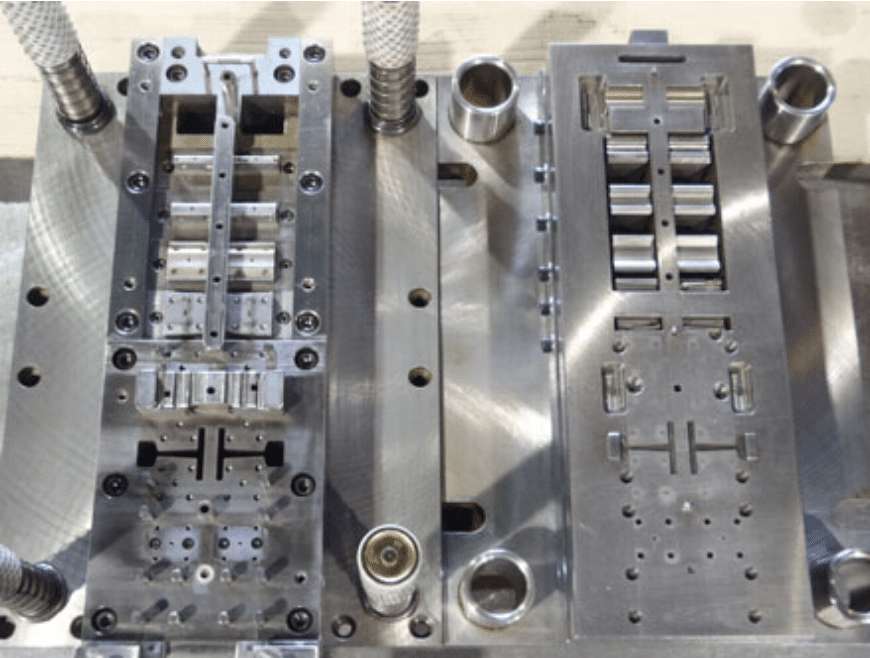
프로그레시브 다이는 여러 스테이션으로 구성됩니다. 각 스테이션은 서로 다른 프로세스를 완료하기 위해 순서대로 연결됩니다. 일련의 다른 스탬핑 공정이 프레스의 한 획에서 완료됩니다 .1. 진행형 다이 (연속 다이라고도 함)는 여러 스테이션으로 구성됩니다. 각 스테이션은 서로 다른 프로세스를 완료하기 위해 순서대로 연결됩니다. 일련의 다른 스탬핑 공정이 프레스의 한 획에서 수행됩니다. 한 번의 스트로크가 끝나면 펀치 피더에 의해 고정 단계에서 재료가 앞으로 이동하므로 펀칭, 블랭킹, 벤딩, 트리밍 및 딥 드로잉과 같은 한 쌍의 다이에서 여러 프로세스를 완료 할 수 있습니다. 그리고 더 많은 것 .2. 특징 (1) 프로 그레시브 다이는 펀칭, 벤딩 및 스트레칭 및 기타 멀티 채널 프로세스를 높은 생산성으로 포함 할 수있는 금형 쌍의 다중 작업 시퀀스 다이, (2) 점진적인 다이 작동 안전, (3) 쉬운 다이 (4) 고속 펀치 생산 가능 (5) 펀치, 부지 면적 감소, 반제품 운송 및 창고 점유 감소 가능, (6) 매우 높은 치수의 부품은 적합하지 않음 진보적 인 죽음의 생산 .3. 요구 사항 (1) 부품이 작다 (2) 대용량, (3) 재료가 얇다 (0.08 ~ 2.5mm), (4) 재료가 부드럽다, (5) 모양이 더 복잡하다, (6) 귀금속이 적합하지 않음 (낮은 가동률) (7) 정확도가 너무 높음 (IT10 수준 이하) .4. 다른 모델의 차이점 엔지니어링 모델 : "단일 공정 모델"이라고도하며, 한 번의 스탬핑 공정에서 하나의 스탬핑 공정 만 완료 할 수있는 금형을 의미합니다. 이 프로젝트가 끝나면 수동으로 또는 로봇을 사용하여 금형에서 제품을 꺼내고 다음 금형에 넣고 금형의 마지막 공정이 완료되고 전체 제품이 완성 될 때까지 생산을 계속할 필요가 있습니다. 이러한 종류의 곰팡이는 수리가 간단하지만 생산에 시간과 인력이 필요하고 더 많은 노동력과 시간이 필요하며 고철 율이 높습니다. 복합 몰드 : 일반적인 복합 몰드 구조는 화합물 절단, 복합 재료 드로잉 등을 포함합니다. 이러한 종류의 몰드 구조는 다른 엔지니어링 몰드 구조와 약간 다릅니다. 펀치 (수컷 몰드 또는 펀치라고도 함)는 하부 몰드에 설계되고 다른 여러 몰드 플레이트는 하부 클램프 플레이트 (고정 펀치 펀치), 하부 정지 플레이트 및 하부 스트립퍼 플레이트 (외부 릴리스)입니다. 상부 금형은 암 금형 (또는 나이프 에지), 내부 이형 판 및 상부 백킹 플레이트로 구성되어 있으며, 내부 슬리브는 윤곽 슬리브로 상부 백킹 플레이트에 매달려 있으며, 레버 또는 스프링. 예를 들어 블랭킹에 사용되는 복합 형은 마스터 금형의 0.50mm 내에서 제거 할 수 있습니다. 그것은 마스터 몰드보다 낮아서는 안되며, 그렇지 않으면 모 몰드 에지가 쉽게 붕괴되거나 제거되지 않을 수 있습니다. 내부 릴리스의 강도는 마스터 몰드에서 제품을 들어 올릴만큼 충분히 커야합니다. 연속 다이 : "프로 그래 시브 다이"라고도하며 스탬핑 프로세스에서 동시에 두 번 이상의 펀칭 작업을 완료하는 다이를 나타냅니다. 이 다이는 수리하기가 어렵고 경험이 필요합니다. 풍부한 수작업을하는 마스터가 작동하지만 제작하는 것이 매우 효율적입니다. 속도가 빠르면 한 시간 만에 수천 개의 제품을 생산할 수있어 노동력과 시간을 절약하고 스크랩 비율을 낮출 수 있습니다. 디자인의 요점 금형 주요 부품의 설계는 다음 사항에주의를 기울여야한다. (1) 펀치 설계 펀치 다이의 고정은 프로그레시브 다이의 일반적인 형태를 채택한다. 펀치와 펀치 고정 판 사이의 클리어런스는 0.06mm입니다. 모든 펀치는 펀치 프레스 판에 의해 펀치 고정 판에 가압된다. 펀치 프레스 판의 설계는 펀치 다이의 강도를 증가시키기 위해 펀치 다이의 바닥으로부터 돌출하고, 펀치 다이의 풀 - 오프 현상은 기본 속도에서 회피된다. 펀치의 강성을 확보하기 위해, 펀치의 길이는 60mm (원형 펀치의 길이는 52mm로 설계되어 있습니다.) (2) 금형 설계 금형의 제작을 용이하게하기 위해 오목 금형은 모자이크 구조를 취하고 모든 오목 금형과 오목 금형은 0005mm 클리어런스를 고정하여 사용했다. 축 방향으로 고정 된 것은 동일한 세트의 압력 플레이트 또는 가이드 플레이트를 사용합니다. 이것은 다이의 제거를 용이하게 할뿐만 아니라, 다이 인서트가 다이 고정 풀 현상으로부터 빠져 나올 때의 1L 몰드 펀칭을 방지 할 수 있습니다. 스탬핑 시트가 더 부드럽기 때문입니다. 몰드에서 배출되는 스크랩은 작은 리바운드를 가질 수 있으며 다이의 주요 고장 모드가 막히고 있습니다. 다이 에지는 재료의 경사를 가진 2mm 직선 벽의 형태로 설계된다. (3) 방전 구조 방전 구조의 설계는 주로 원형 홀의 방전, 펀치 구멍의 방전 및 성형 된 방전을 포함한다 기재. 스트리퍼 플레이트가 펀칭 펀치의 정밀 가이드에서 역할을하도록 보장하기 위해이 둘 사이의 매칭 간격은 0012 램입니다. 스트리퍼 판의 가공 정도를 향상시키고 변형을 방지하기 위해서이다. 스트리퍼 플레이트는 두 부분으로 나뉩니다. 몰드의 하부 다이는 버 어 에지 인서트 및 엠보싱 몰드 인서트로 설계되고, 그 높이는 다이의 상부 평면보다 높으며; 스트립퍼 플레이트는 스트립 홈으로 설계되어 횡단면이 금형 부품에 손상을주지 않도록 보장합니다. . 프로그레시브 다이에 대한 우리의 EDM 텅스텐 카바이드 판을보십시오.
출처 : Meeyou Carbide