今日、あなたはぎざぎざとぎざぎざの定義が何であるかという大まかな考えを持つでしょう。
刻み目付きの定義は、直線、菱形、または球形のパターンを加工物に転造するプロセスであり、これは操作ツールまたは旋盤で行うことができる。刻み付き部分に刻み目を付ける理由は、手やクランプツールを掴むための元の滑りやすい表面よりも握りやすくするためです。一般的に言って、ローレット加工後の最適な結果は、使用される技術、加工材料、ワークピースとローレットホイールの寸法、送りと速度などの多くの要因によって異なります。ここでは、ローレット加工とはこの記事では、5分程度の読書時間を要する5つの観点から処理します。

パターンの種類
まっすぐな、斜めの、そして十字形に大まかに分類することができるぎざぎざのパターンがあります。その中でも、十字型はひし形と四角があり、30度と45度を意味します。我々が一般的に適用するメートル法とイギリスのデザインがあります。インチの値は1インチあたりの歯数を表します。メートル法にある間、彼らは10進数に変換します。例えば、0.3、0.4、0.5、0.6、0.7、0.8、1.0、1.2、1.4、1.6などです。
パターン歯の間隔の目安、単位:mm
| 0.2 | 0.3 | 0.4 | 0.5 |
| 0.628 | 0.942 | 1.257 | 0.571 |
ローレットホイールの仕様
刻み目の直径、幅およびパターンに従って、ぎざぎざの車輪は指定に分けられます。
ローレットホイールの通常の直径として15、20、25、および30(mm)、バリアント幅として6、8、10、12、15、20があります。
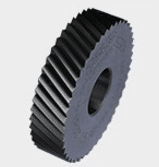
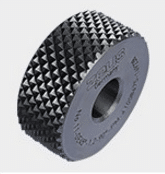
ローレットホイールとカットローレットホイールを形成する
ローレット加工には2種類あります。フォームローレットとカットローレットです。
フォームローレット加工は、主に非切削加工で圧縮された表面を作ります。カットローレット加工とフォームローレット加工の主な違いは、カットローレット加工によってのみ鋭いエッジが生じることです。パフォーマンスの比較を示すために、次の表を作成しました。
| カットローレット | フォームローレット | |
| 加工した材料 | プラスチックや鋳鉄を含むほぼすべての材料 | あらゆる位置に厚い壁を持つ冷間成形材料 |
| ワークの材質への影響 | 変形が少ない、またはまったくない | 外径を大きくする |
| 旋盤ローレット加工パラメータ | より高い切削速度と送りを可能にする | 遅い切削速度と送り速度 |
| 旋盤への影響 | 旋盤への圧力が少ない | 旋盤に大きな圧力をかける |
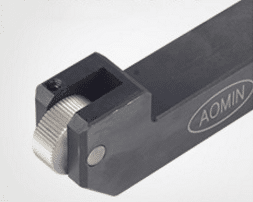
コンロの種類
ローレット加工には、ローレットホイール付きナイフハンドルが必要です。ナイフは直接購入することも、ローレットホイールを購入して自分で作ることもできます。
一般的に単輪、二輪、六輪があります。
シングルホイールタイプは、ナイフハンドルにフラワーホイールを取り付けることです。
デュアルホイールタイプは、通常2つの反対側のツイルホイールからなる、ナイフハンドルに取り付けられた上下一対のフラワーホイールです。

六輪は、異なるパターンの組み合わせを直接変換することができる3つのグループの二重車輪ツールホルダーがあるということです。
ローレット加工・加工上の注意
1.旋盤で転がるとき力が非常に大きいので、工作物はしっかりと固定されなければなりません。
2.ローレット加工工具の取り付けは、3〜5度傾けてください。このようにして、滑らかなローレット加工を達成するために、ローラとワークピースとの間の初期接触面が狭められる。
3.ローレット加工の開始は懸念事項です。これは、最初のフィードを停止する必要がないことを意味します。このようにして初めて、ワークピースは一度にパターンを押し出すことができます。パターンがはっきりと回転した後、ホイールは次のステップに進みます。さもなければ、表面に破損を生じさせ、無秩序な模様を作り出すのは簡単です。

4.カットローレット車を使用する場合、転造中にホブの溝に切り屑がたまることによるパターンの損傷を避けるため、機械加工面の潤滑に注意を払う必要があります。ローラーのすき間は大きすぎてはいけません、さもなければ半径方向の揺れと軸方向の動きが起こるでしょう。

5.ワークを回転させるときのワークの周長(π×D)は、ナイフピッチ(t)の整数倍である必要はありません。そうでなければ、回転後の回転トラックの不一致のためにパターンがスクランブルされることがある。その場合、圧延罫線の圧力は大きくなければなりません(工作機械とワークピースの剛性は許容されます)。第2の円の始めに工作物の周囲により深くてより広い線を形成するために、歯切り歯は工作物の溝に落ちることができる。連続圧延は、位置ずれエラーをより深くてより広い溝に分散させることがあります。
工作機械はあまりにも速く動くことは容易ではない。一般的な速度は185 r / minから230 r / minで、送り速度は0.22 mm / rから0.24 mm / rです。ローリングは自動旋盤でも同じです。カムを設計する際には、ナイフが加工物表面に接触した後にナイフを直接所定のパターンベース直径に切断し、次いで約10〜15に留まった直後にナイフを引き出すことが必要である。それが動いているならば、ナイフがパターンの底の直径に切った直後に水平に歩かせてください。それが規定の距離に達したら、それはまた直ちにナイフを引き抜くべきです。さもなければ、それ以上滞在した後、それはナイフマークを作り出し、パターンの表面形状を破壊するでしょう。
7.自動旋盤でネットパターンを押します。パターンの幅がローラーの幅を超えない限り、ネットパターンホイールを直接回転させることができます。ワークピースのネットパターンがホイールの長さを超える場合は、複合ホイールを使用してパターンを歩く必要があります。
うまくいけば、あなたはローレットとローレットの定義が何であるかを明らかにしました。私達が逃した先端か細部があればコメントで私達と論議して下さい。