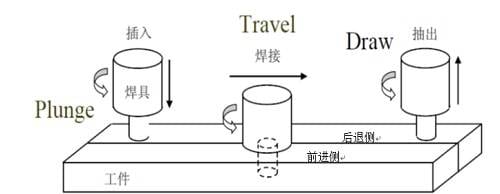
摩擦攪拌接合の原理摩擦攪拌接合は、接合界面に沿った接合工具が前方にあるとき、接合工具内の可塑化された材料を接合材料に局所的なプラスチックにするための接合工具の高速回転とワークピース摩擦熱の使用を指す。摩擦溶接工具の前面から背面へ、そして緻密な固相溶接を形成するための溶接材料の押し出し中。共通用語説明(1)前進側(AS)と後退側(RS):摩擦および摩擦溶接の中心によって2つの側面に分けました。溶接工具の回転方向と前進方向によって決まります。溶接部の前面では、溶接工具の回転方向は溶接工具の前進方向と一致している。溶接の裏側では、溶接工具の回転方向は溶接工具の回転方向と反対です。機能:一部の材料は前側で前方に流れ、一部の材料は後方に流れ、より大きな混合が発生します。側面上。裏側の素材は後方にのみ流れ、一部の素材は前面に入ります。溶接工具の上部の可塑化金属は主に下向きに流れ、溶接工具の前面および下部の可塑化金属は主に背面から前面へ溶接面に沿って流れる。溶接ツールの上部の可塑化金属は前方と上方にあります可塑化金属の近くの溶接ツールの中央近くの逆流、流れの傾向、(2)溶接ツールまたは溶接ヘッド(溶接ツール):摩擦摩擦攪拌接合工具と呼ばれる特殊工具用の攪拌接合で、溶接またはミキシングヘッドと呼ばれます。ニードル(ピン)とショルダー(ショルダー)の組み合わせによる摩擦攪拌接合。両方ともミキシングニードルとショルダーとして知られています。機能:シャフト - 摩擦によって溶接部の材料を可塑化するのに必要な熱エネルギーを提供します。シャフトの端部の形状は、その下の軟化材料が溶接プロセス中に内向きの力を受けて蓄積することを確実にし、可塑化された材料が溶接ゾーンから溢れ出てキャビティの後部を埋めるのを防ぐために凹状である。 、良好な溶接成形を確実にするため。ミキシングニードル - 必要とされる熱の一部を提供することによる摩擦に加えて、溶接される元のベース材料への主な機械的損傷、および強力な攪拌による周囲領域、その結果として表面および材料付近のドッキングが生じる。完全混合、溶接核からなる微細等軸結晶粒の大きな変形特性の形成(3)溶接ナゲット帯、WNZ:溶接部の中心部はコア部と呼ばれており、大きな塑性変形と完全な動的再結晶をもたらしている。溶接工具の強い摩擦の下で。軸方向結晶粒の微細構造(4)熱機械的影響部(TMAZ):隣接するWNZの周辺部はTMAZであり、溶接工具の熱により塑性変形と部分的な再結晶を起こし、曲がった細長い微細構造を形成する(5)熱影響部(HAZ):TMAZの外側の領域の一部はHAZであり、これは溶接工具による機械的攪拌を受けない。結晶粒成長の現象のみが摩擦熱の作用下で起こり、比較的粗いミクロ組織を形成する。図1に示す摩擦攪拌接合プロセス、図2に示す分布の微細構造図2摩擦攪拌接合の概略図図2組成接合部の微細構造領域の(BMZがベース材料です)摩擦攪拌接合の利点:FSWは樹枝状結晶を溶融せずに、塑性変形と動的再結晶、微細な微細結晶粒の微細構造を通して接合します。伝統的な溶接方法と比較して、飛沫や煙、合金元素の燃焼、亀裂や細孔、その他の欠陥がなく、溶接ワイヤや保護ガスを追加する必要がありません。 TIGとMIG溶接よりも溶接接合部の機械的性質では、明らかな利点があります。溶接方法、接合部の機械的性質と生産効率の面で、アルミニウム、マグネシウム、亜鉛、銅などの非鉄金属材料の接続。 FSWは他の溶接方法で比類のない優位性を示しています。摩擦攪拌接合用途最近、FSW材料の成功した用途はAl合金、Mg合金、鉛、亜鉛、銅、ステンレス鋼、低炭素鋼および他の同様の材料または他の材料です。溶接は主に航空宇宙、航空、造船、自動車、原子力などの分野で使用されます。航空:GMAWプロセスからFSWプロセスまで、1500万米ドルを投資する初めてのボーイング、溶接不良率を10分の1に低減、製品性能30%以上増加しました。摩擦撹拌溶接航空機の使用はボーイングで離陸されました。 12メートル、幅6メートル、壁と12ミリメートルのアルミ合金の厚さ、中国海軍の新しいミサイルボートの開発ニーズを満たすために。図3図3自動車ドアのFSW接続摩擦攪拌接合開発方向(1)摩擦攪拌接合複合技術図4は往復摩擦攪拌接合の模式図であり、原理は周期回転と逆転の摩擦攪拌接合工程におけるミキシングヘッドです。往復運動の同時に、スキュー摩擦攪拌接合の概略図については図5、原理は摩擦攪拌接合を達成するために非対称ミキシングヘッドの使用です。溶接工程中には、攪拌ヘッドの中心軸と溶接機の回転中心軸との間に傾斜角があり、溶接部のスキュー型攪拌が達成される。攪拌接合(2)攪拌摩擦調整技術表面直付けと鋳造材料の調整を含みます。直接表面改質の原理は、ニードルを攪拌せずに肩部のみを有する攪拌機でワークピースの表面をこすることである。撹拌ヘッドが通過する領域は、表面改質を目的とすることができる表面改質層を形成することである。参考文献:[1] Methods、2003、(4):23−29。栾国红、郭德怡。攪拌摩擦溶接技術は、中国の発展および広義の用途である[J]。航空製造技術2014、(17):71-75。
ソース:Meeyou Carbide