ウォータージェットナイフとも呼ばれるウォーターカットは、一種の高圧ウォータージェット切断技術と呼ばれ、それは高圧ウォーター切断機です。コンピュータの制御の下で、工作物は任意に彫ることができ、そしてそれは加工された材料の品質による影響が少ない。その容易な操作および良好な収量のために、水切断は徐々に工業用切断技術における主流の切断方法になりつつある。
歴史的発展
初期の水切断は水の圧力が非常に小さく、研磨剤が添加されていないため、紙や他の柔らかく強度の低い材料の切断にしか使用できないため、使用範囲が非常に狭くなります。
その後、技術の発展に伴い、高圧ウォーターポンプを使用してより多くの材料を切断することができます。初期の水切断は、材料を切断するために水の圧力に完全に依存していたが、水圧よりも強度の低い材料しか切断しないため、用途は依然として限られている。
ノーマンフランツ博士は常にウォーターナイフの父として認められてきました。彼は超高圧(UHP)ウォーターナイフカッティングツールを研究した最初の人でした。超高圧は30 000 psi以上と定義されています。林業技術者のFranz博士は、大きな幹を木に切り込むための新しい方法を見つけたいと考えました。 1950年、フランツは最初に重い物を水柱の上に置き、小さなノズルを通して水を押し出しました。彼は短い高圧ジェット(現在の圧力を数倍超える)を得て、そして木と他の材料を切ることができました。彼の後の研究はより連続的な流れを含んでいました、しかし彼は連続的な高圧を得ることは非常に難しいとわかりました。同時に、部品の寿命は、今日では数週間や数ヶ月ではなく、数分で計算されます。

1979年、モハメド・ハシッシュ博士は、Frowの研究室でウォーターナイフの切削エネルギーを高めて金属やその他の硬い材料を切削する方法の研究を始めました。 Hashish博士は、サンドウォーターナイフの父として認められています。彼は普通のウォーターナイフに砂を加える方法を発明しました。彼は砂のようなガーネット(紙やすりで一般的に使われる材料)を使います。この方法では、ウォーターナイフ(砂を含む)はほとんどあらゆる材料を切断することができます。 1980年には、ウォーターカッターが最初に金属、ガラス、コンクリートの切断に使用されました。
ウォータージェット切断の動作原理
ウォーターカットのウォータージェットは加圧ポンプから始まり、高圧チューブを通過して60,000PSIの圧力を生み出し、それが次にカッティングノズルから噴射されます。設計プロセス中、小さな漏れは部品に恒久的な損傷を与え、損傷を引き起こす可能性があります。したがって、製造業者およびエンジニアは、そのような機械を組み合わせるための特別な技術を使用して、高圧材料の処理を慎重に処理します。ユーザーは基本的な操作上の知識を知っている必要があるだけです。
切断機は1982年に業界で適用され、1970年に最初に導入されました。業界の自動車、航空宇宙、ガラス業界で主に使用され、これらの切断から精度は絶えず向上しています。研磨カッターは55,000PSIの圧力に達することができ、これは音速の2.5倍である762m / sの速度で小さいノズルを通して噴射される。
ザクロ砂をこの高速ウォータージェットに混合し、それを混合管内で混合し、次に砂管から加工対象物に305 m / sの速度で直接噴出する。この切断プロセスは、実際には研削および切断プロセスです。プロセス、この力と動きはすべて水によって生み出されます。
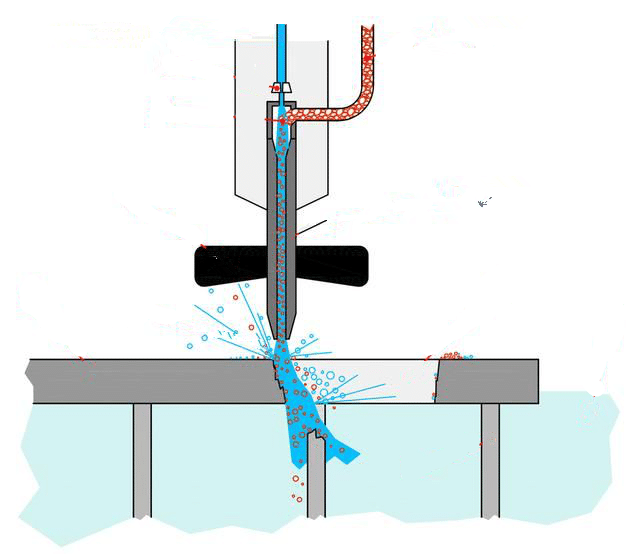
ブースターポンプは水を再度加圧して所望の圧力を達成する。ラインは急速に磨耗するため、研磨剤を水または高圧水ラインに追加することはできません。したがって、水と研磨剤を混ぜるためにのみノズル位置に追加することができます。同時に、それは出口に近すぎてはいけません、なぜなら彼に加速する速度を与える必要があるからです。研磨能力だけが切断能力を持つために一定の流速を持っています。研磨剤と水との研磨剤混合を回避するために、水切断ノズルは、タングステンカーバイドセラミック複合材料のような非常に硬くて高強度の材料でできている。
ウォータージェット切断の利点
それでは、伝統的な切断方法と比較して水切断の利点は何ですか?
広い範囲でカットできます。金属、大理石、ガラスなどのほとんどの材料を切断できます。
優れた切削品質ウォーターカットは滑らかなカットを作成します。
熱加工なし水や研磨剤で切断されるため、加工中に熱を発生しない(またはほとんど熱を発生しない)ため、水切断は熱の影響を受ける材料には理想的です。のような:チタン。
環境にやさしい。水切断は水と砂で切断されます。この種の砂は処理中に有毒ガスを発生せず、直接放出することができ、それはより環境に優しい。
水切断はカッターユニットの交換を必要とせず、そして単一のノズルが異なる種類の材料および形状を処理することができ、コストおよび時間を節約する。
ウォータージェット切断の短所
水切断装置のコストは、レーザー切断、高エネルギー消費、高メンテナンスコスト、および切断速度に次ぐものです。すべての研磨剤は使い捨てであるため、それらは一度自然に放出されます。それによってもたらされる環境汚染も深刻です。
ウォータージェット切断の切断結果
切削厚
ウォーターカットの厚さは、非常に厚く、0.8〜100 mm、またはさらに厚い材料にすることができます。
切削速度
水切断速度はワイヤー切断およびレーザー切断に比べて最も遅く、大量生産にはまったく適していません。
切削精度
ウォーターカットでは±0.1mmの精度の熱変形は生じません。動的水切断機が使用される場合、切断精度は改善され得、そして切断精度は最大±0.02mmであり得、切断勾配を排除し得る。
スリット幅
ウォーターカットスリットはナイフチューブの直径より約10%大きく、通常0.8〜1.2 mmです。研磨チューブの直径が拡大するにつれて、切開部は大きくなる。
切削面品質
水切断は、切断シームを囲む材料の質感を変えません。レーザー切断などの熱切断方法は、切断領域周辺の質感を変化させます。
ウォータージェット部品をオンラインで注文する

研磨ウォータージェットノズル
超硬研磨ウォータージェットノズル