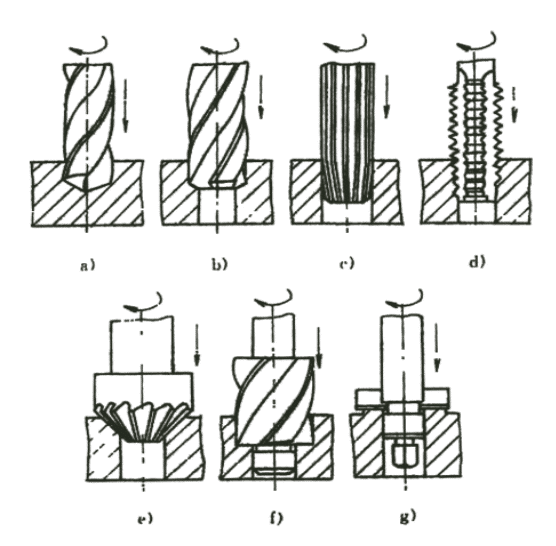
Mesin pengeboran yaiku alat mesin kanggo mesin internal. Iki digunakake kanggo bolongan mesin ing bahan padhet. Punika utamané digunakake kanggo workpieces mesin karo wangun Komplek lan tanpa sumbu rotasi simetris, kayata bolongan siji ing bagean kayata tungku, tutup, kothak lan pigura. Sistem lubuk. Pengeboran yaiku machining kasar. • Karakteristik proses ngebor (1) Nalika bit pengeboran dipotong ing negara semi-tertutup, jumlah pemotongan gedhe, lan penghapusan chip angel. (2) Pergeseran abot, (3) Kacepetan sing dhuwur lan suhu sing dhuwur banget bakal nyebabake akeh sing bisa dianggo. (4) Peretasan abot, pasukan pemotongan sing diperlokake gedhe, lan gampang ngasilake hardening kerja sing adhem saka bolongan tembok. (5) Bubar pengeboran tipis lan overhanging, lan gampang bend lan kedher nalika proses. (6) Akurasi pengeboran kurang, akurasi dimensi kasebut IT13 dadi IT10, lan kekasaran permukaan Ra yaiku 12,5 nganti 6,3 μm. · Proses pemotongan Range proses pengeboran duweni akeh proses. Piranti sing beda bisa digunakake ing mesin pengeboran kanggo ngrampungake lubang tengah pengeboran, ngebor, reaming, reaming, nunyuk, mboseni lan mburi mburi, kaya sing ditampilake ing gambar. Akurasi pengeboran pada mesin bor kurang, tapi lubang dengan presisi tinggi (IT6 ~ IT8, kekasaran permukaan 1.6-0.4μm) bisa uga dimodelasi oleh lubang reaming pengeboran. Kontrol bisa digunakake kanggo mesin sistem bolongan karo persyaratan posisi. Nalika mesin ing pencet bor, workpiece wis tetep lan alat gerakan ing arah aksial (gerakan feed) nalika muter (gerakan utama) .Drilling MachineTipe utama ngebur Mesin yaiku mesin bor, mesin bor vertikal, mesin bor radial, mesin panggilingan lan mesin bor, lan mesin bor inti. Parameter utama ing penet bor sacara umum yaiku diameter maksimum bore. Mesin bor vertikal sing akeh digunakake ing mesin bor. Punika ditondoi yen sumbu spindel ditata vertikal lan posisi tetep. Posisi ing workpiece perlu diatur supaya garis tengah saka bolongan machined wis selaras karo baris tengah rotasi saka alat. Gerakan utama digayuh kanthi rotasi alat nalika ngobahake arah sumbu kanggo gerakan feed. Mulane, mesin pengeboran vertikal iku ora nyaman kanggo operate lan produktivitas ora dhuwur. Cocog kanggo ngolah ukuran cilik lan ukuran medium ing produksi batch cilik. • Prinsip transmisi mesin bor vertikal. Gerakan utama: motor siji-kacepetan didorong kanthi mekanisme owah-owahan kecepatan langkahing; arah rotasi poros utama diganti dening motor sing maju lan mundur rotasi. Gerakan katrangan: Spindle bergerak kanthi linearly karo kantong spindle ing omah spindle. Jumlah gerakan sumbu saka spindle kasebut diwatesi kanthi jumlah gerakan sumbu spindle per revolusi spindle. Kapindho, pengeboran bench. Mesin bor baja diarani minangka bor bench. Iki tegese mesin bor vertikal kanggo mesin cilik bolongan. Struktur punika prasaja lan kompak, fleksibel lan trep, lan cocok kanggo ngolah bolongan cilik ing bagean cilik. Dhiameter borehole iku umume kurang saka 15mm. Telung rol, mesin bor radial Kanggo workpieces kanthi volume gedhe lan massa, iku banget ora nyaman kanggo proses ing mesin ngebur vertikal. Ing wektu iki, mesin pengeboran radial bisa digunakake kanggo diproses. Headstock bisa disetel laterally bebarengan ril guide ing lengen rocker. Lengan rocker bisa disetel ing sadhuwure permukaan silinder kolom lan bisa diputer ing kolom. Sajrone mesin, workpiece tetep, lan posisi spindle diatur supaya pusat wis didelehake karo tengah bolongan sing arep dimeter lan dijepret kanthi cepet kanggo njaga posisi sing akurat. Mesin bening radial sing akeh digunakake ing produksi batch tunggal lan medium lan cilik kanggo ngolah ukuran gedhe lan medium. Yen sampeyan pengin mesin bolongan lan bolongan ing sembarang arah lan ing posisi apa wae, sampeyan bisa nggunakake mesin pengeboran radial universal. Spindle mesin bisa diputer ing sumbu spesifik ing spasi. Ana uga cincin angkat ing ndhuwur mesin sing bisa digantung ing posisi apa wae. Mulane, cocok kanggo proses workpieces gedhe lan medium ing produksi batch siji lan cilik. Pengeboran Toolstwist bor (1) Struktur twist drill1. Latihan twist kasusun saka telung bagian: bagian kerja, gulu lan pegangan. (1) Bagian kerja: Bagian kerja saka bor twist duwe rong alur spiral, lan wangune kaya banget karo wangun twist. (2) Handle: Genggeman yaiku bagean pengikat saka bor, sing digunakake kanggo nyambungake karo alat mesin lan ngirim torsi lan aksial kekuwatan sak ngebor. Penanganan bor twist iki nduweni rong cara yaiku: Shanks lurus digunakake utamane kanggo latihan twist cilik kanthi diameter kurang saka 12 mm. Shank taper digunakake kanggo latihan twist kanthi diameter gedhe lan bisa dilebokake langsung menyang bolongan gelang penggulung utawa dipasang menyang bolongan gelang gelang liwat lengan taper. Ekor buntut tipis sing nganggo torsi digunakake kanggo ngirimake torsi lan digunakake kanthi gampang mbusak bor kasebut. (3) Neck: Alur gulu bor twist yaiku alur sing overrunning wheel grinding nalika grinding gagang saka bor bor . Bagian ngisor alur biasane diukir karo spesifikasi lan tandha pabrik saka bor. Latihan shank lurus ora duwe leher. Komposisi partisi motongSunting bagean motong tanggung jawab kanggo motong motong lan kasusun saka rong ngarep, wingking mburi, mburi mburi, pinggir cedhak, pinggiran cilik lan pinggir pahat . Pérangan pahat yakuwi pinggiran sing dibentuk déning persimpangan utama, lan pérangan kasebut minangka tali sabuk loro, sing ana ing ngarepan dinding bolongan (kayata permukaan mesin) nalika ditindakake, kaya sing dituduhake. minangka tindakan nuntun nalika bagean nglereni dipotong menyang workpiece, lan uga bagean mecah bagean potong. Kanggo ngurangi gesekan antaran pamindhahan lan tembok saka bolongan, dhiameter njaba (ing rong panggonan kasebut) diarani kerucut terbalik (0,03 - 0,12) / 100. (0,03 nganti 0,12 reverse taper per Dawane 100mm) Saliyane, kanggo nambah rigiditas saka bor, dhiameter inti antarane rong bilah saka bagian sing digawé digawe dadi taper positif (1.4 nganti 1.8) / 100 ing arah aksis. (1) rake face: rake face is the surface of the alur spiral, yaiku aliran chip liwat permukaan, sing bertindak minangka chip lan chip. Sampeyan kudu polesan kanggo nggawe panyisihan chip Gamelan. (2) Flank Utama: Werna flank utama adoh karo permukaan machined lan dumunung ing mburi ngarep. Wangun iki ditemtokake kanthi cara ngasah. Lintang sing cilik iku sawijining facet sing cetha ing permukaan silinder njaba sing ngelawan lumahing mesin. (D) 4) Pinggir utama: Pinggir utama yaiku persimpangan saka pasuryan rake (permukaan alur spiral) lan pasuryan flank utama. Pucuk twisting standar saka buri twist standar lurus (utawa meh tithik) (5) Pucuk pinggir cendhak: Pucuk pinggir cilik yaiku persimpangan saka pasuryan rake (permukaan alur spiral) lan pasuryan flank cilik (6) Bilah transversal: Ujung pahat yaiku persimpangan saka rong pasuryan flank utama, sing dumunung ing pungkasan pungkasan saka bore pengeboran, uga dikenal minangka ujung pengeboran. Parameter géometris twist drill1. bidang koordinat (1) Pèk pesawat Cutting Ps: yaiku bidang sing kalebu arah ujung motong ing titik kasebut lan sing jumbuh karo permukaan sing dipotong ing pinggir titik kasebut. (2) Titik sing dipilih ing pinggir pinggiran utama saka bor kasebut yaiku sawijining bidang sing ngliwati titik kasebut lan tegak karo kecepatan potong ing titik kasebut. Lumahing dhasar tansah ngliwati sumbu bit lan tegak lurus ing bidang arah kacepetan potong. sudut geometris saka bor (1) Helix angle: jalur persimpangan antarane permukaan alur spiral bor buri lan permukaan silinder njaba yaiku garis spiral, lan sudut antarane garis spiral lan sumbu bit sing diarani minangka titik helix saka bit panggilingan, lan kacathet minangka β. (Deleng buku teks) (2) sudut pinggir lan ujung dhadha endhasWiwit pinggir pinggiran utama ora ngliwati garis aksial, amba inclination blade wis kabentuk. Kanggo saben titik ing pinggir nglereni, sudut inclination bilah uga beda, utamane amarga permukaan dasar saben titik beda saka pesawat motong. Kanggo nggampangake katrangan konsep, kita ngenalake konsep kecenderungan bilah pasuryan. • Sudut rake pasuryan: Sudut pasuryan pungkasan saka titik sing dipilih ing pinggir cedhak utama yaiku sudut antarane titik dasar titik diukur ing tampilan proyeksi mburi lan nglereni pinggiran utama. Kanggo sawetara titik sing dipilih, sudut kamulyan saka sisi pungkasan uga beda, lan maksimum ing pinggir njaba (nilai absolut sing paling cilik) cilik ing cedhak inti (nilai absolut gedhe). (3) Ndhuwur (ngarep ) Sudut amba lan timbal: Sudut apex saka bit pengeboran punika sudhut ing antarane proyeksi saka loro sudhut motong utama ing bidang sing diukur sajroning bidang sejajar karo rong sudhut motong utama. Direkam minangka 2i, bor twist standar 2φ = 118 ° Sudut mimpin iku sudhut antarane nggambarake pinggir cedhak utama lan arah feed sing diukur ing permukaan basa, dilambarke minangka κrx. Wiwit basis pasuryan poin-poin ing pojok nglereni utama beda-beda, sudut puteran utama ing poin sing padha uga beda. (4) Sudut ngarep: Sudut gol saka titik sing dipilih ing pinggir cendhak utama diukur ing orthogonal (5) Sudut mbalik: Sudhut mlengkung sing dipilih ing pinggir cedhak utama diukur ing bidang tangent kanthi sumbu bit minangka sumbu lan ngliwati permukaan silinder ing titik kasebut, dilambarke minangka αf. Katelu, liyane bor bor (1) Latihan twist karbida. Nalika mesin mburi lan brittle bahan, panggunaan carbide penggerek secara signifikan bisa nambah efficiency ngurangi. Pengetuan twist alloy iki digawe dadi struktur monolithik, sing bisa digawe dadi baja twist carbide shank straight, sing bisa digunakake minangka bor karbida twist hard twist. Dibanding bor twist baja berkecepatan tinggi, inti nduweni dhiameter sing luwih gedhe, sing ukurane heliks cilik, lan bagean kerja sing luwih cendhek. Badan pemotong digawe saka baja paduan 9SiCr lan dianggo 50-52HRC. Pengukuran kasebut dirancang kanggo ningkatake kekuwatan lan kekuwatan saka pengeboran kanggo ngurangi potongan sing disebabake geter nalika ngebor. (2) Pori-pori liang jero Deleng pori-pori umum ngubungake pori-pori sing nduweni pori dawa nganti rasio diameter luwih saka 5 kali. Nalika ngebor jero, perlu ngatasi masalah pemecahan chip lan penghapusan chip, cooling lan lubrication, lan ngarahake. Utamane, bedhil gun. Pengeboran gun wis dianggo kanggo laras barel, mula diarani pistol gun pengeboran. Iki kerep digunakake kanggo mesin cilik diameteripun ing mesin. Saben struktur lan prinsip kerja. Tipe bor gun yaiku pipa bor. Sisih motong digawe saka baja kacepetan dhuwur utawa paduan padhet, lan ndadekake suling chip; pipa pengeboran digawe saka pipa baja sing lancar, lan suling cip di gulung cedhak karo bor pengeboran, lan diameter pipa bor kasebut yaiku 0,5 ~ 1 mm luwih cilik tinimbang diametere bor. Padha disambungake kanthi welding lan flutes chip sing didadekake siji sak welding.Working prinsip: ing workpiece rotates nalika ngebur, lan feed pengeboran bit. Cairan pamotongan kasebut disuntikake menyang zona pemotongan saka bolongan utama pipa bor lan bolongan inlet minyak saka bagean nglereni kanthi tekanan dhuwur kanggo ngombe lan melumasi, lan keripik sing metu saka suling. Awit kerang discharge metu saka sanjabane bor, kasebut disebut chips eksternal.2, ciri (1) Awit cairan kasebut entuk lan metu kanthi kapisah, cairan pemotongan ora disepelekake ing tekanan dhuwur lan gampang tekan zona pemotongan luwih apik ngatasi masalah cooling lan lubrication nalika ngebor jero bolongan (2) Awit pinggiran nglereni dibagi dadi jaba lan njaba ujung motong, lan ujung motong duweni eksentrisitas e, tindakan chipping bisa dilakoni nalika nglereni, sempritan, lan cairan nglereni iku trep kanggo njebol kripik, supaya chip discharging gampang; (3) Wiwit kolom inti kanthi diameter 2 d ditinggalake sawise ngebor, iki bisa njamin manawa permukaan ndhukung tansah ing kontak sing jero karo tembok saka bolongan, supaya bit pengeboran duwe pitunjuk sing dipercaya lan solves masalah nuntun drill hole.Keut, chip internal ngethok jero ngebur sawijining bor, telung celah sing disebarake ing antarane lintang lan rong blok pemblokiran. Saben operasi, cairan pemotongan tekanan dhuwur dikirim menyang zona pemotong saka celah antarane pipa bor lan tembok bolongan kanggo nyedhiyakake pendinginan lan pelumasan. Ing wektu sing padha, kripik wis dicopot metu saka bolongan chip bagian tengah saka bore pengeboran lan bolongan batin pipa bor. Tancepake borehane jero, amarga telung untu disusun ing circumferences sing beda-beda, tumindak minangka chip kanggo nggampangake chip evakuasi. Menapa malih, nalika keripik dipuntudhuh, boten saged ningkat kaliyan permukaan mesin, saengga efisiensi produksi lan kualitas prosesipun langkung ageng tinimbang chip njawi. Struktur iki ora duwe pinggir pahat, sing nyuda gaya aksial. Daya tarik circumferensial lan gaya radial ora ditampa dening pemblokiran guide ing circumference, lan drill hole jero nduweni sipat sing luwih apik. (3) Latihan semprotan Wujude nyedot yaiku telung bagian: sing pengeboran, tabung batangan lan njaba tabung. Sak suwene operasi, 2/3 cairan nglereni diisi menyang zona pemotongan liwat celah antarane tabung njaba lan njaba kanggo cooling lan pelumasan. Sisa 1/3 saka cairan nglereni disemprotake menyang tabung liwat celah sempit saka alur bulan sabit ing tembok tabung utama, supaya prabédan tekanan antarane ujung ngarep lan mburi mburi tabung njero nggawe "gaya nyedhot "Kanggo akselerasi ngeculake cairan lan kripik.
Sumber: Meeyou Carbide