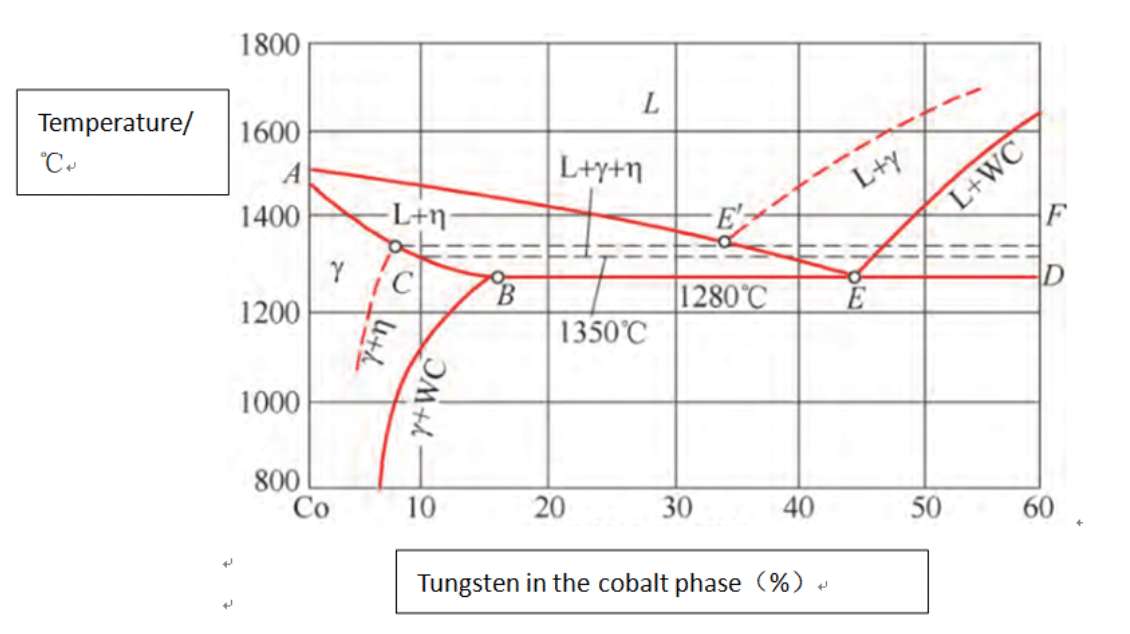
ਸੈਂਟੇਟਡ ਕਾਰਬਾਡ (ਹਾਰਡਮੈਟਲ) ਕਾਰਬਾਇਡਜ਼, ਨਾਈਟਰਾਈਡਜ਼, ਬੋਰੀਾਈਡਜ਼, ਜਾਂ ਉੱਚ ਗਿੱਦ ਕਰਨ ਵਾਲੀ ਪੁਆਇੰਟ ਮੇਟਸ (ਡਬਲਿਊ, ਮੋ, ਟੀ, ਵੀ, ਟੈ, ਆਦਿ) ਦੇ ਸਿਲਨੀਾਈਡਾਂ ਦੇ ਬਣੇ ਅਲੌਇਸਾਂ ਲਈ ਆਮ ਸ਼ਬਦ ਹੈ. ਕਾਸਟਿੰਗ ਅਤੇ ਪਾਪਰਿੰਗ ਦੇ ਦੋ ਪ੍ਰਮੁੱਖ ਵਰਗਾਂ ਵਿੱਚ ਵੰਡਿਆ ਗਿਆ. ਕਾਸਟ ਦਾ ਧਾਗਾ ਉੱਚ ਤਿੱਖਾ ਹੁੰਦਾ ਹੈ ਅਤੇ ਘੱਟ ਤਾਕਤ ਹੈ, ਅਤੇ ਇਸਦਾ ਥੋੜ੍ਹਾ ਅਮਲੀ ਉਪਯੋਗਤਾ ਮੁੱਲ ਹੈ. ਵਿਆਪਕ ਤੌਰ ਤੇ ਵਰਤੀਆਂ ਜਾਂਦੀਆਂ ਹਨ sintered alloys, ਜੋ ਆਮ ਤੌਰ 'ਤੇ ਟੋਂਗਸਟਨ ਕਾਰਬਾਡ ਜਾਂ ਟਾਇਟਨਿਅਮ ਕਾਰਬਾਈਡ ਅਤੇ ਕੋਬਾਲਟ ਪਾਊਡਰ ਤੋਂ ਸੁੱਜੀਆਂ ਹੁੰਦੀਆਂ ਹਨ ਅਤੇ ਉੱਚ ਕਠਨਾਈ, ਪਹਿਰਾਵੇ ਦਾ ਟਾਕਰਾ ਅਤੇ ਹਾਰਡ ਕਠੋਰਤਾ. ਮੁੱਖ ਤੌਰ 'ਤੇ ਹਾਰਡ ਸਪੀਡ ਕਟਿੰਗ ਅਤੇ ਪ੍ਰਣਾਲੀਆਂ ਦੀ ਪ੍ਰਕਿਰਿਆ ਨੂੰ ਬਣਾਉਣ ਲਈ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ, ਹਾਲ ਹੀ ਦੇ ਸਾਲਾਂ ਵਿੱਚ, ਉੱਲੀ ਉਦਯੋਗ ਵਿੱਚ ਕਾਰਬਾਾਈਡ ਦੀ ਵਰਤੋਂ ਵੀ ਵਧ ਰਹੀ ਹੈ, ਇਸ ਲਈ ਇਹ ਹਾਰਡ ਏਲਯੂ ਗਰਿੱਟ ਟ੍ਰੀਟਮੈਂਟ ਦੀ ਚਰਚਾ ਅਤੇ ਅਧਿਐਨ ਕਰਨ ਲਈ ਵਿਹਾਰਕ ਮਹੱਤਤਾ ਹੈ. ਸੀਮੇਂਟਿਡ ਕਾਰਬਾਈਡ ਕਾਰਬਾਈਡ ਦੀਆਂ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਰੀਡ੍ਰੈਵਰੇਟਿਅਲ ਮੈਟਲ ਹਾਰਡ ਕੰਪੰਡ ਅਤੇ ਪਾਵਰ ਮੈਟਾਲੁਰਗੀ ਦੀ ਵਿਧੀ ਦੁਆਰਾ ਬਣਾਏ ਗਏ ਹਨ ਅਤੇ ਮੈਟਲ ਬੌਡਿੰਗ ਪੜਾਅ. ਆਮ ਤੌਰ 'ਤੇ ਵਰਤੇ ਜਾ ਰਹੇ ਸਖ਼ਤ ਮਿਸ਼ਰਣ ਕਾਰਬਾਇਡ ਹੁੰਦੇ ਹਨ. ਕੱਟਣ ਵਾਲੀਆਂ ਸਾਧਨਾਂ, ਜਿਵੇਂ ਕਿ ਡਬਲਯੂ.ਸੀ., ਟੀ.ਆਈ.ਸੀ., ਟੀ.ਏ.ਸੀ., ਐਨ.ਬੀ.ਸੀ., ਆਦਿ ਦੇ ਕੱਟਣ ਵਾਲੇ ਸਾਜ਼ੋ-ਸਾਮਾਨ ਦੀ ਬੁਨਿਆਦ ਜਿਵੇਂ ਕਿ ਸਟੀ ਹੋਈ ਕਾਰਬਾਈਡ ਦੀ ਮਾਤਰਾ ਮੁੱਖ ਤੌਰ ਤੇ ਕੰਪਨੀ ਦੀ ਸਮਗਰੀ 'ਤੇ ਨਿਰਭਰ ਕਰਦੀ ਹੈ. ਕਿਉਂਕਿ ਸੀਮੇਂਟਡ ਕਾਰਬਾਇਡ ਵਿਚ ਕਾਰਬਾਇਡ ਹਾਈ ਗਿਲਟਿੰਗ ਬਿੰਦੂ (ਜਿਵੇਂ ਟੀਸੀ ਸੀ ਦੇ 3140 ਡਿਗਰੀ ਸੈਂਟੀਗটার ਦਾ ਇੱਕ ਗਡ਼ਾਈ ਬਿੰਦੂ), ਇੱਕ ਉੱਚ ਕਠੋਰਤਾ (ਜਿਵੇਂ ਕਿ ਟੀ.ਆਈ.ਸੀ. ਦੇ 3200 ਐਚ.ਵੀ. ਦੀ ਕਠੋਰਤਾ), ਇੱਕ ਚੰਗੀ ਰਸਾਇਣਕ ਸਥਿਰਤਾ, ਅਤੇ ਇੱਕ ਚੰਗੀ ਥਰਮਲ ਸਥਿਰਤਾ, ਸਖਤਤਾ ਅਤੇ ਪਹਿਨਣ ਦਾ ਵਿਰੋਧ ਇਸਦੇ ਉੱਚ ਹਨ ਸੈਕਸ ਅਤੇ ਰਸਾਇਣਕ ਸਥਿਰਤਾ ਹਾਈ-ਸਪੀਡ ਟੂਲ ਸਟੀਲਜ਼ ਤੋਂ ਬਹੁਤ ਜ਼ਿਆਦਾ ਹਨ. ਆਮ ਤੌਰ 'ਤੇ ਸੀਮੈਂਟੇਡ ਕਾਰਬਾਡ ਹਾਰਡ ਪੜਾਅ ਮੁੱਖ ਤੌਰ' ਤੇ ਡਬਲਯੂ.ਸੀ ਹੈ, ਜਿਸ ਵਿੱਚ ਵਧੀਆ ਪਹਿਨਣ ਦਾ ਵਿਰੋਧ ਹੁੰਦਾ ਹੈ. ਹਾਲਾਂਕਿ ਕੁਝ ਕਾਰਬਾਇਡਾਂ ਨੂੰ ਡਬਲਯੂ.ਸੀ. ਵਾਂਗ ਹੀ ਸਖਤ ਮਿਹਨਤ ਕਰਨੀ ਪੈਂਦੀ ਹੈ, ਪਰ ਉਨ੍ਹਾਂ ਕੋਲ ਇੱਕੋ ਜਿਹੇ ਹਾਰ ਦਾ ਵਿਰੋਧ ਨਹੀਂ ਹੁੰਦਾ. ਡਬਲਯੂ.ਸੀ. ਦੀ ਉੱਚ ਉਪਜ ਸ਼ਕਤੀ ਹੈ (6000 MPa), ਇਸ ਲਈ ਇਹ ਪਲਾਸਟਿਕ ਵਿਵਹਾਰ ਪ੍ਰਤੀ ਵਧੇਰੇ ਰੋਧਕ ਹੈ. WC ਦੀ ਥਰਮਲ ਰਵਾਇਤੀ ਵੀ ਵਧੀਆ ਹੈ, ਅਤੇ ਥਰਮਲ ਰਵਾਇਤੀ ਟੂਲਿੰਗ ਦੀ ਮਹੱਤਵਪੂਰਨ ਕਾਰਗੁਜ਼ਾਰੀ ਸੂਚਕ ਹੈ. ਡਬਲਿਊਸੀ ਕੋਲ ਥਰਮਲ ਵਿਸਥਾਰ ਦਾ ਘੱਟ ਕੋਐਫੀਫੈਸ਼ਿਕ ਹੈ, ਸਟੀਲ ਦੇ ਤਕਰੀਬਨ 1/3; ਸਟੀਲ ਦੇ ਰੂਪ ਵਿਚ ਇਸਦਾ ਮਧੋਲੂ 3 ਗੁਣਾਂ ਜ਼ਿਆਦਾ ਹੈ, ਅਤੇ ਇਸਦੀ ਸਟੀਕ ਸਟੀਲ ਸਟੀਲ ਦੇ ਮੁਕਾਬਲੇ ਵੀ ਜ਼ਿਆਦਾ ਹੈ. ਇਸਦੇ ਇਲਾਵਾ, ਡਬਲਯੂ.ਸੀ. ਕੋਲ ਕੋਮਲ ਅਤੇ ਆਕਸੀਕਰਨ ਲਈ ਕਮਰੇ ਦੇ ਤਾਪਮਾਨ, ਚੰਗੇ ਬਿਜਲੀ ਦੇ ਵਿਰੋਧ, ਅਤੇ ਉੱਚੇ ਝੁਕਾਅ ਵਾਲੇ ਤਾਕਤਾਂ ਦੇ ਚੰਗੇ ਪ੍ਰਤੀਕਰਮ ਹਨ. ਫਿਫ .1 WC-Co alloy2 ਦਾ ਅਰਧ-ਸੰਤੁਲਨ ਡਾਇਆਗ੍ਰਾਮ ਗਰਮੀ ਦੇ ਇਲਾਜ ਅਤੇ ਮਿਸ਼ਰਤ ਸੰਗਠਨ ਇਹ ਡਬਲਯੂ.ਸੀ-ਕੋ ਐਲੋਈਜ਼ ਦੇ ਬੰਧਨ ਪੜਾਵਾਂ 'ਤੇ 5% ਤੋਂ 35% ਡਬਲਯੂ.ਸੀ ਦੇ ਵੱਖ-ਵੱਖ C / W ਅਨੁਪਾਤ ਨਾਲ ਅਧਿਐਨ ਕੀਤਾ ਗਿਆ ਹੈ. ਸਿੱਟੇ ਵਜੋਂ ਹੇਠਾਂ ਤੈਅ ਕੀਤਾ ਗਿਆ ਹੈ: γ- ਪੜਾਅ ਜਾਂ (γ + WC) ਪੜਾਅ ਹੌਲੀ ਕੂਲਿੰਗ 'ਤੇ ਅਲਾਇਲ ਵਿੱਚ ਤਿਆਰ ਕੀਤੇ ਜਾਂਦੇ ਹਨ; ਜਦੋਂ ਉਥੇ (γ + η) ਪੜਾਵਾਂ ਦਿਖਾਈ ਦੇਣਗੀਆਂ ਪਰ, ਕਿਉਂਕਿ (γ + η) ਪੜਾਅ ਅਸਥਿਰ ਹੈ, (γ + η) ਪੜਾਅ ਐਨੀਲਿੰਗ ਤੋਂ ਬਾਅਦ ਇਕ ਸਥਿਰ (γ + WC) ਪੜਾਅ ਵਿਚ ਤਬਦੀਲ ਹੋ ਜਾਵੇਗਾ. ਟੈਸਟ ਦੇ ਨਤੀਜਿਆਂ ਅਨੁਸਾਰ, ਚਿੱਤਰ 1 ਵਿਚ ਦਿਖਾਈ ਗਈ ਅਰਧ-ਸੰਤੁਲਨ ਪੜਾਅ ਦਾ ਚਿੱਤਰ ਤਿਆਰ ਕੀਤਾ ਗਿਆ ਹੈ (ਠੋਸ ਲਾਈਨ ਸਥਿਰ ਪ੍ਰਣਾਲੀ ਦਾ ਪੜਾਅ ਚਿੱਤਰ ਹੈ, ਅਤੇ ਡੈਸ਼ ਲਾਈਨ ਇੱਕ ਸਥਾਨਿਕ ਪੜਾਅ ਹੈ ਜੋ ਕਿ ਅਰਧ-ਸਥਿੱਤੀ ਦੇ η ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਦਰਸਾਉਂਦਾ ਹੈ. ਪੜਾਅ). ਵਿਸ਼ੇਸ਼ ਸੀਮੈਂਟੇਡ ਕਾਰਬਾਡ ਦੀ ਐਨੀਲਿੰਗ (ਹੌਲੀ ਕੂਲਿੰਗ) ਮੁੱਖ ਤੌਰ ਤੇ ਕਾਰਬਨ ਦੀ ਸਮਗਰੀ 'ਤੇ ਨਿਰਭਰ ਕਰਦੀ ਹੈ: ਜਦੋਂ ਸੀ / ਡਬਲਯੂਡ -1 1, ਮੁਫ਼ਤ ਕਾਰਬਨ WC-Co ਫੇਜ਼ ਸੀਮਾ ਤੇ ਛਿੜਦਾ ਹੈ; ਜਦੋਂ C / W <1, ਦੋਵਾਂ ਮਾਮਲਿਆਂ ਵਿੱਚ ਅਲਾਇਕ ਦੇ ਮਾਈਕਰੋਸਟਰੱਕਚਰ ਵਿੱਚ ਹੁੰਦਾ ਹੈ: ਇੱਕ ਤਿੰਨ-ਪੜਾਅ ਦੇ ਖੇਤਰ (WC + γ + η) ਵਿੱਚ ਹੁੰਦਾ ਹੈ. ਇਹ ਲਾਜ਼ਮੀ ਹੈ ਕਿ io ਦੇ ਪੜਾਅ ਦਾ ਹੌਲੀ ਹੌਲੀ ਠੰਢਾ ਹੋਣ ਤੋਂ ਬਾਅਦ ਆਵੇ. ਜੇ ਇੰਨੀ ਵੱਡੀ ਮਾਤਰਾ ਵਿਚ η ਪੜਾਅ ਸਧਾਰਣ ਪੜਾਅ ਵਿਚ ਮੌਜੂਦ ਹੈ, ਬ੍ਰੈਕਡ ਕ੍ਰਿਸਟਲ ਦਾਣੇ ਦਿਖਾਈ ਦਿੰਦੇ ਹਨ, ਅਤੇ ਛੋਟੇ ਅਨਾਜ ਬੇਮਿਸਾਲ ਵੰਡ ਹੁੰਦੇ ਹਨ; ਜੇ η ਪੜਾਅ ਦਾ ਵੱਡਾ ਸਾਰਾ ਅਨਾਜ ਹੈ, ਤਾਂ ਅਨਾਜ ਨੂੰ ਲੰਬੀ ਦੂਰੀ ਨਾਲ ਅਲੱਗ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਇਸ ਲਈ ਜਾਣਕਾਰੀ ਹੈ ਕਿ η ਪੜਾਅ ਹੈ ਉੱਚੇ ਤਾਪਮਾਨ ਨੂੰ ਬਣਨਾ ਸ਼ੁਰੂ ਹੋ ਗਿਆ ਹੈ ਦੂਜੇ ਮਾਮਲਿਆਂ ਵਿੱਚ, ਜਦੋਂ ਅਲਾਇਣ ਦੋ ਪੜਾਅ (WC + γ) ਖੇਤਰ ਵਿੱਚ ਹੈ, ਤਾਂ ਘੱਟ-ਕਾਰਬਨ ਅਲਾਇਣ ਨੂੰ ਐਨੀਲੇਡ ਕਰਨ ਤੋਂ ਬਾਅਦ ਡਬਲਯੂਐਲ ਮਿਕਸ ਨੂੰ ਬੰਧਨ ਦੇ ਪੜਾਅ ਤੋਂ ਕੋ-3W ਵਜੋਂ ਉੱਭਾਰਿਆ ਜਾਵੇਗਾ. ਪ੍ਰਤੀਕ੍ਰਿਆ ਪ੍ਰਕਿਰਿਆ ਹੇਠਾਂ ਦਿੱਤੇ ਫਾਰਮੂਲੇ ਦੁਆਰਾ ਦਰਸਾਈ ਜਾ ਸਕਦੀ ਹੈ. ਕੋ ਫੇਸ-ਸੈਂਟਰਡ ਕਿਊਬਿਕ → ਕੋ ਫੇਸ-ਸੈਂਟਰਡ ਕਿਊਬਿਕ + ਕੋਓ 3W ਇਸ ਲਈ, ਇਹ ਲੋ-ਕਾਰਬਨ ਦੋ-ਪੜਾਅ ਵਾਲਾ WC-Co ਅਲਾਂਟ ਐਨੀਲਿੰਗ ਦੇ ਬਾਅਦ ਤਿੰਨ-ਪੜਾਅ (WC + γ + CoW) ਬਣਤਰ ਵਿੱਚ ਤਬਦੀਲ ਹੋ ਜਾਵੇਗਾ. ਚਿੱਤਰ 2 ਵੱਖ-ਵੱਖ ਐਨੀਲੇਲਿੰਗ ਤਾਪਮਾਨਾਂ ਤੇ ਦੋ-ਪੜਾਅ ਵਾਲੇ WC-Co alloys ਲਈ ਡਬਲਿਊਸਿੰਗ ਵਪਰਜ਼ ਨੂੰ ਦਰਸਾਉਂਦਾ ਹੈ. ਵਕਰ ਤਿੰਨ-ਪੜਾਅ (WC + γ + CoW) ਅਲੌਇਜ਼ ਵਿੱਚ ਪਰਿਵਰਤਿਤ ਦੋ-ਪੜਾਅ ਦੇ ਅਲੋਲਾਂ ਲਈ ਮਹੱਤਵਪੂਰਣ ਤਾਪਮਾਨ ਦੀ ਤੁਕ ਹੈ: ਵਕਰ ਤਾਪਮਾਨ ਤੋਂ ਉਪਰਲੇ ਦੋ-ਪੜਾਅ ਵਾਲੇ ਮਾਈਕਰੋਸਟਿਕਚਰ ਅਲਾਏ ਵਿੱਚ ਨਤੀਜਾ; ਵਕਰ ਦੇ ਥੱਲੇ ਤਾਪਮਾਨ ਤੇ ਐਨੀਲਿੰਗ ਇਕ ਤਿੰਨ-ਪੜਾਅ ਢਾਂਚਾ ਪੈਦਾ ਕਰਦਾ ਹੈ ਜਿਸ ਵਿਚ ਕੋ 3W.3 ਸ਼ਾਮਲ ਹੁੰਦਾ ਹੈ. ਕਠੋਰ ਅਲਾਏ ਦੇ ਮਕੈਨੀਕਲ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਤੇ ਗਰਮੀ ਦੇ ਇਲਾਜ ਦੀ ਪ੍ਰਭਾਵੀ ਪ੍ਰਭਾਵਾਂ (1) ਤਾਕਤ 'ਤੇ ਪ੍ਰਭਾਵ WC ਕੋਲ ਵੱਖਰੇ ਤਾਪਮਾਨਾਂ ਤੇ ਵੱਖ ਵੱਖ ਠੋਸ ਘੁਲਣਸ਼ੀਲਤਾਵਾਂ ਹਨ, ਇਸ ਨਾਲ ਠੋਸ ਹੱਲ ਤਾਪਮਾਨ ਦੀ ਸ਼ਮੂਲੀਅਤ ਅਤੇ ਬਾਅਦ ਦੀ ਉਮਰ ਦੇ ਬੁਢੇਪਾ ਕਰਕੇ ਬਾਰੰਬਾਰ ਦੇ ਪੜਾਅ ਦੀ ਸੰਭਾਵਨਾ ਦੀ ਸੰਭਾਵਨਾ ਹੈ. ਕਫਨਿੰਗ WC ਦੀ ਵਰਖਾ ਨੂੰ ਰੋਕ ਸਕਦੀ ਹੈ ਅਤੇ ਕੋ (ਕੋ dense hexagonal, ਕੋ ਫੇਸ ਸੈਂਟਰਡ ਕਿਊਬਿਕ) ਦੀ ਹੋਮੋਟ੍ਰੋਪੀ ਤਬਦੀਲੀ. ਇਹ ਦੱਸਿਆ ਗਿਆ ਹੈ ਕਿ ਅਨਾਜ ਦੀ ਮਜਬੂਤੀ ਜੋ ਕਿ 40% ਕੋਬਲਾਟ ਪਾਉਂਦੀ ਹੈ, ਨੂੰ ਸ਼ੁਕਰ ਕਰਨ ਤੋਂ ਬਾਅਦ ਲਗਭਗ 10% ਵਧਾਈ ਜਾ ਸਕਦੀ ਹੈ, ਪਰ ਸ਼ੀਸ਼ੇ ਦੇ ਬਾਅਦ 10% ਕੋਬਾਲ ਵਾਲੇ ਮੋਟਰ ਦੀ ਮਾਤਰਾ ਘਟਾਈ ਜਾਂਦੀ ਹੈ. ਇਸ ਗੱਲ ਨੂੰ ਧਿਆਨ ਵਿਚ ਰੱਖਦੇ ਹੋਏ ਕਿ ਕੋਲੇਟੈਂਟ ਦੀ ਮਾਤਰਾ ਆਮ ਤੌਰ 'ਤੇ 10% ਤੋਂ 37% ਤੱਕ ਸੀਮਿਤ ਕਾਰਬਾਈਡਾਂ ਵਿਚ ਹੁੰਦੀ ਹੈ, ਜੋ ਕਿ ਅਲਾਇਣ ਸ਼ਕਤੀ ਨਾਲ ਗਰਮੀ ਦੇ ਇਲਾਜ ਦਾ ਪ੍ਰਭਾਵ ਬਹੁਤ ਛੋਟਾ ਹੈ. ਇਸ ਲਈ ਕਿਸੇ ਨੇ ਇਹ ਦਾਅਵਾ ਕਰਨ ਦੀ ਹਿੰਮਤ ਕੀਤੀ ਕਿ ਸ਼ਮੂਲੀਅਤ W-Co alloys ਲਈ ਤਾਕਤ ਵਧਾਉਣ ਦਾ ਇੱਕ ਤਰੀਕਾ ਨਹੀਂ ਹੈ. ਐਨੀਲਿੰਗ, ਅਲਾਇਲ ਦੀ ਤਾਕਤ ਵਿਚ ਕਮੀ ਦਾ ਕਾਰਣ ਵੀ ਬਣਦੀ ਹੈ, ਜਿਵੇਂ ਕਿ ਟੇਬਲਜ਼ 1 ਅਤੇ 3 ਵਿੱਚ ਦਰਸਾਇਆ ਗਿਆ ਹੈ. ਟੰਗਸਟਨ ਕਾਰਬਾਗ ਦੀਆਂ ਸੰਪਤੀਆਂ ਵਿੱਚ ਸੰਮਿਲਤ ਮਾਤਰਾ ਅਤੇ ਅਨਾਜ ਦੀ ਮੋਟਾਈ, ਜਿਵੇਂ ਕਿ ਚਿੱਤਰ 4.ਫਿਗ ਵਿੱਚ ਵਿਖਾਇਆ ਗਿਆ ਹੈ, ਦੇ ਅਨੁਸਾਰ ਵੱਖ-ਵੱਖ ਹੁੰਦਾ ਹੈ. 2 ਡਬਲਿਊਸੀ -10% ਕੋਅ ਵਿਚ ਟੰਜਸਟਨ ਦੀ ਠੋਸ ਵਿਭਕਤੀਤਾ ਦੀ ਵੜ੍ਹ, ਦੋ-ਪੜਾਅ ਦੇ ਆਲੌਲੀਏ 3.1. ਐਂਨਲਿੰਗ ਦਾ ਪ੍ਰਭਾਵ 800 ਡਿਗਰੀ ਸੈਂਟੀਗਰੇਡ WC-10% ਦੀ ਸਮੂਹਿਕ ਤੋਲ 'ਤੇ ਹੈ. ਸਮੱਗਰੀ ਸਮੱਗਰੀ 1 WC ਦੀ ਝਪਕਣ ਦੀ ਸ਼ਕਤੀ' ਤੇ 650 ਡਿਗਰੀ ਸੈਂਟੀਗ੍ਰੇਸ਼ਨ 'ਤੇ ਐਂਨਲਿੰਗ ਦਾ ਅਸਰ -11% ਕੋਆਇਲ ਮਿਲੋ (2) ਸਖਤਤਾ ਤੇ ਪ੍ਰਭਾਵ ਜਦੋਂ WC-Co ਅਲਯਰੀ ਯੁਗ, ਕੋ 3 ਡੀ ਸੀ ਸੀ ਸੀ ਅਤੇ ਕੋ 3 ਡੀ ਸੀ ਸੀ ਸੀਸੀ ਸੰਘਣੀ ਟਿਸ਼ੂ ਪੜਾਅ ਵਿੱਚ ਫੈਲਦੀ ਹੈ, ਇਸ ਲਈ ਅਲਾਇਣ ਦੀ ਕਠੋਰਤਾ ਵਧੇਗੀ, ਪਰੰਤੂ ਅਲਾਇੰਸ ਦੀ ਕਠੋਰਤਾ ਘੱਟ ਜਾਵੇਗੀ ਜਦੋਂ ਇਹ ਬਾਅਦ ਵਿੱਚ ਬਦਲ ਜਾਂਦੀ ਹੈ. Co3W ਐਚ. ਜੌਨਸਨ ਟੈਸਟ ਦੇ ਅੰਕੜੇ ਚਿੱਤਰ 5 ਅਤੇ ਚਿੱਤਰ 6 ਵਿਚ ਦਿਖਾਇਆ ਗਿਆ ਹੈ. ਹਾਲਾਂਕਿ ਗਰਮੀ ਦੀ ਸੰਭਾਲ ਤੋਂ ਬਾਅਦ ਕੋਐਵ ਡਬਲਯੂਐਸਐਕਸ ਦੀ ਮੌਜੂਦਗੀ ਥੋੜ੍ਹਾ ਗਰਮ ਇਲਾਜ ਦੀ ਸਮੇਂ ਨੂੰ ਧਿਆਨ ਵਿਚ ਰੱਖ ਕੇ ਅਤੇ flexural ਦੀ ਸ਼ਕਤੀ ਨੂੰ ਘਟਾਉਣ ਨਾਲ, ਅਲੋਏ ਦੀ ਕਠੋਰਤਾ ਨੂੰ ਸੁਧਾਰਦਾ ਹੈ, ਇਹ ਸੋਚਿਆ ਜਾਂਦਾ ਹੈ ਕਿ ਮੀਂਹ ਕੋ-3 ਡੀ ਸੀ ਸੀ ਐੱਕ ਦੇ ਪੜਾਅ ਦੇ ਲਈ ਬਿੰਡਰ ਪੜਾਅ ਵਿਕਸਿਤ ਕਰਨ ਅਤੇ ਕਠੋਰ ਨਵੇਂ ਗ੍ਰੇਡ ਦੇ ਵਿਕਾਸ ਲਈ ਇੱਕ ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਢੰਗ ਨਹੀਂ ਹੈ. ਇਕ ਹੋਰ ਤਰੀਕਾ ਲੱਭਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ. . (3) ਸਿਮੇਟਿਡ ਕਾਰਬਾਇਡ ਦਾ ਖਾਸ ਤੌਰ 'ਤੇ ਗਰਮੀ ਦਾ ਇਲਾਜ ਸਾਰਣੀ 2 ਵਿਚ ਦਿਖਾਇਆ ਗਿਆ ਹੈ. ਟੇਬਲ 2 ਔਸ਼ਧ ਔਲੀਫਾਈ ਦੀ ਆਮ ਗਰਮੀ ਦੀ ਇਲਾਜ ਦੀ ਪ੍ਰਕਿਰਿਆ 4 ਵਿਸ਼ਵ ਸਿਹਤ ਸੰਗਠਨ ਸੀਮੈਂਟਿਡ ਕਾਰਬਾਗ ਦੀਆਂ ਸੰਪਤੀਆਂ ਕੋ ਅਤੇ ਅਨਾਜ ਆਕਾਰ ਫਿਗ ਦੀ ਮਾਤਰਾ ਨਾਲ ਬਦਲਦੀਆਂ ਹਨ. 5 WC-Co ਅਲਾਇਵ ਬਾਇਡਰ ਪੜਾਅ ਦੇ ਕਠੋਰਤਾ ਅਤੇ ਉਮਰ ਦੇ ਸਮੇਂ ਦੇ ਸੰਬੰਧ. 6 WC-Co alloy4 ਦੀ ਕਠੋਰਤਾ ਅਤੇ ਬੁਢਾਪਣ ਦੇ ਸਮੇਂ ਦੇ ਸਬੰਧ. ਹਾਰਡ ਅਲਾਇਣ ਕੋਟਿੰਗ, ਸਖਤ ਐਲਯੌਨ ਦੇ ਕਪੜੇ ਨੂੰ ਹੋਰ ਸੁਧਾਰਨ ਲਈ, ਟੀ.ਆਈ.ਸੀ. ਜਾਂ ਟੀਨ ਵਰਗੇ ਸਖਤ ਸਾਮੱਗਰੀ ਉਸ ਦੀ ਸਤ੍ਹਾ 'ਤੇ ਭਾਫ-ਜਮ੍ਹਾ ਹੋ ਸਕਦੀ ਹੈ. ਕੋਟਿੰਗ ਸਾਮੱਗਰੀ ਨੂੰ ਹੇਠ ਲਿਖੀਆਂ ਲੋੜਾਂ ਪੂਰੀਆਂ ਕਰਨੀਆਂ ਚਾਹੀਦੀਆਂ ਹਨ: 1 ਘੱਟ ਤਾਪਮਾਨ ਅਤੇ ਉੱਚ ਤਾਪਮਾਨ ਤੇ ਉੱਚ ਸਖਤਤਾ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ .2 ਕੋਲ ਚੰਗੇ ਰਸਾਇਣਕ ਸਥਿਰਤਾ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ. 3 ਵਿੱਚ ਪਾਰਦਰਸ਼ਤਾ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ ਅਤੇ ਕੋਈ ਏਅਰ ਮੋਰੀ ਨਹੀਂ ਹੋਣੀ ਚਾਹੀਦੀ. 4 ਸੰਸਾਧਿਤ ਕੀਤੀ ਜਾਣ ਵਾਲੀ ਸਾਮੱਗਰੀ ਵਿੱਚ ਘੱਟ ਸੰਘਰਸ਼ ਵਾਲੇ ਕਾਰਕ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ. 5 ਟੂਲ ਦੇ ਸਰੀਰ ਨਾਲ ਮਜ਼ਬੂਤੀ ਨਾਲ 6 ਇਹ ਆਰਥਿਕ ਅਤੇ ਉਤਪਾਦਨ ਵਿੱਚ ਆਸਾਨ ਹੈ. ਅੱਜ ਦੇ ਸੰਸਾਰ ਵਿੱਚ, ਕੱਟੇ ਹੋਏ ਕਾਰਬਾਡ ਕਟਾਈ ਕਰਨ ਵਾਲੇ ਔਜ਼ਾਰਾਂ ਦਾ ਮੁੱਖ ਸਮੱਗਰੀ ਹੈ. ਇਹ ਸਾਢੇ, ਆਕਾਰ ਅਤੇ ਦੂਜੇ ਖੇਤਰਾਂ ਵਿਚ ਆਪਣੀ ਐਪਲੀਕੇਸ਼ਨ ਸ਼ੇਅਰ ਵੀ ਵਧਾ ਰਿਹਾ ਹੈ. ਸੰਖੇਪ ਰੂਪ ਵਿਚ, ਇਹ ਮੁੱਖ ਤੌਰ ਤੇ ਹੇਠਲੇ ਪਹਿਲੂਆਂ ਵਿਚ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ: 1 ਲਗਾਤਾਰ ਕੱਟਣਾ ਬਦਲਣਾ. ਛਿੱਲ ਦੀ ਡੂੰਘਾਈ ਵਿਚ ਥੋੜ੍ਹਾ ਬਦਲਾਅ ਆਉਣ ਨਾਲ ਪ੍ਰੋਫਾਈਲਿੰਗ 3. ਘੱਟ ਤੀਬਰਤਾ. ਸਟੀਲ ਜਾਂ ਸਲੇਟੀ ਕੱਚੇ ਲੋਹੇ ਦੇ ਹਾਈ-ਸਪੀਡ ਚਿਹਰਾ ਮਿਲਿੰਗ. ਲਿਅਟ ਕੀਤੇ ਸੀਮੈਂਟੇਡ ਕਾਰਬਾਇਡ ਦੇ ਫਾਇਦੇ ਬਹੁਤ ਸਾਰੇ ਹਨ ਅਤੇ ਇਸਦਾ ਸਾਰ ਇਸ ਤਰਾਂ ਹੈ: 1 ਵਧੀਆ ਸੰਸਕਰਣ 2 ਵਰਕਸਪਿਸ ਕੱਟਣ ਵਾਲੀ ਸਤ੍ਹਾ ਦੀ ਸ਼ੁੱਧਤਾ ਨੂੰ ਸੁਧਾਰ ਸਕਦਾ ਹੈ .3 ਦੀ ਕਟਾਈ ਦੀ ਗਤੀ ਬਹੁਤ ਹੈ ਉਸੇ ਹੀ ਸਾਧਨ ਦੀ ਜ਼ਿੰਦਗੀ ਵਿਚ ਵਾਧਾ ਹੋਇਆ ਹੈ. 4. ਇਕੋ ਕਲੀਨਿੰਗ ਸਪੀਡ ਵਿਚ, ਟੂਲ ਦੀ ਜ਼ਿੰਦਗੀ ਵਿਚ ਵਾਧਾ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ. (1) ਕੋਟਿੰਗ ਸਾਮੱਗਰੀ ਬਹੁਤੇ ਵਿਦੇਸ਼ੀ ਕੰਪਨੀਆਂ ਕੋਸੇਟੇਡ ਇਨਸਰਟਸ ਲਈ ਟੀਆਈਸੀ ਕੋਟਿੰਗ ਦੀ ਵਰਤੋਂ ਕਰਦੀਆਂ ਹਨ, ਇਸ ਤੋਂ ਬਾਅਦ ਟਿਯਨ ਕੋਟਿੰਗ. ਟੀ.ਆਈ.ਸੀ.-ਟੀਨ ਕੰਪੋਜ਼ਿਟ ਕੋਟਿੰਗ ਅਤੇ ਟੀ (ਸੀ • ਐਨ) ਠੋਸ ਹੱਲ ਕੋਟਿੰਗ ਹੌਲੀ ਹੌਲੀ ਵਧਾਈ ਗਈ. ਹਾਲ ਹੀ ਦੇ ਸਾਲਾਂ ਵਿੱਚ, ਬਹੁਤ ਸਾਰੇ ਨਵੇਂ ਕੰਪੋਜ਼ਿਟ ਕੋਟਿੰਗ ਵੀ ਵਿਕਸਿਤ ਕੀਤੇ ਗਏ ਹਨ. ਟੀ.ਆਈ.ਸੀ. ਇਸ ਸਮੇਂ ਇੱਕ ਆਦਰਸ਼ਕ ਕੋਟਿੰਗ ਸਾਮੱਗਰੀ ਹੈ, ਇਸਦੇ ਫਾਇਦੇ ਉੱਚ ਤਾਪਮਾਨ ਕਠੋਰਤਾ, ਉੱਚ ਸ਼ਕਤੀ, ਚੰਗੀ ਆਕਸੀਕਰਨ ਟਾਕਰੇ ਅਤੇ ਚਿੱਚੜ ਪਹਿਨਣ ਪ੍ਰਤੀਰੋਧ; ਇਸ ਦਾ ਨੁਕਸਾਨ ਇਹ ਹੈ ਕਿ ਥਰਮਲ ਵਿਸਥਾਰ ਦਾ ਕੋਐਫੀਸ਼ਨ ਅਤੇ ਸਰੀਰ ਵੱਡਾ ਹੈ, ਅਤੇ ਪਾਸੇ ਟਾਕਰਾ ਬਹੁਤ ਮਾੜਾ ਹੈ. ਟੀਆਈਸੀ ਕੋਟਿੰਗ ਦੇ ਮੁਕਾਬਲੇ, ਟੀਆਈਐੱਨ ਕੋਟਿੰਗ ਦੇ ਹੇਠ ਲਿਖੇ ਫਾਇਦੇ ਹਨ: ਕੋਟੇਡ ਬਲੇਡ ਵਿੱਚ ਕਟਾਈ ਹੋਣ ਤੇ ਕ੍ਰੈਟਰ ਬਣਾਉਣ ਦੀ ਘੱਟ ਪ੍ਰਵਿਰਤੀ ਹੁੰਦੀ ਹੈ, ਅਤੇ ਥਰਮਲ ਵਿਸਥਾਰ ਦੇ ਇਸਦੇ ਕਾਰਜਕੁਸ਼ਲਤਾ ਨੂੰ ਸਬਸਟਰੇਟ ਦੇ ਨੇੜੇ ਹੈ, ਅਤੇ ਥਰਮਲ ਸਦਮੇ ਲਈ ਘੱਟ ਸੰਵੇਦਨਸ਼ੀਲਤਾ ਅਤੇ ਇਹ ਇਕ ਟਿਊਮਰ ਬਣਾਉਣ ਦੀ ਸੰਭਾਵਨਾ ਨਹੀਂ ਹੈ. ਵਿਰੋਧੀ ਪਾਸੇ ਦੇ ਵਰਦੀ ਚੰਗੀ ਹੈ, ਅਤੇ ਜਮ੍ਹਾਂ ਕਰਨਾ ਅਤੇ ਨਿਯੰਤ੍ਰਣ ਕਰਨਾ ਆਸਾਨ ਹੈ. ਨੁਕਸਾਨ ਇਹ ਹੈ ਕਿ ਘਟਾਓਰੇ ਨੂੰ ਜੋੜਨ ਦੀ ਸਮਰੱਥਾ ਘੱਟ ਹੈ. TiC-TiN ਕੰਪੋਜ਼ਿਟ ਕੋਟਿੰਗ ਅਤੇ ਟੀ (ਸੀ ਐਨ ਐਨ) ਸੋਲਡ ਸਲੂਸ਼ਨ ਕੋਟਿੰਗ, ਨਵੇਂ ਕੋਟਿੰਗਜ਼ ਨੂੰ 1 9 70 ਦੇ ਦਹਾਕੇ ਵਿਚ ਵਿਕਸਿਤ ਕੀਤੇ ਗਏ ਹਨ ਅਤੇ ਸਫਲਤਾਪੂਰਵਕ ਉਤਪਾਦਾਂ ਵਿਚ ਲਾਗੂ ਕੀਤੇ ਗਏ ਹਨ. ਕੰਪੋਜਟ ਕੋਟਿੰਗ ਕੋਟ ਕੋਟਿੰਗ ਦੀ ਇਕ ਸ਼ਾਨਦਾਰ ਭਵਿੱਖ ਹੈ. (2) ਕੋਟਿੰਗ ਪ੍ਰਕਿਰਿਆ ਘਰ ਵਿਚ ਅਤੇ ਵਿਦੇਸ਼ਾਂ ਵਿਚ ਟੀ.ਆਈ.ਸੀ. ਕੋਟਿੰਗ ਸੰਚਾਰ ਤਿਆਰ ਕਰਨਾ ਸਮਾਨ ਹੈ. ਆਮ ਵਿਸ਼ੇਸ਼ਤਾ ਇਹ ਹੈ ਕਿ ਇਲਾਜ ਕੀਤੇ ਗਏ ਕਾਰਬਨਾਈਡ ਐਂਟੀਸਟਰਟਸ ਨੂੰ ਇੱਕ ਡੁਬੋਨੇ ਪ੍ਰਤੀਕ੍ਰਿਆ ਕਰਨ ਵਾਲੇ ਚੈਂਬਰ ਵਿੱਚ ਰੱਖਿਆ ਗਿਆ ਹੈ, ਅਤੇ ਫਿਰ ਐਚ 2 ਨੂੰ ਪ੍ਰਤੀਕ੍ਰਿਆ ਚੈਂਬਰ ਵਿੱਚ ਟੀਸੀ 4 ਅਤੇ ਮਿਥੇਨ ਨੂੰ ਪੇਸ਼ ਕਰਨ ਲਈ ਇੱਕ ਕੈਰੀਅਰ ਵਜੋਂ ਵਰਤਿਆ ਗਿਆ ਹੈ. ਪ੍ਰਤੀਕਰਮ ਪ੍ਰਤੀਕ੍ਰਿਆ ਪ੍ਰਤੀਕ੍ਰਿਆ ਦਾ ਤਾਪਮਾਨ ਲਗਭਗ 1000 ਡਿਗਰੀ ਸੈਂਟੀਗਰੇਡ ਤੋਂ ਘੱਟ ਹੁੰਦਾ ਹੈ ਹੀਟਿੰਗ ਵਿਧੀ ਲਗਭਗ ਇੱਕੋ ਹੀ ਉੱਚ-ਫ੍ਰੀਕੁਐਂਸੀ ਇਨਡੈਕਸ ਗਰਮੀ ਹੈ, ਅਤੇ ਸਟੇਸ਼ਨਮੈਂਟ ਪ੍ਰੈਸ਼ਰ ਜ਼ਿਆਦਾਤਰ ਨੈਗੇਟਿਵ ਦਬਾਅ ਹੈ. ਹਾਲਾਂਕਿ ਇੱਕ ਚੰਗੀ ਕੁਆਲਟੀ ਪਰਤ ਨੂੰ ਆਮ ਦਬਾਅ ਹੇਠ ਜਮ੍ਹਾ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ, ਨੈਗੇਟਿਵ ਦਬਾਅ ਡਿਪੂਜ਼ੇਸ਼ਨ ਦੀ ਵਰਤੋਂ ਵਧੇਰੇ ਪ੍ਰਭਾਵੀ ਹੈ ਅਤੇ ਕੋਟਿੰਗ ਵਧੇਰੇ ਇਕਸਾਰ ਹੈ ਅਤੇ ਸੰਘਣੀ ਹੈ. ਖ਼ਾਸ ਤੌਰ 'ਤੇ ਜਦੋਂ ਨੁਮਾਇੰਦਗੀ ਬਲੇਡਜ਼ ਦੀ ਗਿਣਤੀ ਵੱਡੀ ਹੁੰਦੀ ਹੈ, ਤਾਂ ਨਕਾਰਾਤਮਕ ਦਬਾਅ ਦੇ ਬੋਝ ਦੀ ਵਰਤੋਂ ਦੇ ਫਾਇਦੇ ਖਾਸ ਤੌਰ' ਤੇ ਮਹੱਤਵਪੂਰਨ ਹੁੰਦੇ ਹਨ. (3) ਕੋਟਿੰਗ ਦੀ ਮੋਟਾਈ ਟੀਆਈਸੀ ਕੋਟਿੰਗ ਦੀ ਮੋਟਾਈ ਆਮ ਤੌਰ 'ਤੇ ਘਰਾਂ ਅਤੇ ਵਿਦੇਸ਼ਾਂ' ਤੇ ਤਿਆਰ ਕੀਤੇ ਗਏ ਕੋਟਿੰਗ ਸੰਵੇਦਨਾ ਲਈ 5 ~ 8 ਗ੍ਰਾਮ ਹੁੰਦੀ ਹੈ. TiN ਕੋਟਿੰਗ ਦੀ ਮੋਟਾਈ 8 ~ 12μ ਮੀਟਰ ਦੀ ਸੀਮਾ ਵਿੱਚ ਹੈ. (4) ਮੈਟ੍ਰਿਕਸ ਕੋਟਿੰਗ ਦੀ ਪਰਤ ਮੈਟ੍ਰਿਕਸ ਪਰਤ ਨੂੰ ਬਹੁਤ ਪ੍ਰਭਾਵਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਕੋਟੇਡ ਬਲੇਡ ਮੈਟਰਿਕਸ ਨੂੰ ਹੇਠ ਲਿਖੀਆਂ ਲੋੜਾਂ ਪੂਰੀਆਂ ਕਰਨੀਆਂ ਚਾਹੀਦੀਆਂ ਹਨ: 1 ਕੋਲ ਪਲਾਸਟਿਕ ਵਿਕਾਰਤਾ ਦੇ ਚੰਗੇ ਮਜ਼ਬੂਤੀ ਅਤੇ ਵਿਰੋਧ ਹੈ. 2 ਵਿੱਚ ਇੱਕ ਉੱਚ ਕਠੋਰਤਾ ਹੈ 3 ਇਸ ਦੀ ਰਸਾਇਣਕ ਬਣਤਰ ਨੂੰ ਕੋਟਿੰਗ ਸਾਮੱਗਰੀ ਨਾਲ ਮਿਲਣਾ ਚਾਹੀਦਾ ਹੈ, ਅਤੇ ਆਪਸੀ ਇਕਸੁਰਤਾ ਫਰਮ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ. 4 ਉੱਚ ਜਮ੍ਹਾ ਹੋਣ ਦੇ ਤਾਪਮਾਨ ਤੇ ਨੁਕਸਾਨ ਨਹੀਂ ਹੁੰਦਾ. 5 ਵਿਸਤਾਰ ਦਾ ਗੁਣਕ ਕੋਟਿੰਗ ਸਾਮੱਗਰੀ ਦੇ ਸਮਾਨ ਹੈ. 6 ਕੋਲ ਵਧੀਆ ਥਰਮਲ ਚਲਣ ਹੈ ਜਦੋਂ ਸਟੀਲ ਪਦਾਰਥਾਂ ਦੀ ਮਸ਼ੀਨਿੰਗ, WiC-TC-Co ਜਾਂ WC-TIC-TaC-Co ਅਲੌਇਜ਼ ਦੀ ਚੋਣ ਕੀਤੀ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ; ਜਦੋਂ ਲੋਹੇ ਜਾਂ ਅਲੌਹਲ ਧਾਤੂਆਂ ਨੂੰ ਢੋਣ ਵਾਲੀ ਮਸ਼ੀਨ, ਡਬਲਿਊ ਸੀ-ਕਾ ਅਲੌਇਜ਼ ਦਾ ਚੋਣ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ. ਵੱਖ ਵੱਖ ਪ੍ਰੋਸੈਸਿੰਗ ਸਾਮੱਗਰੀ, ਕੋਟਿੰਗ ਅਲੌਇ ਮੈਟਰਿਕਸ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ ਵੀ ਵੱਖਰੀਆਂ ਹੁੰਦੀਆਂ ਹਨ, ਭਾਵ ਕੋਟਿੰਗ ਨੂੰ ਨਿੱਜੀ ਬਣਾਇਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ, ਕਿਸੇ ਵੀ ਗਰਮੀ ਦੀ ਇਲਾਜ ਦੀ ਪ੍ਰਕਿਰਿਆ ਸੰਕੇਤ ਯੋਗ ਨਹੀਂ ਹੈ, ਜਿੰਨੀ ਦੇਰ ਤੱਕ ਉਹਨਾਂ ਦੇ ਪ੍ਰਭਾਵ ਨੂੰ ਵੱਧ ਤੋਂ ਵੱਧ ਕਰਨ ਲਈ ਖਾਸ ਸ਼ਰਤਾਂ ਅਧੀਨ ਹੈ. ਸਾਜ਼-ਸਾਮਾਨ ਵਿਚ ਕਾਰਬਨਾਈਡ ਅਤੇ ਡੀਈ ਉਤਪਾਦਨ ਦੇ ਕਾਰਜ (1) ਕੱਟਣ ਦੇ ਸਾਧਨਾਂ ਦੇ ਖੇਤਰ ਵਿਚ, ਸੀਮੈਂਟਿਡ ਕਾਰਬਾਡ 800-1000 ° C ਦੇ ਉੱਚ ਤਾਪਮਾਨ 'ਤੇ ਸ਼ਾਨਦਾਰ ਕਟਿੰਗ ਕਾਰਗੁਜ਼ਾਰੀ ਰੱਖਦਾ ਹੈ. ਇਹ ਉੱਚ ਤਾਪਮਾਨ ਤੇ ਤੇਜ਼ ਕੱਟਣ ਲਈ ਢੁਕਵਾਂ ਹੈ ਅਤੇ ਆਰਥਿਕ ਕੁਸ਼ਲਤਾ ਨੂੰ ਸੁਧਾਰਨ ਲਈ ਵਿਹਾਰਕ ਮਹੱਤਤਾ ਹੈ. ਇਸਲਈ, ਇਹ ਹੌਲੀ ਹੌਲੀ ਉੱਚ-ਸਪੀਡ ਟੂਲ ਸਟੀਲ ਦੀ ਜਗ੍ਹਾ ਹੈ. ਸੰਦ ਬਣਾਉ 2017 ਵਿੱਚ, ਇਸ ਨੂੰ ਵਿਆਪਕ ਤੌਰ 'ਤੇ ਸਿਰਫ ਖਾਰੇ, ਪਲੈਨਰ, ਬੋਰਿੰਗ ਚਾਕੂ, ਤਿੰਨ ਬਲੇਡ ਕੱਟਰ, ਮਰੇ ਕੱਟਣ ਵਾਲੇ ਅਤੇ ਅੰਤ ਦੀਆਂ ਮਿੱਲਾਂ ਵਿੱਚ ਹੀ ਨਹੀਂ ਬਲਕਿ ਸਮਾਰਟ ਮੈਨੂਫੈਕਚਰਿੰਗ ਅਤੇ ਸਨਅਤੀ 4.0 ਦੀ ਲਗਾਤਾਰ ਪ੍ਰਮੋਸ਼ਨ ਦੇ ਨਾਲ ਵਰਤਿਆ ਗਿਆ ਹੈ. ਭਵਿਖ ਦੀ ਸਾਧਨ ਲਈ ਭਵਿੱਖ ਦੀ ਸਾਧਨ ਆਸਾਨੀ ਨਾਲ ਵੇਖਣਾ ਚਾਹੀਦਾ ਹੈ. (2) ਮੋਲਡ ਦੇ ਖੇਤਰ ਵਿੱਚ, ਵਾਇਰ ਡਰਾਇੰਗ ਡਰਾਇੰਗ ਅਤੇ ਵਾਇਰ ਡਰਾਇੰਗ ਡਰਾਇਜ਼ ਦੇ ਵੱਖ-ਵੱਖ ਤਰ੍ਹਾਂ ਦੇ ਪ੍ਰਭਾਵਾਂ ਨੂੰ ਸਿੱਧੀਆਂ ਕਾਰਬਾਈਡ ਤੋਂ ਬਣਾਇਆ ਜਾਂਦਾ ਹੈ. ਜ਼ਿੱਪਰ ਦੰਦ ਬਣਾਉਣ ਲਈ ਪ੍ਰਗਤੀਸ਼ੀਲ ਮਰਦੇ ਹੋਏ ਵੱਡੇ-ਵਿਆਸ ਦੇ ਡਰਾਇੰਗ ਅਤੇ YG20C ਸਖ਼ਤ ਹਾਰਡ ਡਰਾਈਵ ਬਣਾਉਣ ਲਈ ਯੱਫ 8 ਅਤੇ ਯਿਜੀ 15 ਹਾਰਡ ਅਲੌਇਸ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹਨ. ਬਹੁ-ਪੋਜੀ ਦੇ ਪ੍ਰਗਤੀਸ਼ੀਲ ਮਰਨ ਲਈ ਅਲੌਇਜ਼ ਗੈਰ-ਚੁੰਬਕੀ ਮੋਡ ਆਮ ਤੌਰ ਤੇ YG15 ਅਤੇ YG20 ਸਿਮਟੇਡ ਕਾਰਬਾਇਡ ਦਾ ਬਣਿਆ ਹੁੰਦਾ ਹੈ. YG8 ਨਾਈਟ੍ਰੋਜਨ ਆਇਨ ਦੀ ਸੇਵਾ ਜੀਵਿਤ ਤਾਰ ਡਰਾਇੰਗ ਡਾਇਨਾ ਦੁੱਗਣਾ ਤੋਂ ਵੱਧ ਹੈ. ਸੰਖੇਪ ਰੂਪ ਵਿੱਚ, ਸਾਧਨਾਂ ਵਿੱਚ ਸੀਮੈਂਟੇਡ ਕਾਰਬਾਇਡ ਦਾ ਉਪਯੋਗ ਬਹੁਤ ਜਿਆਦਾ ਆਮ ਹੁੰਦਾ ਜਾ ਰਿਹਾ ਹੈ. ਇਹ ਗੇਜ ਅਤੇ ਹੋਰ ਸੰਦ ਉਦਯੋਗਾਂ ਵਿੱਚ ਵੀ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ ਅਤੇ ਵੇਰਵੇ ਵਿੱਚ ਵਰਣਨ ਨਹੀਂ ਕੀਤਾ ਜਾਵੇਗਾ. ਸਿੱਟਾ: ਮੁਸ਼ਕਲ ਮਿਸ਼ਰਤ ਦੀ ਸਹੀ ਗਰਮੀ ਦਾ ਇਲਾਜ ਕਰਨ ਤੋਂ ਬਾਅਦ, ਹਾਲਾਂਕਿ ਇਹ ਥੋੜਾ ਕਠੋਰਤਾ ਵਿੱਚ ਸੁਧਾਰ ਕਰ ਸਕਦਾ ਹੈ, ਲੇਕਿਨ ਲੰਮੇਂ ਗਰਮੀ ਦਾ ਇਲਾਜ ਕਰਨ ਵਾਲਾ ਸਮਾਂ ਲੈਣ ਅਤੇ ਝੁਕਣ ਵਾਲੀ ਤਾਕਤ ਲਈ ਨੁਕਸਾਨਦੇਹ ਹੈ, ਇਸ ਲਈ ਗਰਮੀ ਦੇ ਇਲਾਜ ਲਈ ਕੁਝ ਖਾਸ ਵਿਸ਼ੇਸ਼ਤਾ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ. ਸਫਾਈ ਕਰਨ ਵਾਲੀ ਕਾਰਬਾਗ ਦੀ ਵਰਤੋਂ ਲਈ ਸਤ੍ਹਾ ਦੀ ਪਰਤ ਨਵੇਂ ਮਾਰਗ ਨੂੰ ਮਜ਼ਬੂਤ ਬਣਾਉਂਦੀ ਹੈ, ਅਤੇ ਕੋਟਿੰਗ ਸਬਸਟਰੇਟ, ਸਮਗਰੀ, ਪ੍ਰਕਿਰਿਆ, ਅਤੇ ਮੋਟਾਈ ਵੀ ਵਿਅਕਤੀਗਤ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ.
ਸਰੋਤ: ਮੇਓਓ ਕਾਰਬਾਈਡ