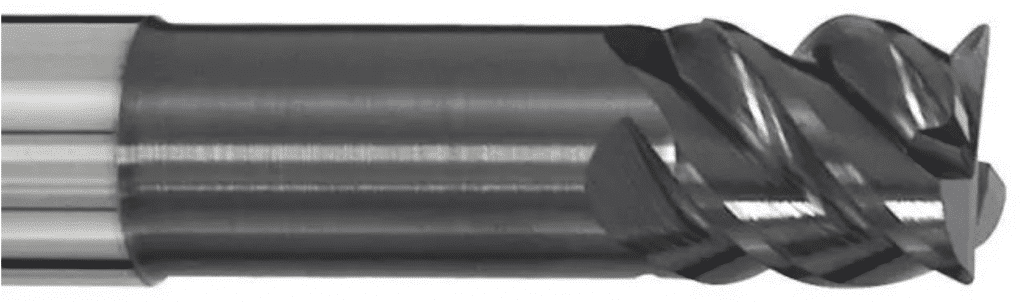
Pemotong kuli karbida iku pemotong panggilingan sing digawe saka karbida cemented. Kanggo ngerti mesin pemotong karbida cemented, kita kudu ngerti apa sing dadi paduan keras. Karbida cemented adhedhasar serbuk micron karbida (WC, TiC) saka logam tahan karat tahan karat, kanthi kobalt (Co) utawa nikel (Ni). Molybdenum (Mo) minangka pengikat lan minangka produk metallurgi bubuk disinter ing pawon vakum utawa pawon abang hidrogen.
Klasifikasi pemotong karbida
Pemotong panggilingan karbida utamané dipérang dadi: pemotong karbida padat pemotong | carbide straight shank milling cutters | carbide saw blades pemotong pemotong | carbide auger milling cutters | hard alloy machine reamer milling cutters | Pabrik akhir karbida | Pabrik akhir bal karbida
Aplikasi pemotong karbida
Pemotong kuli karbida umum digunakake ing pusat mesin CNC lan mesin engraving cnc. Sampeyan uga bisa dimuat ing mesin penggilingan konvensional kanggo ngolah sawetara bahan perawatan panas sing keras lan ora rumit.
1. Carbide cutter penggilingan silinder: dipakai kanggo bidang pengolahan mesin panggilingan horisontal. Gigi kasebut didistribusikake ing pinggiran pemotong panggilingan lan dipérang dadi untu terus lan untu spiral miturut wangun untu. Miturut jumlah untu, ana rong jinis untu kasar lan untu sing apik. Pemotong gigi spiral tooth tooth spiral nduweni jumlah untu, kekuatan gigi dhuwur lan ruang chip gedhe, sing cocok kanggo mesin kasar; Cutter panggilingan sing apik-apik kanggo finishing.
2. Mesin pemotong wajah karbida: Digunakake kanggo mesin panggilingan vertikal, mesin panggilingan akhir utawa mesin penggilingan gantungan. Wis untu pemotong ing pasuryan pungkasan lan circumference, lan uga duwe untu coarse lan untu sing apik. Struktur nduweni telung jinis: tipe integral, masang tipe lan jinis indeks sing bisa diindeks.
3. Pabrik akhir karbida: digunakna kanggo alur mesin lan lumahing permukaan, dsb., Untu ana ing pinggiran lan mburi, lan ora bisa dipangan ing arah aksial sajrone operasi. Nalika pabrik mburi duwé untu sing liwat tengah, bisa dipangan kanthi aksial.
4. Carbide triple-face cutter: digunakake kanggo machine macem-macem grooves lan langkah permukaan, karo untu ing loro-lorone lan circumference.
5. Pemotong panggung sudut karbida: dipigunakaké kanggo ngagiling alur ing sudut tartamtu, ana rong jinis pamisahan panggilingan sudut tunggal lan kaping pindho.
6. Carbide weruh pemotong pisau cukur: digunakake kanggo groove jero mesin lan potong workpieces, karo liyane untu ing circumference. Kanggo ngurangi gesekan nalika panggilingan, ana deklinasi sekunder saka 15 '~ 1 ° ing loro-lorone pemotong. Kajaba iku, ana alat pemotong kancing, pemotong penggilingan dovetail, pemotong penggilingan T-slot, lan pemotong warna-warna.
Tuku bahan bar baja, sing bisa disedhiyakake dening majalah Tool Industry

Metoda penggilingan pemotong karbida
Arah panggilingan saka pemotong karbida pemotong relatif menyang workpiece lan arah rotasi pemotong pemotong utamané ing ngisor iki rong cara panggilingan:
Pisanan ditemtokake. Arah rotasi pemotong pemotong padha karo arah feed saka nglereni. Ing wiwitan pemotongan kasebut, pemotong panggilingan nyangkut workpiece lan ngeculake chip pungkasan.
Tipe liya yaiku penggilingan. Arah rotasi pemotong panggilingan iku ana ing ngarepan arah feed pemotongan. Cutter panggilingan kudu nggeser ing workpiece sadurunge miwiti ngethok. Kekandelan motong wiwit ing nol lan kekandelan motong tekan mburi. maksimal.
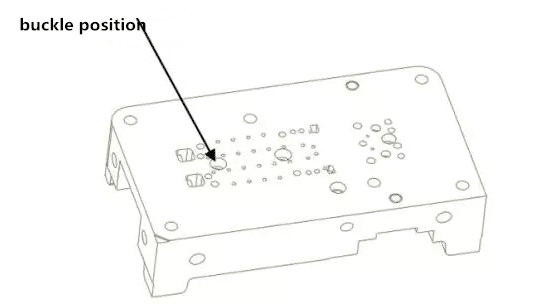
Nalika panggilingan, pasukan pamotongan ditindhes ing workpiece nglawan meja, lan pasukan pemotongan nyebabake bahan kasebut nyingkirake meja nalika nglereni. Wiwit efek pemotongan saka penggilingan mudhun iku sing paling apik, potong mudhun biasane disenengi. Mung nalika mesin duweni masalah jurang alur utawa yen ana masalah sing ora bisa ditanggulangi dening penggilingan mudhun, panangkepan kasebut dianggep.
Saben casting karbida cemented milling entuk pemotongan, pinggiran cendhak kasebut kena pengaruh beban, sing gumantung ing salib-bagian saka chip, materi saka workpiece lan jinis pemotongan. Ideally, diameter pemotong panggilingan kudu luwih gedhe tinimbang jembar workpiece. Pusat tengah panggilingan kudu tansah dipisahake saka centerline benda. Nalika alat dipasang ing tengah potong, burrs bisa digawe kanthi gampang. Arah saka pasukan pamisahan radial bakal diganti terus-terusan minangka pinggiran nglereni mlebu lan metu motong. Alat spindle mesin bisa kedher lan rusak. Wilah bisa rusak lan permukaan machined bakal kasar. Pemotong panggilingan carbide bakal rada mati pusat lan arah angkatan nglereni ora Ana maneh fluktuasi, pemotong bakal njaluk preload.
Maintenance carbide milling cutter
Nalika sumbu karbida kiringan panggilingan lan garis tepi workpiece ing tembelan utawa nyedhaki garis ujung workpiece, kahanan bakal banget serius, operator kudu nglakoni pekerjaan pangopènan sing cocog:
1. Priksa kekuwatan lan kekakuan saka mesin kanggo mesthekake yen diameter pipa sing dibutuhake bisa digunakake ing mesin kasebut.
2. Penampang alat ing spindle sakdurunge, ngurangi pangaruh sumbu pemotong panggilingan lan posisi benda kerja ing beban impact.
3. Gunakake pita panggilingan sing bener sing cocok kanggo proses iki kanggo mesthekake yen ora ana akeh pisau kanggo nyampurake benda ing wektu sing padha supaya bisa nyebabake getaran nalika ngethok. Ing tangan liyane, mesthekake yen ana cukup blades nalika panggilingan workpieces sing cetha utawa cavities milling. Melu karo workpiece.
4. Priksa manawa feed saben piso digunakake kanggo entuk hasil nglereni sing bener nalika keripik cukup nglukis kanggo ngurangi nyandhang alat. Patchable indexable kanthi wangun rake alur positif nyedhiyakake hasil nggeser alus lan daya paling murah.
5. Gunakake diameter pipa panggilingan sing cocok kanggo jembar workpiece.
6. Gunakake sudut mimpin sing bener.
7. Nyelehake pemotong kanthi bener.
8. Gunakake cairan pemotongan mung yen perlu.
9. Tindakake piranti pangopènan pangopènan lan ndandani katindakake nganggo lan alat monitor.
Pangopènan pemotong karbida panggilingan bisa ngluwihi alat urip lan ningkatake efisiensi karya.
Pemilihan mesin pemotong karbida
Pabrik stainless steel kajaba pabrik end lan sawetara pabrik mburi lan karbida minangka bahan panggilingan, kabeh jinis pemotong panggilingan liyane digawe saka baja berkecepatan tinggi, khususe tungsten-molybdenum lan baja berkecepatan tinggi vanadium sing duwe efek apik, alat Durability bisa dadi 1 nganti 2 kaping luwih dhuwur tinimbang W18Cr4V. Bahan karbida sing cocok kanggo nggawe pemotong stainless steel yaiku YG8, YW2, 813, 798, YS2T, YS30, YS25 lan liya-liyane.
Efek saka cooling semprotan iku paling penting, sing bisa nambah daya tahan panggilingan kanthi luwih saka siji wektu; yen didhelikake dening 10% emulsion umum, aliran cairan nglereni kudu cukup adhem. Nalika panggilingan karbida karo pemotong karbida, njupuk Vc = 70 ~ 150m / min, Vf = 37.5 ~ 150mm / min, lan nyetel miturut bahan campuran lan material.
Adhesion lan fusion saka stainless steel kuwat, lan chip gampang kanggo nguber pinggiran nglereni cutter panggilingan, kang deteriorates kondisi nglereni. Nalika panggilingan dileksanakake, pinggiran nglereni sepisanan minger ing permukaan hardened, sing nambah tendensi hardening kerja; impact nalika panggilingan Gegeran sing gedhe, sing nggawe pisau panggilingan gampang dicithak lan dianggo.
Nalika panggilingan stainless steel, pinggiran nglereni kudu landhep lan nanggung impact, lan saku chip kudu gedhe. Penggiling pemotong sudut besar helical (pemotong silinder, pabrik akhir) bisa dipigunakaké. Sudut meneng b b ditambah saka 20 ° nganti 45 ° (gn = 5 °), lan daya tahan alat bisa ditingkatake luwih saka 2 kali amarga mesin pemotong dianggo ing wektu iki. Angka rake g0e mundhak saka 11 ° nganti luwih saka 27 °, lan panggilingan iku cahya. Nanging, nilai b ora kudu gedhe, utamane pabrik pungkasan kudu b ≤ 35 °, saéngga ora nyuda untu.
Pipa baja stainless utawa bagian sing nganggo tembok sing tipis diproses dening ujung ujung gelombang, pamotongan iku cahya, getaran sing cilik, keripik sing rapuh, lan benda kerja ora cacat. Penggilingan kanthi kecepatan tinggi karo pabrik akhir karbida lan panggilingan baja tahan karat karo pabrik akhir sing bisa diinduksi wis ngrambah asil sing apik.
Penggilingan 1Cr18Ni9Ti kanthi pabrik perak perak kanthi parameter geometris gf = 5 °, gp = 15 °, af = 15 °, ap = 5 °, kr = 55 °, k'r = 35 °, g01 = -30 °, bg = 0,4 mm, re = 6mm, nalika Vc = 50 ~ 90m / min, Vf = 630 ~ 750mm / min, a'p = 2 ~ 6mm lan jumlah umpan saben waos tekan 0,4 ~ 0.8mm. Kurang luwih 10% nganti 15%, daya panggilingan dikurangi 44%, lan efisiensi luwih apik. Prinsip kasebut yaiku chamfer negatif sing ana ing pinggiran utama, lan pinggiran sing dibangun sacara artifisial nalika panggilingan, supaya bisa dipotong tinimbang pinggiran. Gb sudut ngarep saka pinggir sing dibangun bisa nganti 20 ~~ 302, amerga amba timbal Efek kasebut yaiku pinggir mburi sing disebabake dening tujuwan sing didadekake ing pasuryan rake paralel menyang pinggir cedhak dadi bantu chip, mangkono njupuk panas nglereni lan ngedhunake suhu nglereni.
Nalika panggilingan stainless steel, kudu diproses kanthi cara sing padha sabisa. Metode cross-milling asymmetrical bisa njamin manawa pinggiran nglereni lancip saka logam, lan area kontak saka ikatan chip cilik, lan gampang dipecahake ing sajroning aksi gaya centrifugal kecepatan tinggi, supaya chip nyebabake pasuryan sing nyebar nalika guritan bali menyang workpiece. Peeling lan chipping nambah daya tahan alat.
Bahan baja tahan karat dianggo sacara luas lan bisa ditemokake ing mesin, penggilingan, pengeboran lan nunyuk. Nanging amarga stainless steel nduweni ciri sing beda saka bahan umum liyane, pengolahan stainless steel dadi masalah gedhe kanggo teknisi!