ਜਦੋਂ ਕੱਟਣ ਵਾਲੀ ਧਾਤ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਤਾਂ ਟੂਲ ਟੂਲ ਨੂੰ ਵਰਕਸਪੇਸ ਵਿਚ ਖਿੱਚਦਾ ਹੈ ਅਤੇ ਟੂਲ ਐਂਗਲ ਇਕ ਮਹੱਤਵਪੂਰਣ ਪੈਰਾਮੀਟਰ ਹੈ ਜੋ ਟੂਲ ਦੇ ਕੱਟਣ ਵਾਲੇ ਹਿੱਸੇ ਦੀ ਜਿਉਮੈਟਰੀ ਨੂੰ ਨਿਰਧਾਰਤ ਕਰਨ ਲਈ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ. ਖਰਾਦ ਦੇ ਕੱਟਣ ਵਾਲੇ ਸੰਦ ਦੇ ਕੋਣ ਨੂੰ ਸਿੱਧੇ ਰੂਪ ਵਿੱਚ ਸਮਝਣ ਲਈ, ਅਸੀਂ ਸਿੰਗਲ ਪੁਆਇੰਟ ਕਟਿੰਗ ਟੂਲ ਦੇ ਕੋਣਾਂ ਤੋਂ ਸ਼ੁਰੂ ਕਰਦੇ ਹਾਂ, ਜੋ ਕਿ ਅਨੁਸਰਣ ਦੇ ਰੂਪ ਵਿੱਚ ਦਿਖਾਇਆ ਗਿਆ ਹੈ,
- ਹਿੱਸੇ ਨੂੰ ਕੱਟਣ ਦੀ ਬਣਤਰ: 1 ਕੋਨੇ, 2 ਕਿਨਾਰੇ, ਅਤੇ 3 ਚਿਹਰੇ
ਇਕ ਸੰਦ ਦਾ ਕੱਟਣਾ ਹਿੱਸਾ ਚਿਹਰਾ ਹੁੰਦਾ ਹੈ, ਵੱਡਾ ਝੁੰਡ ਜਹਾਜ਼, ਛੋਟਾ ਝੁੰਡਾਂ ਦਾ ਜਹਾਜ਼, ਸਾਈਡ ਕਟਿੰਗ ਅਗੇਤ, ਅਖੀਰੀ ਤਿਕੜੀ ਅਤੇ ਕੋਨੇ
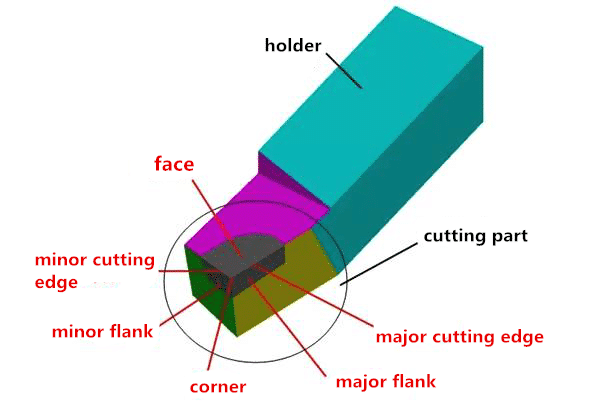
1)ਚਿਹਰਾ ਸਤਹ ਜਿਸ ਤੇ ਚਿਪਸ ਟੂਲ ਤੇ ਵਹਿੰਦਾ ਹੈ.
2)ਪ੍ਰਮੁੱਖ ਫਲੈਸ਼ ਪਲੇਨ ਟੂਲ ਦੀ ਸਤਹ, ਜੋ ਵਰਕਪੇਸ ਤੇ ਮਸ਼ੀਨ ਵਾਲੀ ਸਤਹ ਦੇ ਵਿਰੁੱਧ ਹੈ ਅਤੇ ਉਸ ਨਾਲ ਮਿਲਵਰਤਦੀ ਹੈ, ਜਿਸਨੂੰ ਮੁੱਖ ਫਲੈਗ ਪਲਾਇੰਟ ਕਿਹਾ ਜਾਂਦਾ ਹੈ.
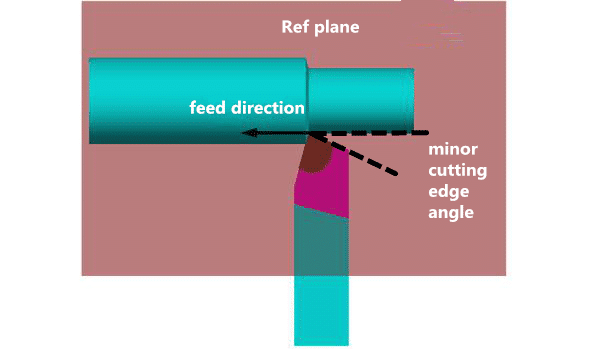
3)ਨਾਬਾਲਗ ਦੀ ਲੰਬਾਈ ਟੂਲ ਦੀ ਸਤਹ, ਜੋ ਵਰਕਪੇਸ ਤੇ ਮਸ਼ੀਨ ਵਾਲੀ ਜਗ੍ਹਾ ਦਾ ਵਿਰੋਧ ਕਰਦੀ ਹੈ ਅਤੇ ਉਸ ਨਾਲ ਮਿਲਵਰਤਦੀ ਹੈ, ਜਿਸ ਨੂੰ ਨਾਬਾਲਗ ਮੰਜ਼ਲਾ ਜਹਾਜ਼ ਕਿਹਾ ਜਾਂਦਾ ਹੈ.
4)ਪਾਸੇ ਕੱਟਣਾ ਟੂਲ ਦੇ ਚਿਹਰੇ ਅਤੇ ਮੁੱਖ ਫਲੈਗ ਪਲਾਂਟ ਦੇ ਇੰਟਰਸੈਕਸ਼ਨ ਨੂੰ ਸੱਟ ਦੇ ਕਿਨਾਰੇ ਕਿਹਾ ਜਾਂਦਾ ਹੈ.
5)ਅਖੀਰ ਕੱਟਣੇ ਸੰਦ ਦੇ ਚਿਹਰੇ ਅਤੇ ਛੋਟੇ ਝੁੰਡ ਦੇ ਵਿਚਕਾਰ ਦੇ ਚੱਕਰ ਨੂੰ ਅਖੀਰ ਦੇ ਕੱਟੇ ਕਣ ਕਹਿੰਦੇ ਹਨ.
6)ਕੋਨਾ ਸਟੀਕ ਕੱਟਣ ਦੇ ਅਖੀਰ ਅਤੇ ਅਖੀਰ ਦੇ ਕਿਨਾਰੇ ਦੇ ਵਿਚਕਾਰਲੇ ਭਾਗ ਨੂੰ ਕੋਨੇ ਕਿਹਾ ਜਾਂਦਾ ਹੈ. ਕੋਨੇ ਅਸਲ ਵਿੱਚ ਇੱਕ ਛੋਟੀ ਕਰਵ ਜਾਂ ਸਿੱਧੀ ਲਾਈਨ ਹੈ, ਜਿਸਨੂੰ ਗੋਲਕ ਕੋਨੇ ਅਤੇ ਕੋਮੇਪਰਡ ਕੋਨੇਰ ਕਿਹਾ ਜਾਂਦਾ ਹੈ.
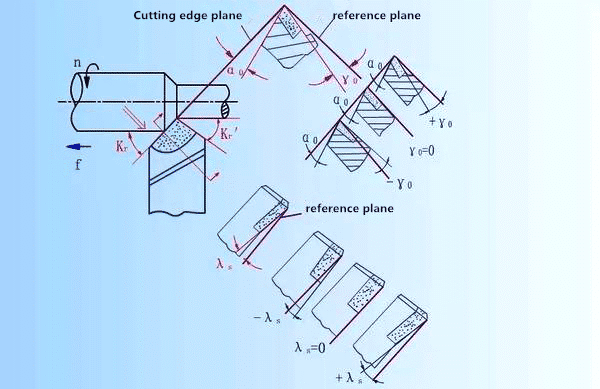
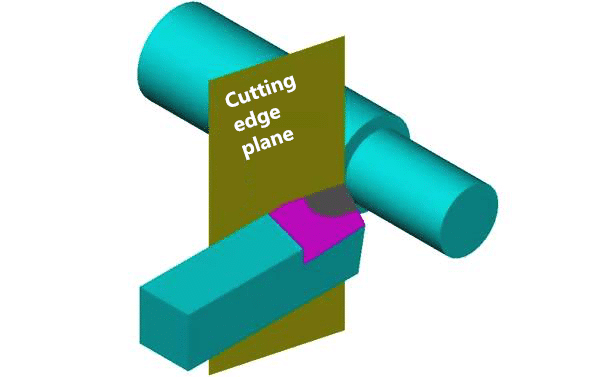
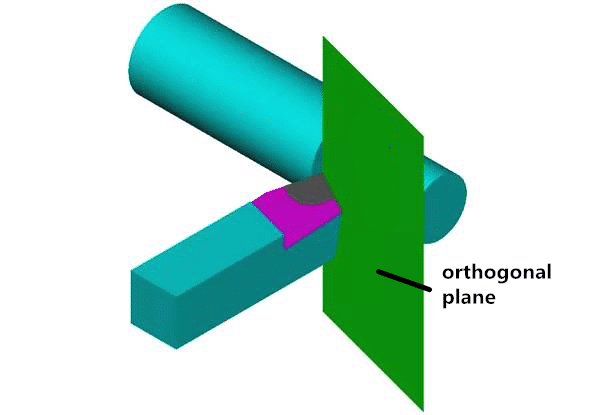
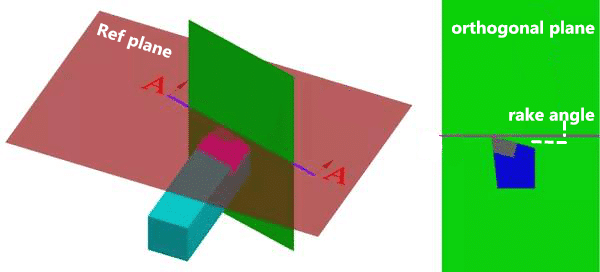
2. ਮੋੜਨ ਦੇ ਸਾਧਨ ਦੇ ਕੱਟਣ ਵਾਲੇ ਕੋਣ ਨੂੰ ਮਾਪਣ ਲਈ ਆਕਸਲੀਰੀ ਪਲੇਨ
ਮੋੜ ਦੇ ਸਾਧਨ ਦੀ ਜਿਓਮੈਟਰੀ ਨੂੰ ਨਿਰਧਾਰਤ ਕਰਨ ਅਤੇ ਮਾਪਣ ਲਈ, ਤਿੰਨ ਸਹਾਇਕ ਜਹਾਜ਼ਾਂ ਦਾ ਹਵਾਲਾ ਚੁਣਿਆ ਗਿਆ ਹੈ. ਤਿੰਨ ਸਹਾਇਕ ਪਲੌਨਾਂ ਸਟੀਵਿੰਗ ਐਂਗਲਜ਼ ਜਹਾਜ਼ ਹਨ, ਰੈਫਰੈਂਸ ਪਲੇਨ (ਬੇਸ) ਅਤੇ ਓਰਥੋਗੋਨਲ ਪਲੇਨ.
1)ਕਤਰ ਦਾ ਕਿਨਾਰਾ ਜਹਾਜ਼-ਕੱਟੇ ਹੋਏ ਪਾਸੇ ਦੇ ਇੱਕ ਚੁਣੇ ਹੋਏ ਪੁਆਇੰਟ ਤੇ ਕੱਟੋ ਅਤੇ ਟੂਲ-ਹਾਉਸ ਦੇ ਹੇਠਲੇ ਤਲ ਦੇ ਪਲੇਨ ਵਿੱਚ ਲੰਬਵਤ ਬਣਾਉ.
- ਹਵਾਲਾ ਜਹਾਜ਼ (ਬੇਸ)-ਸਾਧਨ ਕੱਟਣ ਵਾਲੇ ਪਾਸੇ ਦਾ ਇੱਕ ਚੁਣਿਆ ਪੁਆਇੰਟ ਪਾਸ ਕਰੋ ਅਤੇ ਟੂਲਹੋਲਡਰ ਦੇ ਹੇਠਾਂ ਦੇ ਜਹਾਜ਼ ਦੇ ਸਮਾਨਾਂਤਰ ਪਾਸ ਕਰੋ.
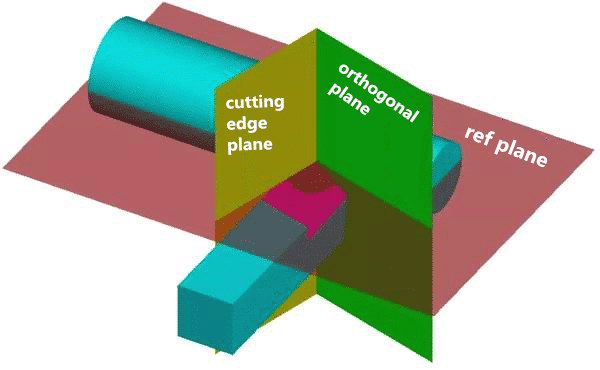
ਇਹ ਦੇਖਿਆ ਜਾ ਸਕਦਾ ਹੈ ਕਿ ਤਿੰਨ ਤਾਲਮੇਲ ਜਹਾਜ਼ ਇਕ ਦੂਜੇ ਲਈ ਲੰਬਵਤ ਹਨ, ਜੋ ਕਿ ਇਕ ਵਿਪਰੀਤ ਆਇਤਾਕਾਰ ਕੋਆਰਡੀਨੇਟ ਸਿਸਟਮ ਬਣਾਉਂਦੇ ਹਨ.
3.ਮੁੱਖ ਜਿਓਮੈਟਰੀਕਲ ਕੋਣ ਅਤੇ ਟਿੰਗਜ਼ ਟੂਲਜ਼ ਦੀ ਚੋਣ
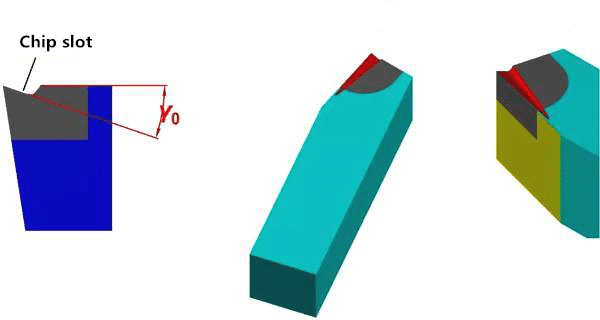
1) ਰੈਕ ਐਂਗਲ (γ0) ਚੁਣਨ ਦਾ ਸਿਧਾਂਤ
ਰੈਕਟ ਐਂਗਲ ਦਾ ਆਕਾਰ ਮੁੱਖ ਤੌਰ 'ਤੇ ਕਟਰ ਸਿਰ ਦੇ ਮਜ਼ਬੂਤੀ ਅਤੇ ਤਿੱਖਾਪਨ ਦੇ ਵਿਚਲੇ ਵਿਰੋਧਾਭਾਸ ਨੂੰ ਹੱਲ ਕਰਦਾ ਹੈ. ਇਸ ਲਈ, ਪ੍ਰਕਿਰਿਆ ਸਮੱਗਰੀ ਦੀ ਕਠੋਰਤਾ ਅਨੁਸਾਰ ਰੈਕ ਐਂਗਲ ਨੂੰ ਪਹਿਲਾਂ ਚੁਣਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ. ਪ੍ਰੋਸੈਸਡ ਸਾਮੱਗਰੀ ਦੀ ਕਠੋਰਤਾ ਬਹੁਤ ਉੱਚੀ ਹੈ, ਅਤੇ ਰੈਕ ਐਂਗਲ ਇੱਕ ਛੋਟਾ ਜਿਹਾ ਮੁੱਲ ਲੈਂਦਾ ਹੈ, ਅਤੇ ਉਲਟ. ਦੂਜਾ, ਰੈਕ ਐਂਗਲ ਦਾ ਆਕਾਰ ਪ੍ਰਾਸੈਸਿੰਗ ਪ੍ਰਾਪਰਟੀ ਦੇ ਅਨੁਸਾਰ ਮੰਨਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ. ਰੈਕ ਐਂਗਲ ਨੂੰ ਕੱਟਣ ਦੌਰਾਨ ਥੋੜ੍ਹੇ ਜਿਹੇ ਮੁੱਲ ਵਜੋਂ ਲਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ, ਅਤੇ ਰੈਕ ਐਂਗਲ ਨੂੰ ਮੁਕੰਮਲ ਹੋਣ ਦੇ ਦੌਰਾਨ ਵੱਡੇ ਪੱਧਰ ਦੇ ਤੌਰ ਤੇ ਲਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ. ਰੈਕ ਐਂਗਲ ਆਮ ਤੌਰ ਤੇ -5 ° ਅਤੇ 25 ° ਦੇ ਵਿਚਕਾਰ ਚੁਣਿਆ ਜਾਂਦਾ ਹੈ.
ਆਮ ਤੌਰ 'ਤੇ ਰੈਕ ਐਂਗਲ (γ0) ਨਹੀਂ ਬਣਾਇਆ ਜਾਂਦਾ ਜਦੋਂ ਮੋਢੇ ਹੋਏ ਸੰਦ ਨੂੰ ਬਣਾਇਆ ਜਾਂਦਾ ਹੈ, ਪਰ ਮੋਰੀ ਦੇ ਸੰਦ ਤੇ ਚਿੱਪ ਬੰਸਰੀ ਨੂੰ ਤੇਜ਼ ਕਰਕੇ ਰੈਕ ਐਂਗਲ ਪ੍ਰਾਪਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ. ਬੰਸਰੀ ਨੂੰ ਚਿੱਪਬਰੇਕਰ ਵੀ ਕਿਹਾ ਜਾਂਦਾ ਹੈ. ਇਸਦਾ ਕਾਰਜ ਹੈ:
a. ਬਿਨਾਂ ਝੰਜਟ ਦੇ ਚਿਪਸ ਨੂੰ ਤੋੜਨਾ
ਬੀ. ਮਸ਼ੀਨ ਦੀ ਸਤਹ ਦੀ ਸ਼ੁੱਧਤਾ ਨੂੰ ਕਾਇਮ ਰੱਖਣ ਲਈ ਚਿਪਸ ਦੀ ਨਿਕਾਸ ਦੀ ਦਿਸ਼ਾ ਨੂੰ ਕੰਟਰੋਲ ਕਰੋ.
ਸੀ. ਕੱਟਣ ਦਾ ਵਿਰੋਧ ਕਰੋ ਅਤੇ ਟੂਲ ਲਾਈਫ ਦਾ ਵਾਧਾ ਕਰੋ.
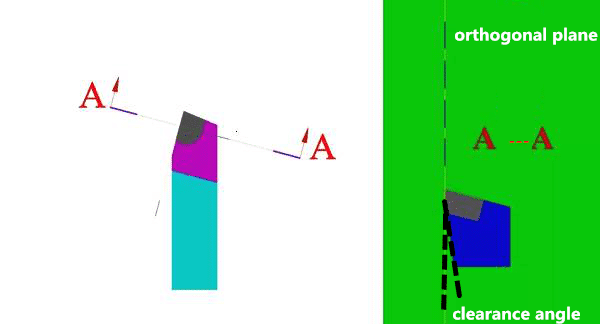
2)ਕਲੀਅਰੈਂਸ ਕੋਣ ਚੁਣਨ ਦਾ ਸਿਧਾਂਤ (α0)
ਸਭ ਤੋਂ ਪਹਿਲਾਂ, ਪ੍ਰੋਸੈਸਿੰਗ ਦੀ ਪ੍ਰਕਿਰਿਆ ਨੂੰ ਵਿਚਾਰਨ ਦੀ ਲੋੜ ਹੈ. ਜਦੋਂ ਖ਼ਤਮ ਹੁੰਦਾ ਹੈ ਤਾਂ ਕਲੀਅਰੈਂਸ ਐਂਗਲ ਨੂੰ ਵੱਡਾ ਮੁੱਲ ਮਿਲਦਾ ਹੈ ਅਤੇ ਜਦੋਂ ਕੱਟਣਾ ਹੁੰਦਾ ਹੈ, ਤਾਂ ਕਲੀਅਰੈਂਸ ਐਂਗਲ ਇੱਕ ਛੋਟਾ ਜਿਹਾ ਮੁੱਲ ਲੈਂਦਾ ਹੈ. ਦੂਜਾ, ਪ੍ਰਕਿਰਿਆ ਸਮੱਗਰੀ ਦੀ ਕਠੋਰਤਾ ਨੂੰ ਧਿਆਨ ਵਿਚ ਰੱਖਦੇ ਹੋਏ, ਪ੍ਰਕਿਰਿਆ ਕੀਤੀ ਗਈ ਸਮੱਗਰੀ ਦੀ ਕਠੋਰਤਾ ਬਹੁਤ ਉੱਚੀ ਹੁੰਦੀ ਹੈ ਅਤੇ ਮੁੱਖ ਕਲੀਅਰੈਂਸ ਐਂਗਲ ਨੂੰ ਕਤਰ ਦੇ ਸਿਰ ਦੀ ਮਜ਼ਬੂਤੀ ਵਧਾਉਣ ਲਈ ਇਕ ਛੋਟੇ ਜਿਹੇ ਮੁੱਲ ਲਈ ਲਿਆ ਜਾਂਦਾ ਹੈ. ਦੂਜੇ ਪਾਸੇ, ਕਲੀਅਰੈਂਸ ਐਂਗਲ ਨੂੰ ਥੋੜਾ ਜਿਹਾ ਮੁੱਲ ਲੈਣਾ ਚਾਹੀਦਾ ਹੈ. ਕਲੀਅਰੈਂਸ ਐਂਗਲ ਸਿਫਰ ਜਾਂ ਨੈਗੇਟਿਵ ਨਹੀਂ ਹੋ ਸਕਦਾ, ਅਤੇ ਆਮ ਤੌਰ ਤੇ 6 ° ਅਤੇ 12 ° ਦੇ ਵਿਚਕਾਰ ਚੁਣਿਆ ਜਾਂਦਾ ਹੈ.
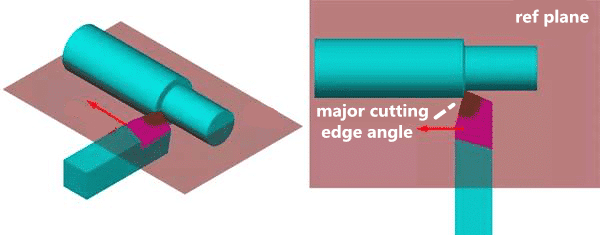
- ਐਂਗਟ ਐਂਗਲ ਕੱਟਣ ਦਾ ਅਸੂਲ
ਸਭ ਤੋਂ ਪਹਿਲਾਂ, ਬਦਲਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਪ੍ਰਣਾਲੀ ਦੀ ਕਠੋਰਤਾ, ਜਿਸ ਵਿੱਚ ਖਾਰੀਆਂ, ਕਲੈਂਪ ਅਤੇ ਟੂਲ ਸ਼ਾਮਲ ਹੁੰਦੇ ਹਨ, ਨੂੰ ਵਿਚਾਰਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ. ਜੇ ਸਿਸਟਮ ਸਖਤ ਹੈ, ਤਾਂ ਕੱਟਣ ਵਾਲਾ ਕੋਣ ਛੋਟਾ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ, ਜਿਹੜਾ ਮੋੜਦੇ ਹੋਏ ਸੰਦ ਦੀ ਸੇਵਾ ਨੂੰ ਬਿਹਤਰ ਬਣਾਉਣ ਲਈ ਲਾਹੇਵੰਦ ਹੁੰਦਾ ਹੈ, ਗਰਮੀ ਨਿਵਾਰਣ ਦੀਆਂ ਸਥਿਤੀਆਂ ਵਿੱਚ ਸੁਧਾਰ ਕਰਦਾ ਹੈ ਅਤੇ ਸਤਹ ਦੀ ਸੁੰਡੀਤਾ ਵਧਾਉਂਦੀ ਹੈ. ਦੂਜਾ, ਮਸ਼ੀਨ ਵਾਲੀ ਮਸ਼ੀਨ ਦੀ ਜਿਉਮੈਟਰੀ ਨੂੰ ਸਮਝਣਾ ਚਾਹੀਦਾ ਹੈ. ਜਦੋਂ ਕਦਮ ਚੁੱਕਦੇ ਹੋ, ਤਾਂ ਕੱਟਣ ਵਾਲਾ ਕੋਣ 90 ° ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ. ਮੱਧ ਵਿਚ ਕੱਟੀਆਂ ਗਈਆਂ ਮਸ਼ੀਨਾਂ ਨੂੰ ਕੱਟਿਆ ਜਾਂਦਾ ਹੈ ਅਤੇ ਕੱਟੀ ਕਿਨਾਰੇ ਦਾ ਕੋਨਾ 60 ° ਹੁੰਦਾ ਹੈ. ਕਟਿੰਗ ਐਂਗਨ ਕੋਣ ਆਮ ਤੌਰ 'ਤੇ 30 ° ਅਤੇ 90 ° ਦੇ ਵਿਚਕਾਰ ਹੁੰਦਾ ਹੈ, ਅਤੇ ਸਭ ਤੋਂ ਵੱਧ ਆਮ 45 °, 75 ° ਅਤੇ 90 ° ਹੁੰਦਾ ਹੈ.
- ਚੋਣ ਕਰਨ ਦਾ ਸਿਧਾਂਤ ਛੋਟੇ ਅਟੁੱਟ ਐਂਗਲ ਕੋਣ(ਕ੍ਰ ')
ਸਭ ਤੋਂ ਪਹਿਲਾਂ, ਮੋੜਦੇ ਹੋਏ ਟੂਲ, ਵਰਕਪੀਸ ਅਤੇ ਕਲੈਂਪ ਤੇ ਕਾਫ਼ੀ ਸਖਤਤਾ ਦਾ ਧਿਆਨ ਰੱਖਿਆ ਜਾਂਦਾ ਹੈ, ਜਿਸ ਨਾਲ ਛੋਟੇ ਕੱਦ ਵਾਲੇ ਵਿਪਰੀਤ ਕੋਣ ਨੂੰ ਘਟਾਉਣਾ ਹੁੰਦਾ ਹੈ. ਦੂਜੇ ਪਾਸੇ, ਵੱਡੇ ਮੁੱਲ ਨੂੰ ਲਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ. ਵੱਖਰੇ ਤੌਰ ਤੇ, ਪ੍ਰੋਸੈਸਿੰਗ ਦੀ ਜਾਇਦਾਦ 'ਤੇ ਵਿਚਾਰ ਕਰ ਕੇ, ਛੋਟੇ ਅਟੁੱਟ ਐਂਗਲ ਐਂਗਲ ਮੁਕੰਮਲ ਹੋਣ ਦੇ ਦੌਰਾਨ 10 ° ਦੇ ਤੌਰ ਤੇ ਲਿਆ ਜਾਣਾ. 15 °, ਜਦੋਂ ਕਰਫਿੰਗ ਕਰਦੇ ਹੋ, ਤਾਂ ਮਾਮੂਲੀ ਅਟੁੱਟ ਐਂਗਲ ਕੋਣ ਲਗਭਗ 5 ਡਿਗਰੀ ਹੋ ਸਕਦਾ ਹੈ.
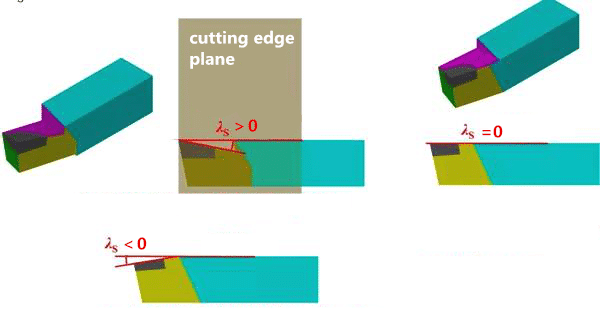
- ਚੋਣ ਕਰਨ ਦਾ ਸਿਧਾਂਤ ਕਤਾਰ ਦਾ ਕਿਨਾਰਾ(λS)
ਮੁੱਖ ਤੌਰ ਤੇ ਪ੍ਰੋਸੈਸਿੰਗ ਦੀ ਪ੍ਰਕਿਰਤੀ ਤੇ ਨਿਰਭਰ ਕਰਦਾ ਹੈ. ਜਦੋਂ ਕੱਟਣਾ ਹੁੰਦਾ ਹੈ, ਤਾਂ ਕਾਰਜ ਉਪਕਰਣ ਦਾ ਮੋਡ ਟੂਲ ਉੱਤੇ ਵੱਡਾ ਅਸਰ ਹੁੰਦਾ ਹੈ, ਜਿਸ ਨਾਲ λS ≤ 0 ° ਹੁੰਦਾ ਹੈ. ਮੁਕੰਮਲ ਹੋਣ ਤੇ, ਟੂਟੀ ਬਣਾਉਣ ਵਾਲੀ ਟੂਲ ਉੱਤੇ ਵਰਕਪੇਸ ਦੀ ਇਕ ਛੋਟਾ ਪ੍ਰਭਾਵੀ ਸ਼ਕਤੀ ਹੈ, λS ≥ 0 ° ਲੈ ਕੇ. ਅਸਲ ਵਿਚ λS = 0 °. ਅਚਾਨਕ ਖਿੱਚ ਦਾ ਭਾਵ ਆਮ ਤੌਰ ਤੇ -10 ° ਅਤੇ 5 ° ਦੇ ਵਿਚਕਾਰ ਚੁਣਿਆ ਜਾਂਦਾ ਹੈ.