

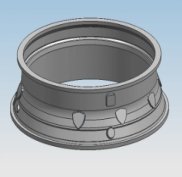
航空エンジンケーシングは、エンジンの燃焼室を保護する重要な部品です。エンジンケーシングの切削加工の難しさは、主にケーシングの材質と構造の特徴によるものです。
素材の特徴
エンジンケーシングは、代表的な難削材であるチタン合金やステンレス鋼で作られています。それらの表面は両方とも、研磨すると簡単に焼けます。ステンレス鋼では構成刃先が発生し、チタン合金では刃こぼれが発生します。
ケーシングの特長'の構造
- ワークの高い除去率。 (70%まで)
- 統計によると、タービンケーシングの種類は 100 を超え、それぞれにさまざまな形状の多数の凸板が含まれています。その上、ケーシングの壁の厚さは非常に薄く、不均一です。

- 加工精度の高い要件。 (約±0.02mm)
加工タイプの
穴あけ加工、荒削り・精密仕上げ加工、スロットフライス加工を含みます。
中仕上げ、外径旋削、内径ボーリング加工にはダイヤモンド形状の 80° および 35° 旋削インサートを使用し、リング溝および T スロット溝入れにはスロット旋盤工具を使用します。
カッター選定の原則
- 熱は主にエンジンケーシングの切断中にカッターによって伝達され、その結果、切断温度が高くなり、ブレードがひどく固着します。したがって、コーティング層のないカッターまたは冷却システムを備えたインサートのいずれかを使用すると、切削領域の熱を効果的に減らすことができます。
- 部品の変形を避けるため、溝入れ工具の幅は主に3mm、4mm、5mmから選択されます。また、刃先の角は0.8mm以下です。