
Kanthi perkembangan cnc program kanggo pengilangan benang, utamane tekane pusat mesin CNC 3-sumbu, saiki proses penggilingan thread CNC secara bertahap bisa diwiwiti saka industri pangolahan.
Liyane, benang, kaya sing umum dikenal, bisa diduweni dening metode nggawe thread tradisional sing dikenal, ing antarane sing nunyuk paling mirip karo penggilingan thread. Amarga loro-lorone mbentuk benang liwat gerakan rotasi relatif antarane piranti lan workpiece. Dadi carane milih cara sing bener saka wong nalika nyedhaki kondisi kerja sing beda? Ing ngisor iki pituduh sing nuduhake apa sing bener lan apa sing dadi apik.
kondisi nglamar CNC thread milling:
1. Tali tiga poros (utawa ndhuwur) mesin tengah
2. Dawa dawa ora ngluwihi 3 kali pinggiran piranti

Keuntungan saka penggilingan thread CNC
1. Utas panggilingan thread bisa mesin benang karo diameter beda lan wangun sing padha.
Contone, benang M15x1.0, M18x1.0, M20x1.0 diproses kanthi ngganti radius interpolasi karo pemotong thread, sing bisa ngurangi jumlah alat, nyegah wektu owah-owahan alat, nambah efisiensi lan nyepetake manajemen alat.
2. Alur akurat lan finish luwih apik.
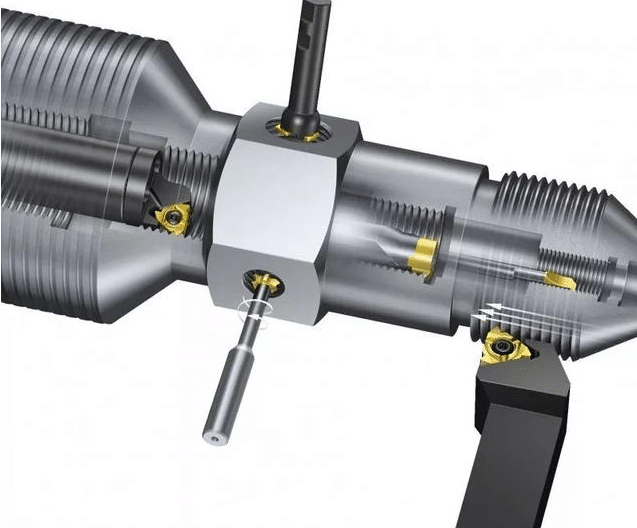
Pengilangan thread digawe kanthi rotasi kecepatan tinggi alat lan interpolasi spindle. Cara pemotongan panggilingan, kecepatan pamotongan dhuwur, lan benang diproses asring; kacepetan ngukur cethek kurang, lan chip dawane, sing gampang ngrusak permukaan bolongan ing jero.
3. Discharge utangan internal cocok.
Utas panggilingan kalebu chip pecah, chip cendhak, lan diameter alat mesin luwih cilik saka sing saka bolongan thread mesin, supaya chip chip Gamelan; nalika tunyuk nglereni terus, chip dawane, lan diameter pipa gedhe kaya bolongan mesin, supaya panyisihan chip angel.
4. Yen sampeyan nggunakake tunyuk, sampeyan bisa nggunakake sparka listrik kanggo ngilangi cabang sing rusak, nanging proses kasebut bakal ruwet banget, lan yen karusakan kasebut disebabake, bakal ilang amarga cilik.
Yen pamotong thread panggilingan digunakake, pisanan kabeh, amarga pasukan cilik, ora gampang ngeculake; sanajan rusak, amarga dhiameter bolongan mesin luwih gedhe tinimbang diameter alat, cabang bisa gampang ditarik metu. Ing syarat-syarat prodhuk pangasil, benang penggilingan luwih dhuwur tinimbang nyebabake.
5. Sampeyan ora gampang gawe keripik caket.
Kanggo bahan sing luwih alus, gampang gawé keripik caket sajrone pangolahan, nanging pengilangan thread bisa muter kanthi cepet lan bisa ngeculake chip. Kacepetan potong kerlip kurang, lan benang lengkap lan tumindak permukaan machined, sing gampang kanggo nggawe chip lengket.
6. Daya mesin kudu kurang.
7. Amarga thread penggilingan iku pecah chip, alat iki sapisan di hubungi, pasukan pemotretan cilik, lan tutul kebak thread kontak, pasukan gedhe, lan mesin mbutuhake daya gedhe.
8. Pecah alat gampang gampang ditangani.
Pisanan, pemotong belokan thread nduweni pasukan cilik lan jarang ngilangi. Yen ana, amarga aperture mesin luwih gedhe tinimbang pemotong, bagian sing pecah gampang ditarik; lan tunyuk ditandhani karo pasukan gedhe, panyimpenan chip ora lancar, lan gampang break, lan bolongan gedhe sawise pecah. Iku luwih gampang kanggo ditangani, lan iku banget masalah yen iku bolongan cilik, kaya:
a. Nalika mesin benang biasa, penggilingan thread ora biaya-efektif considering biaya saben Piece. Utas biasa diklasifikasikake minangka benang kanthi kekerasan umum <50 HRC lan dhiameter <38 mm, sanajan iki ora dadi garis pamisah sing jelas. Taps biasa minangka bahan baja kacepetan dhuwur, rega pasar iku puluhan dolar, nanging pemotong thread luwih saka 10 kali rega, lan urip potongan siji ora bisa luwih saka 10 kali.
b. Rasio aspek ora bisa gedhe banget, lan umume mbutuhake L / D <3. Amarga paku pemotong thread nduweni pasukan siji-sisi, rasio dhiameter dawa bakal ngasilake taper nalika benang banget dawa, lan pemotong gampang rusak.
aplikasi saka CNC thread milling
1. Pangolahan materi sing dhuwur banget (kekerasan> 50HRC), cocok kanggo pengilangan benang, amarga panggilingan iku pecah chip, alat kontak lokal cilik, lan ageman digawe saka karbida cemented, saengga panganggo cilik lan umur layanan ; Kerucut kawat baja berkecepatan tinggi umum ora bisa diproses ing kabeh, kayata nggunakake karbida padat karet, rega ora murah, lan rega thread pemotong pemotong padha. Miturut pengalaman pangolahan sing wis ana, efisiensi lan ekonomi pengilangan thread pancen luwih dhuwur tinimbang sing nyebabake.
2. Lubang komposit (karo chamfer) Machining uga cocok kanggo penggilingan thread. Utas pemotong benang nduweni akeh fungsi, sing bisa digabungake menyang benang lan chamfering.
3. Mesin pelapisan tipis, cocok kanggo penggilingan benang, gaya pemrosesan pemotong benang tipis kecil, sehingga deformasi kurang. Kajaba iku, bolongan ngisor bisa digawe rata, lan benang bisa cedhak karo dhasar, supaya spasi sing dibutuhake cilik.
4. Kanggo mesin kanthi presisi thread dhuwur, penggilingan thread nduweni kecepatan thread dhuwur, panyimpenan chip apik, presisi thread dhuwur lan finish dhuwur, lan luwih cocok kanggo pengilangan thread.
5. Soft material, titanium alloy processing, cocok kanggo thread penggilingan, amarga thread panggilingan pemotong ora gampang kanggo ngasilake puing lengket.
Kanggo pemotongan sing ora stabil, pemotong benang bisa ngrampungake kanthi ngolah kondisi kasebut amarga prinsip pemotongan kasebut minangka penggilingan intermiten.
Ringkesan
1.Modifikasi manufaktur. Cetakan iku mesin presisi lan biaya produksi dhuwur. Mulane, kanggo njaga profil bolongan sing akurat lan profil benang lengkap, benang ing cetakan gedhe wis dimodelake kanggo njamin kualitas bahan.
2. Puteran ora puteran utawa asimetris Amarga wangun asimetri saka bagean-bagean, kasulitan pisanan sing ditemoni kanthi cara ngowahi thread yaiku penjepit, lan presisi mesin bisa dijamin. 3, diameter pupil gedhe lan pemotongan sing diseleksi.
