4 Perkara Sampeyan Apa Lali babagan Proses Penggilingan
1.Introduction to Milling
Proses machining sawijining workpiece karo mesin pemotong ing mesin panggilingan diarani panggilingan, utawa panggilingan. Penggilingan minangka salah sawijining cara sing umum digunakake kanggo nglereni logam. Nalika panggilingan, pemotong pemotong ndadekake gerakan utama rotasi, lan benda kerja dadi gerakan feed linear sing alon.
1, fitur penggilingan
1) Pemotong panggilingan yaiku pemotong multi-tooth. Nalika panggilingan, saben pamotong ing cutter ora dipotong terus-terusan kaya alat sing ngowahi lan dicithak buntut nanging ngetokake kanthi serempak, lan disipasi panas lan kondisi cooling saka pemotong apik. Penggilingan Daya daya piso dhuwur lan kecepatan potong bisa tambah;
2) Penggilingan kerep nggunakake motif multi-tooth, kang bisa digunakake kanggo nglereni luwih gedhe. Dibandhingake karo planing, penggilingan nduweni produktivitas luwih dhuwur. Ing batch lan produksi massal, panggilingan wis meh rampung diganti planning;
3) Amarga pemotongan terus lan pemotongan saka gigi pemotong terus-terusan, pasukan panggilingan terus-terusan berubah, saengga panggilingan pranyata geter.
2. Dosis milling
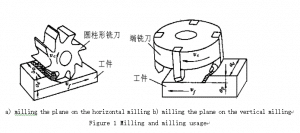
Jumlah panggilingan sing digunakake kanggo panggilingan kalebu 4 faktor: kecepatan pamotongan, feed, backfeed (kedalaman penggilingan) lan kanthong sisi (lebar panggilingan). Jumlah penggilingan ditampilake ing Figure 1.
 Feed ƒ
Feed ƒ
Nalika penggilingan, jumlah gerakan benda kerja relatif marang alat kasebut ing arah gerakan feed yaiku jumlah feed nalika panggilingan. Awit pamisahan panggilingan minangka alat multi-blade, pitungan ditindakake miturut wektu unit, lan ana telung metode.
(1) Feed saben kriya ƒZ (mm / z) nuduhake jumlah feed barang menyang pemotong panggilingan nalika pemotong liwat siji waos saben waos (yaiku, jarak obah sing dienggo ing arah feed saben revolusi .), unit punika mm / z saben waos.
(2) Feed per revolusi ƒ, nuduhake umpan panggilingan kanggo saben revolusioner pemotong panggilingan (ie jarak saben revolusi pemotong panggilingan lan gerakane workpiece ing arah feed), unit yaiku mm / r
(3) Feed per menit, uga dikenal minangka feed rate, nuduhake feed per menit saka workpiece menyang pemotong panggilingan (yaiku jarak obah sing dienggo ing arah feed saben menit), unit yaiku mm / min. Hubungane antarane telu ing ndhuwur yaiku,
Ing ngendi Z - panggilingan untu pemotong
- Kacepetan pemotong per menit (r / min),
Gawe mangan jumlah piso (uga dikenal minangka kedalaman penggilingan)
Kedalaman pengilangan adalah ukuran lapisan pemotongan diukur sejajar dengan sumbu pemotong (lapisan pemotongan adalah lapisan logam pada benda kerja yang dipotong oleh ujung pemotong) dalam mm. Amarga orientasi sing beda saka workpiece relatif menyang workpiece sajrone circumferential lan mburi panggilingan, tandha saka kedalaman penggilingan uga beda.
Volume pisau samping (uga dikenal minangka jembar panggilingan)
Jembaré panggilingan iku ukuran lapisan ngethok sing diukur ing arah sing tegak karo sumbu pemotong, ing mm.
Prinsip pemilihan dosis panggilingan: biasane roughing Supaya kanggo njamin ketahanan alat sing diperlokake, piso utawa pita panggilingan sing luwih gedhe kudu digunakake dhisik, diikuti dening tingkat feed tambahan, lan pungkasane alat daya tahan. Pilih kacepetan potong sing cocok, supaya pilihan amarga kecepatan pamotongan duweni pangaruh sing paling gedhe ing daya tahan alat, tingkat feed sing liyane, piso sisih utawa piso sing bali duwe pengaruh paling ora; ing proses pambusekan, kanggo ngurangi deformasi elastis sistem pangolahan, perlu nggunakake tingkat feed sing luwih cilik nalika nyegah mbangun pinggiran sing dibangun. Kecepatan pamotongan sing luwih dhuwur kudu digunakake kanggo pemotong karbida pemotong lan kecepatan pamotongan ngisor kanggo pemotong baja kacepetan berkecepatan tinggi. Contone, nalika nglereni pinggiran ora digawe nalika panggilingan, luwih cepet kacepetan nglereni kudu digunakake.
3. Aplikasi penggilingan
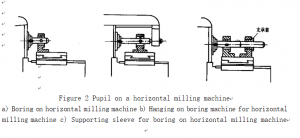
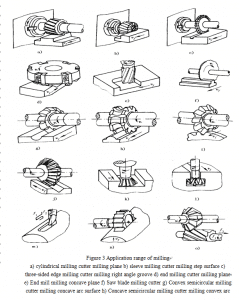
Mesin panggilingan duwe operasi mesin jembar kanggo ukuran, bevel, face vertikal, alur alur lan mbentuk permukaan (umpamane profil gigi), kaya sing ditampilake ing Gambar 3. Sampeyan uga bisa nindakake karya indeksasi. Kadhangkala pengeboran lan mboseni saka bolongan bisa uga dilakoni ing mesin penggilingan, kaya sing dituduhake ing Gambar 2. Mesin akurasi mesin aksine umum IT9 ~ IT8; roughness lumahane umume Ra 6.3 ~ 1.6μm.
4. Metode penggilingan
1) Penggilingan minggu lan pungkasan panggilingan: milling meth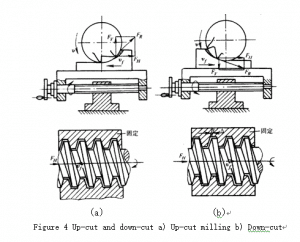 utawa nggunakake cutter panggilingan sing untu didistribusi ing permukaan circumferensial diarani penggilingan circumferential;
utawa nggunakake cutter panggilingan sing untu didistribusi ing permukaan circumferensial diarani penggilingan circumferential;
Cara pamindhahan sing didistribusikan ing pasuryan pungkasan saka silinder kanggo panggilingan diarani panggilingan pungkasan. Penggilingan akhir dibandhingake penggilingan mingguan
Iki mupangate ing bidang amarga: (1) Piranti nggeser cilik saka pabrik pungkasan nduweni efek ngurangi cahya ing permukaan mesin, sing bisa ngurangi kekasaran. Werna barang sing digiling ing periphery duweni area residual sing bereaksi. (2) Nomer pabrik pungkasan sing ngetokake pemotongan ing wektu sing padha gedhe, lan tingkat owah-owahan pasukan pemotretan cilik, supaya geter nalika operasi luwih cilik tinimbang penggilingan peripheral. (3) Nalika ujung tombak utama pungkasan mung ndemek workpiece, kekandelan chip ora padha karo nol, nggawe bilah luwih rawan kanggo nyandhang. (4) Pabrik pungkasan mburi nduweni extension cendhak, rigiditas sing apik, lan rod pemotong ora gampang cacat, lan jumlah potong gedhe bisa digunakake. Bisa ditemokake yen cara panggilingan pungkasan nduweni kualitas proses luwih apik lan produktivitas luwih dhuwur. Mulane, pesawat panggilingan biasane dienggo milled. Nanging, panggilingan piranti peripheral nduweni kemampuan adaptasi sing wiyar kanggo ngolah maneka bentuk, lan sawetara wujud (kayata mbentuk permukaan) ora bisa digunakake kanggo panggilingan pungkasan.
2) Penggilingan panggilingan lan panggilingan: Penggilingan minggu nduweni bédané panggilingan lan panggilingan. Ing kasus penggilingan munggah, arah rotasi pemotong panggilingan iku ana ing ngarepan arah feed ing workpiece; nalika panggilingan, arah rotasi pemotong panggilingan padha karo arah feed barang. Nalika panggilingan mudhun, kekandelan chip mundhak saka nol. Ing kasunyatane, sawisé tlatah panggilingan pemotong wiwit kontak ing workpiece, bakal nggeser jarak tartamtu ing permukaan kanggo bener dipotong menyang logam. Iki nggawe wilah gampang kanggo nyandhang lan nambah roughness saka permukaan machined. Ing kasus panggilingan munggah, potongan panggilingan nduweni angkatan komponen ngangkat ing workpiece, sing ndadekake stabilitas benda kerja dipasang ing meja.
Climbing ora duwe cacat ing sadhuwure. Nanging, feed ing workpiece sajrone proses panggilingan dipengaruhi dening celah antarane screw drive meja lan nut. Amarga komponis penggilingan ing horisontal padha karo arah pamakanan ing workpiece, gaya penggilingan bakal gedhe banget lan cilik, sing bakal nyebabake tabel kanggo mindhah lan jumlah feed ora rata, malah bisa nyebabake piso utawa ngrusak mesin. Mulane, perlu piranti kanggo ngilangi celah ing sekrup feed longitudinal kanggo nggunakake penggilingan mudhun. Nanging, mesin penggilingan umum ora ngilangi celahé sekrup, lan mung cara sing bisa digunakaké. Kajaba iku, kanggo roughing permukaan casting lan forging, mudhun-penggilingan bakal luwih aggravate ing nyandhang saka alat amarga kuping kawitan kontak kulit ireng. Ing wektu iki, uga cocok kanggo panggilingan.