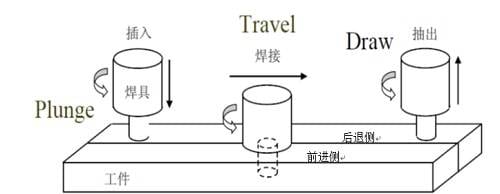
마찰 교반 용접의 원리 마찰 교반 용접은 용접 공구의 고속 회전과 용접 마찰열을 사용하여 용접 재료를 국부적 인 플라스틱으로 만든다. 용접 인터페이스를 따라 용접 공구가 전진 할 때, 용접 공구의 가소 화 된 재료 마찰 용접 도구의 전면에서 뒤쪽으로, 그리고 고밀도 고체상 용접을 형성하기 위해 용접 재료를 밀어 내고 있습니다. 용어 설명 (1) 전진 측면 (AS)과 후퇴 측면 (RS) : 용접은 마찰과 마찰 용접 센터에 의해 두면으로 나뉘어져있다. 용접 공구의 회전 방향과 전진 방향에 따라 결정됩니다. 용접의 전면에서 용접 공구의 회전 방향은 용접 공구의 전진 방향과 일치합니다. 용접의 뒷면에서, 용접 공구의 회전 방향은 용접 공구의 회전 방향과 반대입니다. 기능 : 재료의 일부는 전방 측면에서 전방으로 흐르고, 재료의 일부는 후방으로 흐르고 더 큰 혼합이 발생합니다 쪽. 뒷면의 재료는 뒤쪽으로 만 흐르고 일부 재료는 앞쪽으로 들어갑니다. 용접 툴의 상부의 가소 화 된 금속은 주로 아래쪽으로 흐르고, 용접 툴의 전방 및 하부의 가소 화 된 금속은 주로 용접면을 따라 후방 측에서 전방으로 유동한다. 용접 공구 상부의 가소 화 금속은 전방 및 상방을 가짐. 가소 화 금속의 아래쪽 부근의 용접 공구의 중간 부근에서 역류. (2) 용접 공구 또는 용접 헤드 (용접 공구) : 마찰 마찰 교반 용접 공구 (welding or mixing head) 라 불리는 특별한 공구를위한 교반 용접. 혼합 바늘과 숄더로 알려진 바늘 (핀)과 어깨 (숄더) 구성에 의한 마찰 교반 용접. 기능 : 샤프트 - 마찰로 용접 영역의 재료를 가소 화하는 데 필요한 열 에너지를 제공합니다. 샤프트 끝의 모양은 오목하게되어있어 그 아래에있는 연화 재료가 용접 과정 중에 내향 힘을 받게되어 축적되며, 가소 화 된 재료가 용접 영역에서 범람하지 못하게하고 캐비티의 뒤쪽을 채우도록합니다 , 양호한 용접 형성을 보장한다. 혼합 바늘 - 필요한 열의 일부를 제공하여 마찰에 추가적으로, 원래의 기재에 대한 주요 기계적 손상이 용접 될 정도로 강하게 교반되어 주변 표면 및 재료를 도킹하는 결과를 초래합니다 완전 혼합, 용접 핵으로 구성된 미세 등축 결정립의 큰 변형 특성 형성 (3) 용접 너겟 구역, WNZ : 용접부의 중앙부는 소성 변형 및 완전한 동적 재결정 용접 공구의 마찰이 심하다. 축 방향 입자의 미세 구조 (4) 열 기계적 영향 구역 (TMAZ) : 인접한 WNZ의 주변 영역은 용접 도구의 열에 의해 소성 변형 및 부분 재결정을 거쳐 구부러지고 길게 형성된 미세 구조를 형성하는 TMAZ이다 (5) 열 영향 부 (HAZ) : TMAZ 외부 영역의 일부는 용접 공구에 의해 기계적 교반을받지 않는 HAZ이다. 입자 성장의 현상은 마찰열의 작용으로 비교적 거친 미세 조직을 형성합니다. 그림 1에 표시된 마찰 교반 용접 공정, 그림 2에 표시된 분포의 미세 구조. 마찰 교반 용접의 개략도 그림 2 조성 (BMZ는 기본 재료 임) 마찰 교반 용접의 장점 : 소성 변형 및 동적 재결정을 통한 FSW 용접, 수상 돌기를 용융시키지 않고 미세하고 미세한 입자의 미세 구조. 전통적인 용접 방법과 비교하여, 튀김과 연기, 합금 원소 연소, 균열 및 기공 및 기타 결함이 없으므로 용접 와이어와 보호 가스를 추가 할 필요가 없습니다. TIG와 MIG 용접에는 명백한 이점이있다 용접 방법, 합동 기계적 특성 및 생산 효율성의 점에서 알루미늄, 마그네슘, 아연, 구리, 등등과 같은 비철 금속 물자의 연결. FSW 재료의 성공적인 적용은 Al 합금, Mg 합금, 납, 아연, 구리, 스테인리스 강, 저탄소 강 및 기타 유사한 재료 또는 기타 재료, 마찰 교반 용접은 항공 우주, 항공, 조선, 차량 및 원자력 및 기타 분야에서 주로 사용됩니다. 항공 : 보잉은 GMAW 공정에서 FSW 공정에 이르기까지 1,500 만 달러를 투자하여 용접 결함 비율을 10 배 줄이고 제품 성능 30 % 이상 증가했습니다. 마찰 교반 용접기의 사용은 Boeing.Ship에서 이륙되었습니다 : 중국 항공 산업 북경 포스터 과학 기술 유한 회사 독립적 인 연구와 강화 된 벽 마찰 교반 용접 장비와 중국 최초의 우주선의 성공, 장치는 용접 길이 수 있습니다 12m, 너비 6m, 벽과 12mm 알루미늄 합금의 두께, 중국 해군 새로운 미사일 보트 개발 need.The 자동차 산업 : 자동차 도어 연결은 마찰 교반 용접 기술 연결을 사용되었습니다, 효과가 좋은대로 표시를 충족하기 위해 그림 3. 자동차 도어의 그림 3 FSW 연결 마찰 교반 용접 개발 방향 (1) 마찰 교반 용접 복합 기술 그림 4는 왕복 마찰 교반 용접의 개략도이며, 원리는 마찰 교반 용접에서주기적인 회전 및 역전의 혼합 헤드입니다 왕복 운동의; 같은 시간, 스큐 마찰 교반 용접 개요 다이어그램에 대한 그림 5, 원칙은 마찰 교반 용접을 달성하기 위해 비대칭 믹싱 헤드의 사용이다. 용접 공정 중에 교반 헤드의 중심 축과 용접기의 회전 중심 축 사이에 경사각이 생기므로 용접부의 스큐 방식 교반이 이루어집니다. 그림 4 왕복 식 마찰 교반 용접 그림 5 기울어 진 마찰 교반 용접 (2) 교반 마찰 수정 기술 표면 직접 수정 및 주조 재료 수정 포함. 직접적인 표면 개질의 원리는 바늘을 휘젓 지 않고 단지 어깨가있는 교반기로 작업 물 표면을 문지르는 것입니다. 교반 헤드가 통과하는 영역은 표면 개질 된 층을 형성하기위한 것이고, 이는 표면 개질 된 목적 일 수있다. [1] 姚 君山, 张彦华, 王国 庆, 등. 搅貯 晶 焊 技术 研究 进展 [J].工艺, 2003, (4) : 23-29. [2]栾 国 红, 郭德伦. 중국의 발전과 추앙의 응용 [J].航空 통제 기술 2014, (17) : 71-75.
출처 : Meeyou Carbide