
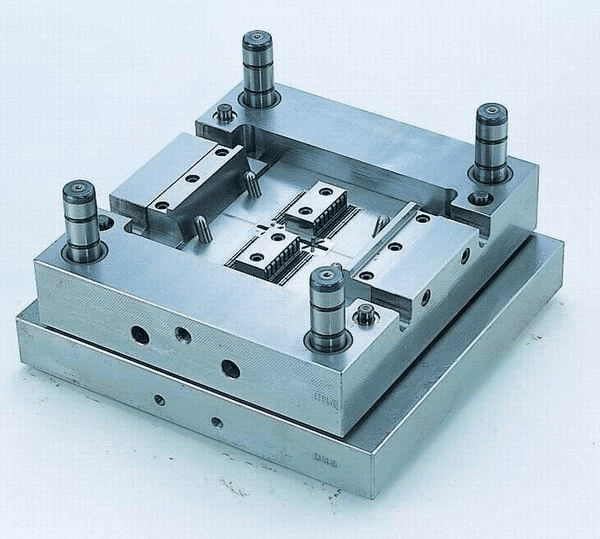
ਅੱਜ-ਕੱਲ੍ਹ, ਮਲਾਈ ਦੇ ਇੱਕ ਸੈੱਟ ਦੀ ਮਸ਼ੀਨ ਹੇਠਲੇ ਪਗ ਸ਼ਾਮਲ ਹੁੰਦੇ ਹਨ:
ਖੰਭ, ਗਰਮੀ ਦਾ ਇਲਾਜ, ਜੁਰਮਾਨਾ ਮੁਕੰਮਲ, ਬਿਜਲੀ-ਮਸ਼ੀਨਿੰਗ, ਬੈਂਚ ਕੰਮ ਅਤੇ ਇਕੱਠੇ ਹੋਣਾ.
ਰਾਲਿੰਗ ਅਤੇ ਜੁਰਮਾਨਾ ਮੁਕੰਮਲ ਕਰਨਾ ਹਿੱਸਾ ਲੈਣ ਲਈ ਸਿਲਾਈ ਕਟਿੰਗਜ਼ ਲਈ ਦੋ ਕਦਮ ਹੈ.
ਖੁਰਲੀ ਦੀ ਮੌਤ ਇਕ ਯੂਨਿਟ ਦੇ ਸਮੇਂ ਪ੍ਰਤੀ ਧਾਤ ਨੂੰ ਕੱਢਣ ਦੀ ਦਰ ਨੂੰ ਅੱਗੇ ਵਧਾਉਣ ਅਤੇ ਅਰਧ-ਮੁਕੰਮਲ ਹੋਣ ਲਈ ਵਰਕਸਪੇਸ ਦੀ ਜਿਓਮੈਟਿਕ ਪ੍ਰੋਫਾਈਲ ਤਿਆਰ ਕਰਨਾ ਹੈ. ਮਲਾਈਡ ਦਾ ਅਰਧ-ਮੁਕੰਮਲ ਹੋਣਾ ਮਸ਼ੀਨ ਅਲਾਊਂ ਨੂੰ ਹੋਰ ਸਮਾਨ ਬਣਾਉਣਾ ਹੈ. ਦੋ ਹਿੱਸਿਆਂ ਵਿਚ, ਇੰਡੈਕਸਬਲ ਡਿਸਟਰੀਬਿਊਸ ਮੱਲਿੰਗ ਕਟਰ, ਜੋ ਬਹੁਤ ਹੀ ਉੱਚ ਕਟਿੰਗ ਫੀਡ ਤੇ ਕੰਮ ਕਰ ਸਕਦਾ ਹੈ. ਹਾਈ ਮੈਟਲ ਹਟਾਉਣ ਦੀਆਂ ਦਰਾਂ ਹਾਈ ਸਪੀਡ ਕੱਟਣ ਲਈ ਕਟਟਰਾਂ ਦੁਆਰਾ ਪ੍ਰਾਪਤ ਕੀਤੀਆਂ ਜਾਂਦੀਆਂ ਹਨ. ਇਹ ਇਸ ਲਈ ਹੈ ਕਿਉਂਕਿ ਇਸਦਾ ਕੱਟਣ ਸ਼ਕਤੀ ਮੁੱਖ ਰੂਪ ਵਿੱਚ ਅਗੇਤਰ ਦੀ ਦਿਸ਼ਾ ਵਿੱਚ ਨਿਰਮਿਤ ਹੈ.
ਅੰਤਮ ਮਿਆਦ ਦੀ ਅੰਤਮ ਮਿਆਦ ਦੀ ਪੂਰਤੀ ਦੁਆਰਾ ਗਾਰੰਟੀ ਦਿੱਤੀ ਗਈ ਹੈ. ਜ਼ਿਆਦਾਤਰ ਨਿਰਮਾਣ ਕੰਪਨੀਆਂ ਵਿਚ, ਆਖਰੀ ਪੜਾਅ ਵਿਚ ਵਰਤੀਆਂ ਗਈਆਂ ਵਿਧੀਆਂ ਆਮ ਕਰਕੇ ਪੀਹਣ, ਇਲੈਕਟ੍ਰਿਕ ਮਸ਼ੀਨ ਅਤੇ ਫਿਟਰ ਪ੍ਰਾਸੈਸਿੰਗ ਹੁੰਦੀਆਂ ਹਨ.
ਮੋਟੀਆਂ ਕਾਰਨਾਂ ਦੀ ਮਹੱਤਤਾ ਜੋ ਕਿ ਮਿਸ਼ਰਣ ਦੀ ਮਸ਼ੀਨ ਵਿੱਚ ਹੈ
- ਮਸ਼ੀਨ ਦੀ ਸ਼ੁੱਧਤਾ. ਆਮ ਤੌਰ 'ਤੇ, ਪੂਰੀ ਮੋਟਾਈ ਦਾ ਢੌਲਾ ਢਲਾਣਾ ਮਿਸ਼ਰਣ, ਨੰਗੀ ਢਾਲ, ਅਤੇ ਢਾਲਣ ਵਾਲੇ ਵਾਹਨ, ਜਾਂ ਬਹੁਤ ਸਾਰੇ ਟੁਕੜੇ ਬਲਾਇੰਡਲ ਦੇ ਬਣੇ ਹੁੰਦੇ ਹਨ. ਸਿਰਫ਼ ਭਾਗਾਂ ਦੇ ਉੱਚੇ ਮਾਪ ਨੂੰ ਸਪਸ਼ਟ ਕਰਨ ਨਾਲ ਉਹਨਾਂ ਦੀ ਅਸੈਂਬਲੀ ਨੂੰ ਸੁਚਾਰੂ ਬਣਾਇਆ ਜਾ ਸਕਦਾ ਹੈ. ਸ਼ੁੱਧਤਾ ਦੇ ਸਾਮਾਨ ਆਮ ਤੌਰ ਤੇ μm ਦੇ ਪੈਮਾਨੇ ਦੀ ਸਹੀਤਾ ਨੂੰ ਦਰਸਾਉਂਦੇ ਹਨ
- ਗੁੰਝਲਦਾਰ ਆਕਾਰ ਏਅਰਪਲੇਨ ਦੇ ਕੁਝ ਹਿੱਸੇ, ਖਿਡੌਣਿਆਂ ਅਤੇ ਘਰੇਲੂ ਉਪਕਰਣ ਬਹੁਤ ਸਾਰੇ ਵਕਰ ਵਾਲੀ ਸਤਹ ਦੇ ਨਾਲ ਹੁੰਦੇ ਹਨ, ਜੋ ਕਿ ਪ੍ਰਕਿਰਿਆ ਲਈ ਮੁਸ਼ਕਲ ਹੋ ਜਾਂਦੇ ਹਨ.
- ਛੋਟਾ ਉਤਪਾਦਨ ਸਕੇਲ. ਬਹੁਤ ਸਾਰੇ ਮਾਮਲਿਆਂ ਵਿੱਚ ਜਨਤਕ ਪੈਦਾਵਾਰ ਵਾਲੇ ਸਾਧਨਾਂ ਦੀ ਕੋਈ ਲੋੜ ਨਹੀਂ ਹੁੰਦੀ.
- ਮੱਲਿੰਗ, ਬੋਰਿੰਗ, ਡਿਰਲਿੰਗ, ਰੀਮਾਇੰਗ ਅਤੇ ਟੈਪ ਵਰਗੇ ਮਲਟੀਪਲ ਪ੍ਰਕਿਰਿਆਵਾਂ ਨੂੰ ਢਾਲ ਪ੍ਰਾਸੈਸਿੰਗ ਵਿੱਚ ਵਰਤਣਾ ਚਾਹੀਦਾ ਹੈ.
- ਕਈ ਵਾਰ ਕੋਈ ਡਰਾਇੰਗ ਨਹੀਂ ਹੁੰਦੇ ਅਤੇ ਮਾਡਲਾਂ ਦੇ ਉਤਪਾਦਨ ਵਿਚ ਕੋਈ ਡਾਟਾ ਨਹੀਂ ਹੁੰਦਾ ਹੈ, ਅਤੇ ਅਸਲ ਆਬਜੈਕਟ ਦੇ ਅਨੁਸਾਰ ਰੂਪ-ਰੇਖਾ ਕਰਨਾ ਜ਼ਰੂਰੀ ਹੈ. ਇਸ ਲਈ ਉੱਚ ਸਟੀਕਤਾ ਦੀ ਲੋੜ ਪੈਂਦੀ ਹੈ ਅਤੇ ਕੋਈ ਵਿਪਰੀਤ ਨਹੀਂ.
- ਉੱਲੀ ਦੀ ਮੁੱਖ ਸਮੱਗਰੀ ਜਿਆਦਾਤਰ ਉੱਚ ਗੁਣਵੱਤਾ ਵਾਲੇ ਅਲਲੀ ਸਟੀਲ, ਖਾਸ ਤੌਰ 'ਤੇ ਲੰਬੇ ਸਮੇਂ ਦੀ ਸੇਵਾ ਵਾਲੇ ਮਿਸ਼ਰਣ ਨਾਲ ਬਣੀ ਹੋਈ ਹੈ, ਜੋ ਅਕਸਰ CRL2, CrWMn, ਅਤੇ ਹੋਰ ਲੇਸੇਟ ਸਟੀਲ ਦੇ ਬਣੇ ਹੁੰਦੇ ਹਨ. ਇਨ੍ਹਾਂ ਸਮੱਗਰੀਆਂ ਦੀ ਗਰਮੀ ਨੂੰ ਵਿਗਾੜ ਦੇਣਾ ਵੀ ਇਕ ਮੁੱਦਾ ਹੈ ਜੋ ਪ੍ਰੋਸੈਸਿੰਗ ਵਿਚ ਗੰਭੀਰਤਾ ਨਾਲ ਲਿਆ ਜਾਣਾ ਜ਼ਰੂਰੀ ਹੈ.
Sਪ੍ਰੋਫਾਈਲ ਮਿਲਿੰਗ ਲਈ ਕਰਟਰ ਦੀ ਚੋਣ ਕਰਨ ਲਈ ਟਰਾਫੀ
ਵਰਕਿੰਗ ਅੰਸ਼ ਦੇ ਆਕਾਰ ਦੇ ਆਧਾਰ ਤੇ, ਇਹਨਾਂ ਨੂੰ ਤਿੰਨ ਤਰ੍ਹਾਂ ਵੰਡਿਆ ਜਾ ਸਕਦਾ ਹੈ: ਇੱਕ ਸਮਕਾਲੀ ਫਲੈਟ ਦਾ ਸਿਰ, ਇਕ ਗੱਠਜੋੜ ਵਾਲਾ ਬਾਲ ਦਾ ਸਿਰ ਅਤੇ ਇੱਕ ਸ਼ੰਕੂ ਬਾਲ ਦਾ ਸਿਰ. ਸਮੱਗਰੀ ਦੇ ਅਨੁਸਾਰ, ਉਹ ਕਾਰਬਾਈਡ ਮਿਲਿੰਗ ਕਟਰ ਅਤੇ HSS ਸਮਤਲ ਮਿਰਚ ਕਟਰ ਵਿੱਚ ਵੰਡਿਆ ਹੋਇਆ ਹੈ. ਕਾਰਬਾਇਡ ਕੱਟਣ ਵਾਲੇ ਐਪਲੀਕੇਸ਼ਨਾਂ ਦੀ ਇੱਕ ਵਿਆਪਕ ਲੜੀ ਵਿੱਚ ਵਰਤੇ ਜਾਂਦੇ ਹਨ ਵੱਖੋ-ਵੱਖਰੇ ਛੱਤਾਂ ਦੇ ਖੋਪਿਆਂ ਨੂੰ ਮਿਲਾਉਣ ਤੋਂ ਇਲਾਵਾ, ਉਹਨਾਂ ਨੂੰ ਕਾਸਟਿੰਗ, ਫੋਰਗਿੰਗ ਅਤੇ ਵੈਲਡਿੰਗ ਦੁਆਰਾ ਬਣਾਈ ਗਈ ਮਸ਼ੀਨ ਵਰਕਸਪੇਸ ਲਈ ਵੀ ਵਰਤਿਆ ਜਾ ਸਕਦਾ ਹੈ.
ਫੁਰਿੰਗ ਅਤੇ ਸੈਮੀਫਾਈਨਿਸ਼ਿੰਗ ਵਿੱਚ
ਵੱਡੇ ਪਲਾਨਰ ਜਾਂ ਬੇਲੀਲੇਡ ਪ੍ਰੋਫਾਈਲਾਂ ਵਿਚ ਖੜ੍ਹੇ ਹੋਣ ਨਾਲ ਉਹਨਾਂ ਸੂਚਕ-ਰਹਿਤ ਡੂੰਘਾਈ ਦੇ ਅੰਤ ਮਿੱਲਾਂ, ਚਿਹਰੇ ਮਿਲਿੰਗ ਕਟਰਸ ਅਤੇ ਵੱਡੀ ਕੱਟਣ ਵਾਲੀ ਫੀਡ ਮਿਲਿੰਗ ਕਟਟਰਾਂ ਦੀ ਵਰਤੋਂ ਕਰਨੀ ਚਾਹੀਦੀ ਹੈ.
ਵੱਡੇ ਪ੍ਰੋਫਾਈਲਾਂ ਦੇ ਖੰਭ ਅਤੇ ਅਰਧ-ਮੁਕੰਮਲ ਹੋਣ ਦੀ ਵਰਤੋਂ ਗੋਲ ਸ਼ਾਖਾ ਦੇ ਅਖੀਰਲੇ ਮਿੱਲਾਂ ਨਾਲ ਕੀਤੀ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ, ਜਿਸ ਵਿੱਚ ਇੱਕ ਵੱਡਾ ਕਰਕ ਰੇਡੀਅਸ ਅਤੇ ਇੱਕ ਵੱਡੀ ਬਲੇਡ ਦੀ ਤਾਕਤ ਹੈ. ਇਹ ਕੰਟੋਰ, ਗੁਣਾ ਅਤੇ ਕੰਟੂਰ ਪ੍ਰੋਸੈਸਿੰਗ ਲਈ ਸਭ ਤੋਂ ਢੁਕਵਾਂ ਹੈ.
ਛੋਟੀਆਂ ਪ੍ਰੋਫਾਈਲਾਂ ਦੇ ਕੱਟਣ ਅਤੇ ਅਰਧ-ਮੁਕੰਮਲ ਹੋਣ ਦੇ ਨਾਤੇ, ਸੂਚੀਆਂ ਨਾਲ ਸੰਮਿਲਿਤ ਹੋਣ ਵਾਲੇ ਬਾਲ-ਅੰਤ ਮਿਲਿੰਗ ਕਟਰਾਂ ਦੀ ਵਿਆਪਕ ਤੌਰ ਤੇ ਵਰਤੋਂ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਜੋ ਕਿ ਬੇਲ ਦੇ ਆਕਾਰ ਵਿੱਚ ਬਲੇਡ ਆਕਾਰ ਪ੍ਰਾਪਤ ਕਰਦੇ ਹਨ ਜੋ ਛੋਟੇ ਕੱਟਣ ਬਲ ਅਤੇ ਉੱਚ ਪ੍ਰੋਸੈਸਿੰਗ ਕਾਰਜਕੁਸ਼ਲਤਾ ਦਾ ਸਮਰਥਨ ਕਰਦਾ ਹੈ. ਇਸ ਤੋਂ ਇਲਾਵਾ, ਇੰਡੈਕਸ-ਸਮਰੱਥ ਵਿਵ ਬਾਲ ਦਾ ਸਿਰ ਮਿਲਿੰਗ ਕਟਰ ਮਰਨ ਦੀ ਪ੍ਰਕਿਰਿਆ ਨੂੰ ਕੱਟਣ ਲਈ ਜ਼ਿਆਦਾ ਢੁਕਵਾਂ ਹੈ.

ਜੁਰਮਾਨਾ ਮੁਕੰਮਲ
ਵੱਡੇ ਪ੍ਰੋਫਾਈਲ ਦੀ ਸਮਾਪਤੀ ਸਿੱਧੀਆਂ ਮਿੱਲਾਂ ਨੂੰ ਸੂਚਿਤ ਕਰਨ ਯੋਗ ਇਨਟੀਲਾਈਟ ਬਾਲ-ਅੰਤ ਦੀ ਬਾਲ ਨੂੰ ਵਰਤ ਕੇ ਪ੍ਰਾਪਤ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ. ਛੋਟੇ ਪਰੋਫਾਈਲ ਦੀ ਸਮਾਪਤੀ ਹਾਈ-ਸਪੀਸਿੰਗ ਮਸ਼ੀਨ ਲਈ ਅਟੁੱਟ ਬਾਲ ਐੰਡ ਮਿੱਲ ਨਾਲ ਪ੍ਰਾਪਤ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ. ਛੋਟੇ ਅਕਾਰ ਅਤੇ ਚੌੜਾਈ ਦੇ ਡੂੰਘੇ ਖੰਭੇ ਅਤੇ ਕੋਨੇ ਦੇ ਭਾਗਾਂ ਲਈ, ਇਕ ਛੋਟਾ-ਵਿਆਸ ਸਟੀਲ ਕਾਰਬਾਇਡ ਟੂਲ ਦੀ ਵਰਤੋਂ ਇਸ ਦੇ ਰੂਟ ਸਫਾਈ ਅਤੇ ਹਰੇਕ ਵਰਕਸਪੇਸ ਦਾ ਸਪੱਸ਼ਟ ਕੋਣ ਪ੍ਰਕਿਰਿਆ ਲਈ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ.