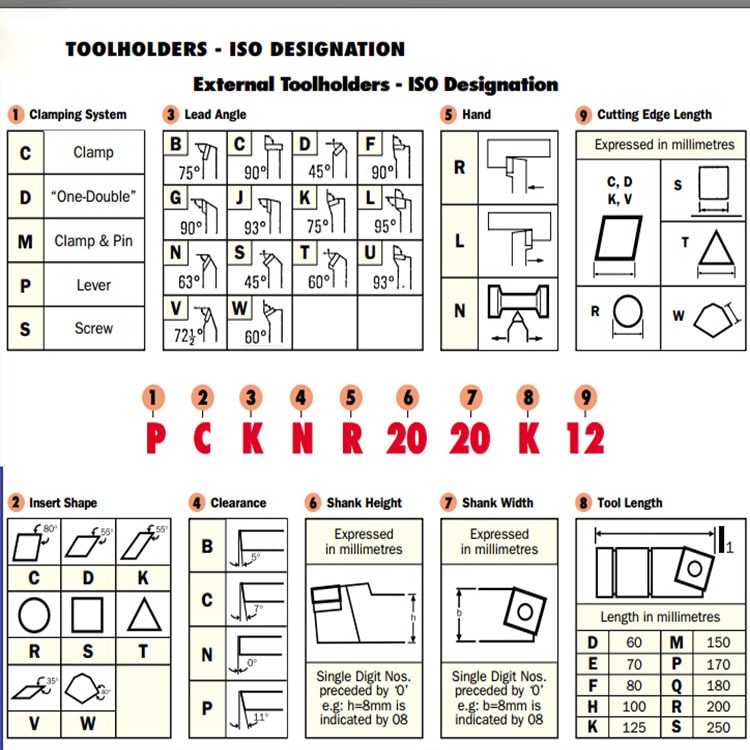
標準のマシンクランプを使用して、外側旋盤工具と内側穴旋削工具のリード角を割り出すことができます。正面角、背面角、刃先傾斜角は一般的に設計された標準構造であり、工具ホルダの種類は国家標準型式である。機械加工技術者は、機械加工された工作物の形状およびサイズ、ならびに工具への経路に従って旋削工具モデルを選択することができる。標準のスローアウェイ式旋削工具のツールバー表示方法(以下に示すとおり):

4. 3つの回転工具の特徴:
(1)溶接ターニングツール:構造はシンプルでコンパクトです。耐震性能が良く、製造が便利で、用途が柔軟です。しかし、刃が折れやすく、刃とツールバーの材料が十分に活用されていません。溶接応力があります。
(2)機械式旋削工具:高温溶接なし。長いサービス時間(優れた耐摩耗性)、高い生産性。ツールバーの繰り返し使用、何度ものブレードの再研削。プラテンチップの破損研ぎ直す必要があります)。
(3)スローアウェイツール:溶接、再研削、良好なブレード性能が不要。高い生産性交換が簡単で、加工精度を保証しやすい。
5要約:
要約すると、現代の技術の発展に伴い、旋盤工具は伝統的な溶接旋盤工具から機械クランプ旋盤工具、そして今日一般的に使用されている標準的なCNCブレード用のスローアウェイ旋盤工具に変わりました。高速切削工作機械の人気は生産効率を改善し、切削の精度を保証し、そして刃の耐用年数を延ばした。