Kita fokus ing
Dhuwur Efisien Nguripake

Apa CNC ngowahi?
Bahan kerja muter, lan alat sing ngowahi nindakake motong linear utawa mlengkung ing pesawat. Nguripake secara umum ditindakake ing mesin bubut kanggo turnamen puteran internal lan eksternal mesin. Nguripake permukaan silinder, permukaan sing mburi, permukaan conical, mbentuk permukaan, lan benang.
Nalika ngowahi permukaan silindris ing njero lan njaba, alat ngowahi bergerak ing pérangan arah menyang sumbu rotasi benda kerja. Nalika ngowahi pasuryan ujung utawa nglereni sawijining workpiece, alat ganti kasebut digeser sacara horisontal ing arah sing tegak karo sumbu rotasi benda. Yen lintasan alat sing ngowahi ana ing sudut pérangan menyang sumbu rotasi benda kerja, permukaan conical bisa dadi mesin. Nguripake permukaan putar sing kabentuk bisa nggunakake metode alat bantu utawa alat lintasan ujung alat. Sajrone ngowahi, workpiece diputer dening kumparan saka alat mesin kanggo tumindak minangka master; alat sing diobahake ing wadhah alat digunakake kanggo gerakan feed. Kecepatan pamotongan v yaiku kecepatan linear (m / min) ing titik kontak antarane puteran lan puteran sing puteran. Kedalaman nglereni yaiku jarak vertikal (millimeter) antarane permukaan benda kerja lan permukaan mesin ing saben stroke motong. Panyimpenan pemotongan lan mbentuk yaiku dawa kontak (ing millimeter) antarane alat ganti lan benda kerja tegak lurus menyang arah pakan. Jumlah feed nuduhake jumlah pamindahan (mm / rev) ing pakanan arah alat sing ngowahi nalika benda kerja muter revolusi siji, lan bisa uga ditulis ing pakan feed per menit saka alat ganti (mm / menit) . Kanthi kacepetan baja kacepetan dhuwur, nyobian baja biasa, kecepatan pamotretané umume 25 ~ 60 m / min, alat pengangkat karbida cermat nganti 80 ~ 200 m / min; kanthi alat perkakas karbida sing dilapisi, kacepetan maksimum nganti 300 Meter / menit utawa luwih.
Nguripake umum dipérang dadi montor-montor lan denda (kalebu mobil semi-finish). Kendaraan roughing ngupaya ningkatake efisiensi puteran tanpa ngurangi kacepetan geser, kanthi nggunakake ambane gedhe lan tingkat feed gedhe, nanging akurasi mesin mung bisa tekan IT11, lan kekasaran permukaan yaiku Rα20 nganti 10 μm; semi-tamat lan ngrampungake Nggunakke Gunakake kecepatan dhuwur lan feed cilik lan ngurangi jerone maksimal. Akurasi mesin bisa mencapai IT10 ~ 7, lan kekasaran permukaan Rα10 ~ 0.16 μm. Precision Precision sing ngowahi bagian logam non-ferrous sing digunakake ing lathes presisi dhuwur bisa entuk akurasi mesin IT7 nganti 5 lan kekasaran permukaan Rα0.04 nganti 0,01 μm. Ngowahi iki diarani "ngowahi pangilon." Yen wangun cekung utawa cembung saka 0.1 nganti 0.2 μm dienggo ing pinggir pinggiran alat sing ngobahake perhiasan, permukaan ngowahi bakal nduweni pola sing ora apik lan loreng, sing bakal menehi luster kaya lampu ing difraksi cahya. Minangka lumahing hiasan, ngowahi iki diarani "ngobah".
Sakwise diowahi, yen alat ganti diputer ing wektu sing padha, alat ganti diputer kanthi arah sing padha karo benda kerja kanthi kacepetan rotasi sing cocog (kacepetan rotasi alat umume kaping pirang-pirang saka kacepetan rotasi benda), lan relatif gerakan alat ganti lan workpiece bisa diganti lan diproses. Workpieces with polygons (segi telu, squares, prisma, heksagons, lan liya-liyane). Yen alat kasebut diwatesi longitudinally, gerakan reciprocating radial diwenehake menyang wadhah alat kanggo saben revolusi benda kerja, lan permukaan cam utawa bagean salib non-sirkuler bisa dimoderasi. Werna lekuk gigi, roket pirang sawetara alat mangkuk (kayadene pemotong bentuk lan peralatan hob) bisa dimoderasi miturut prinsip kerja sing padha, sing diarani "spade mundur".
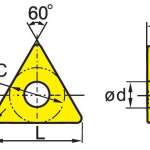 $32.60 - $76.22Tuku saiki
$32.60 - $76.22Tuku saikiTNMG
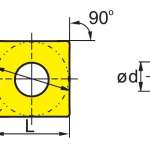 $25.07 - $75.22Tuku saiki
$25.07 - $75.22Tuku saikiSNMG
 $25.07 - $75.22Tuku saiki
$25.07 - $75.22Tuku saikiCNMG
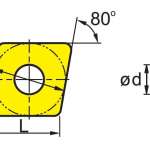
 $35.10 - $40.12Tuku saiki
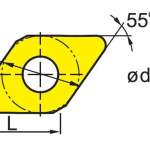
$35.10 - $40.12Tuku saikiDNMG