

ラウンドノーズナイフ、ボールナイフなど、CNC機械加工で習得しなければならない一部のCNCフライスカッター。
1.ツールの紹介
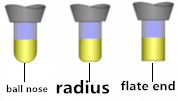
CNC工作機械は、CNC工作機械の高速、高効率および高度の自動化に適応しなければならない。 CNCミーリングカッターは、図1-1に示すように、主に平底ナイフ(エンドミル)、丸型ナイフ、ボールナイフに分けられます。それらはホワイトスチールナイフ、フライングナイフとアロイナイフに分けられます。工場の実際の加工において、最も一般的に使用されるナイフはD63R8、D50R6、D35R5、D35R0.8、D30R5、D25R5、D20R4、D20R0.8、D16R0.8、D12、D10、D8、D6、D4、D3です。 D2。 、D2、D1.5、D1、D0.5、D10R0.5、D8R0.5、D6R0.5、D4R0.5、R5、R4、R3、R2.5、R2、R1.5、R1およびR0.5 。
図1-1 CNCフライス
(1)平底ナイフ:主に荒加工、平面仕上げ、形状仕上げ、クリアアングル加工に使用されます。不利な点は、チップが磨耗しやすく、加工精度に影響を与えることです。
(2)丸型ノーズナイフ:主に型ブランクの荒加工、平面仕上げおよび側面仕上げに使用され、特に高硬度の金型の荒加工に適しています。
(3)ボールナイフ:主に非平面半仕上げおよび仕上げに使用されます。
工具の使用
CNC機械加工では、工具の選択は加工精度、加工面の品質、加工効率に直接関係します。適切な工具を選択し、合理的な切削パラメータを設定することで、CNC加工は最小のコストで最短の時間で最高の加工品質を達成できます。要するに、工具選択の一般原則は次のとおりです。簡単な取り付けと調整、優れた剛性、耐久性と高精度。加工要件を満たすという前提の下で、工具加工の剛性を向上させるために、より短い工具ホルダーを選択するようにしてください。
工具を選択するときは、工具のサイズをブランクのサイズに合わせる必要があります。キャビティのサイズが80×80の場合、荒加工にはD25R5やD16R0.8などの工具を選択してください。キャビティのサイズが100×100より大きい場合は、D30R5またはD35R5フライングナイフを選択して開きます。キャビティのサイズが300×300より大きい場合は、荒加工用にD50R6やD63R8などのD35R5より大きい直径のフライングナイフを選択する必要があります。さらに、工具の選択は機械の力によって決まります。例えば、パワーの小さいCNCフライス盤やマシニングセンタでは、D50R6より大きな工具を使用することはできません。
実際の加工では、平面部の輪郭のエンドミル、ボス、溝などがエンドミルによって選択されることが多い。超硬合金インサートを有するフライスの荒加工の表面、側面およびキャビティが選択される。ボールエンドミルカッターが選択されています。丸ノーズナイフは角度付きの輪郭形状を有する。
3.工具切削パラメータ設定
切削量の合理的な選択の原則は、次のとおりです。荒加工する場合、一般に生産効率を向上させることですが、経済的および加工コストも考慮する必要があります。切削効率、経済性および加工コストを考慮して、加工品質を確保することを前提とした中仕上げおよび仕上げ。具体的な値は、機械のマニュアル、切削量のマニュアル、および経験に基づいている必要があります。
生産現場でのCNC工作機械の幅広い応用により、CNCプログラミングはCNC機械加工における重要な課題の1つとなりました。 NCプログラムをプログラミングする過程で、工具を選択し、ヒューマンコンピュータインタラクション状態における切削量を決定することが必要である。したがって、プログラマーは、部品の加工品質と加工効率を確保するために、工具の選択方法と切削量の決定の原則に精通している必要があり、CNC工作機械の利点を最大限に発揮できます。そして企業の経済効率そして生産レベルを改善しなさい。
表1-1と表1-2に、それぞれフライングナイフとアロイナイフのパラメータ設定を示します。これらの切削パラメータは参考用です。実際の切削量は、特定の機械性能、部品の形状と材質、締め付け条件などに応じて決定する必要があります。調整を行ってください。
ツールの直径が大きいほど、速度は遅くなります。同じ種類の工具では、ツールバーが長いほどナイフのサイズは小さくなります。それ以外の場合は、切り落としやすくなり、オーバーカットが発生しやすくなります。
表1-1フライングナイフのパラメータ設定
| 工具タイプ | 最大加工深さ(mm) | 通常の長さ(mm) | 通常の延長(mm) | スピンドル速度(/ m) | 送り速度(mm / min) | 食用ナイフ(mm) |
| D63R8 | 130/300 | 150 | 320 | 700〜1000 | 2500〜4000 | 0.2〜1 |
| D50R6 | 100/230 | 120 | 250 | 800〜1500 | 2500〜3500 | 0.1〜0.8 |
| D35R5 | 150/200 | 180 | 300 | 1000〜2200 | 2200〜3000 | 0.1〜0.8 |
| D30R5 | 100/150 | 150 | 180 | 1500〜2200 | 2000〜3000 | 0.1〜0.5 |
| D25R5 | 70/150 | 120 | 180 | 1500〜2500 | 2000〜3000 | 0.1〜0.5 |
| D25R0.8 | 80/150 | 120 | 180 | 1500~2500 | 2000~2800 | 0.1~0.3 |
| D20R0.8 | 70/150 | 100 | 180 | 1500〜2500 | 2000〜2800 | 0.1〜0.3 |
| D17R0.8 | 70/130 | 100 | 180 | 1800〜2500 | 1800〜2500 | 0.1〜0.3 |
| D12R0.8 | 60/90 | 90 | 120 | 2000〜3000 | 1800〜2500 | 0.1〜0.2 |
| D16R8 | 60/100 | 100 | 150 | 2000〜3000 | 2000〜3000 | 0.1〜0.4 |


異なるフライングナイフ材料のパラメータも異なり、異なる工具工場によって製造されるフライングナイフの長さもわずかに異なるため、上記のフライングナイフパラメータは参照としてのみ使用することができる。さらに、工具のパラメータ値も、CNCフライス盤またはマシニングセンタの性能および加工される材料によって異なる。したがって、ツールのパラメータは工場の実際の状態に従って設定する必要があります。フライングナイフは良好な剛性と大量のナイフを有しており、これは型ブランクの開口部に最も適している。さらに、フライングナイフの鋭い表面の品質もまた非常に良好である。フライングナイフは主にナイフで作られており、側縁はありません。以下の通り
表1-2アロイナイフのパラメーター設定
| 工具タイプ | 最大加工深さ(mm) | 通常の長さ(mm)刃/ナイフ長 | 通常の延長(mm) | スピンドル速度(r / m) | 送り速度(mm / min) | 食用ナイフ(mm) |
| D12 | 60 | 30/80 | 35/100 | 1800〜2500 | 1500〜2500 | 0.1〜0.5 |
| D10 | 55 | 25/75 | 30/100 | 2500〜3000 | 1500〜2500 | 0.1〜0.5 |
| D8 | 45 | 20/70 | 25/100 | 2500〜3000 | 1000〜2500 | 0.1〜0.5 |
| D6 | 30 | 15/60 | 20/100 | 2500〜3000 | 700〜2000 | 0.1〜0.3 |
| D4 | 25 | 11/50 | 11/100 | 2800〜4000 | 700〜2000 | 0.1〜0.3 |
| D2 | 10 | 5/50 | 存在しない | 4500〜6000 | 700〜1500 | 0.05〜0.1 |
| D1 | 5 | 2/50 | 存在しない | 5000〜10000 | 500〜1000 | 0.05〜0.1 |
| R6 | 60 | 22/80 | 22/100 | 1800〜3000 | 1800〜2500 | 0.1〜0.5 |
| R5 | 55 | 18/75 | 18/100 | 2500〜3500 | 1500〜2500 | 0.1〜0.5 |
| R4 | 45 | 14/60 | 14/100 | 2500〜3500 | 1500〜2500 | 0.1〜0.35 |
| R3 | 30 | 12/50 | 12/100 | 3000〜4000 | 1500〜2500 | 0.1〜0.3 |
| R2 | 25 | 8/50 | 8/100 | 3500〜4500 | 1500〜2000 | 0.1〜0.25 |
| R1 | 10 | 5/50 | 存在しない | 3500〜5000 | 800〜1500 | 0.05〜0.15 |
| R0.5 | 5 | 2/50 | 存在しない | 5000以上 | 500〜1000 | 0.05〜0.08 |
アロイナイフは優れた剛性を有し、ナイフを製造するのは容易ではない。金型の仕上げに最適です。アロイナイフは、ホワイトスチールナイフと同じ側端を持っています。銅のまっすぐな壁を終えるとき側面の端は頻繁に使用されます。