ਅਸੀਂ ਫੋਕਸ ਕਰਦੇ ਹਾਂ
ਉੱਚ ਕੁਸ਼ਲ ਟਰਨਿੰਗ

ਸੀ ਐੱਨ ਸੀ ਕੀ ਬਦਲ ਰਿਹਾ ਹੈ?
ਵਰਕਸਪੇਸ ਘੁੰਮਦੀ ਹੈ, ਅਤੇ ਮੋੜਣ ਵਾਲੇ ਯੰਤਰ ਜਹਾਜ਼ ਵਿੱਚ ਰੇਖਿਕ ਜਾਂ ਕਰਵ ਵਾਲਾ ਅੰਦੋਲਨ ਕੱਟਦਾ ਹੈ. ਟਰਨਿੰਗ ਨੂੰ ਆਮ ਤੌਰ 'ਤੇ ਇਕ ਖਰਾਬੀ' ਤੇ ਵਰਕਪੇਸ ਦੇ ਮਸ਼ੀਨ ਅੰਦਰੂਨੀ ਅਤੇ ਬਾਹਰੀ ਗੋਲ ਨਾਲ ਲਿਜਾਇਆ ਜਾਂਦਾ ਹੈ. ਸਿਲੰਡਰ ਸਤਹ, ਅੰਤ ਦੀਆਂ ਸਤਹ, ਸਿਆਸੀ ਸਫਾਂ, ਬਣਾਈਆਂ ਗਈਆਂ ਸਤਹ, ਅਤੇ ਥਰਿੱਡਾਂ ਨੂੰ ਬਦਲਣਾ.
ਅੰਦਰੂਨੀ ਅਤੇ ਬਾਹਰੀ ਸਿਲੰਡਰ ਸਤਹਾਂ ਨੂੰ ਮੋੜਦੇ ਸਮੇਂ, ਮੋੜਣ ਵਾਲੀ ਮਸ਼ੀਨ ਵਰਕਸਪੇਸ ਦੇ ਰੋਟੇਸ਼ਨ ਦੇ ਧੁਰੇ ਦੀ ਦਿਸ਼ਾ ਵੱਲ ਚਲਦੀ ਹੈ. ਜਦੋਂ ਅਖੀਰ ਦੇ ਚਿਹਰੇ ਨੂੰ ਮੋੜਦੇ ਜਾਂ ਵਰਕਪੇਸ ਨੂੰ ਕੱਟਦੇ ਹੋਏ, ਮੋੜਦੇ ਹੋਏ ਸੰਦ ਵਰਕਸਪੇਸ ਦੇ ਰੋਟੇਸ਼ਨ ਦੇ ਧੁਰੇ ਨੂੰ ਲੰਬ ਦੀ ਦਿਸ਼ਾ ਵਿੱਚ ਅਜੀਬ ਹਿਲਦਾ ਹੈ. ਜੇ ਮੋੜਦੇ ਹੋਏ ਸੰਦ ਦਾ ਟ੍ਰੈਜੈਕਟਰੀ, ਵਰਕਸਪੇਸ ਦੇ ਘੁੰਮਣ ਦੇ ਧੁਰੇ ਨੂੰ ਇੱਕ ਟੁਕਰੇ ਕੋਣ ਤੇ ਹੋਵੇ, ਤਾਂ ਸ਼ੰਕੂ ਵਾਲੀ ਸਤ੍ਹਾ ਨੂੰ ਮਸ਼ੀਨ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ. ਰੋਟੇਰੀ ਸਤਹਾਂ ਦੀ ਰਫਤਾਰ ਬਣਾਈ ਜਾਣ ਨਾਲ ਬਣਦੇ ਸਾਧਨ ਵਿਧੀ ਜਾਂ ਟੂਲ ਟਿਪ ਟ੍ਰੈਜੈਕਟਰੀ ਵਿਧੀ ਦਾ ਇਸਤੇਮਾਲ ਹੋ ਸਕਦਾ ਹੈ. ਮੋੜਦੇ ਸਮੇਂ, ਮਸ਼ੀਨ ਟੂਲ ਦੇ ਸਪਿੰਡਲ ਦੁਆਰਾ ਵਰਕਪੇਸ ਨੂੰ ਮਾਸਟਰ ਦੇ ਤੌਰ ਤੇ ਕੰਮ ਕਰਨ ਲਈ ਘੁੰਮਾਇਆ ਜਾਂਦਾ ਹੈ; ਟੂਲ-ਹੋਲਡਰ ਤੇ ਰੱਖੇ ਹੋਏ ਟੂਲ ਦਾ ਪ੍ਰਯੋਗ ਫੀਡ ਅਭਿਆਸ ਲਈ ਕੀਤਾ ਜਾਂਦਾ ਹੈ. ਸਪੀਡ v ਨੂੰ ਕੱਟਣਾ ਰੋਟੇਟਿੰਗ ਵਰਕਸਪੇਸ ਅਤੇ ਖੱਤਰੀ ਦੇ ਵਿਚਕਾਰ ਸੰਪਰਕ ਬਿੰਦੂ ਤੇ ਰੇਖਿਕ ਸਪੀਡ (ਮੀਟਰ / ਮਿੰਟ) ਹੈ. ਕਟਿੰਗ ਡੂੰਘਾਈ ਵਰਕਪੇਸ ਦੀ ਸਤ੍ਹਾ ਅਤੇ ਹਰੇਕ ਕੱਟਣ ਵਾਲੀ ਸਟਰੋਕ 'ਤੇ ਮਸ਼ੀਨ ਵਾਲੀ ਸਤ੍ਹਾ ਵਿਚਕਾਰ ਲੰਬਕਾਰੀ ਦੂਰੀ (ਮਿਲੀਮੀਟਰਾਂ ਵਿੱਚ) ਹੈ. ਕੱਟਣਾ ਅਤੇ ਬਣਾਉਣਾ, ਮੋੜਦੇ ਹੋਏ ਟੂਲ ਅਤੇ ਫੀਡ ਦੀ ਦਿਸ਼ਾ ਵੱਲ ਕੰਮ ਕਰਨ ਵਾਲੀ ਲੱਕੜੀ ਦੇ ਵਿਚਕਾਰ ਸੰਪਰਕ ਦੀ ਲੰਬਾਈ ਹੈ (ਮਿਲੀਮੀਟਰ ਵਿੱਚ). ਫੀਡ ਦੀ ਮਾਤਰਾ ਬਦਲੇ ਹੋਏ ਢੰਗ ਦੀ ਫੀਡ ਦਿਸ਼ਾ ਵਿੱਚ ਵਿਸਥਾਪਨ (ਐਮਐਮ / ਐੱਫ. ਆਰ.) ਦਰਸਾਉਂਦੀ ਹੈ ਜਦੋਂ ਵਰਕਪੀਸ ਇੱਕ ਇਨਕਲਾਬ ਨੂੰ ਘੁੰਮਾਉਂਦੀ ਹੈ, ਅਤੇ ਇਹ ਬਦਲੇ ਹੋਏ ਸਾਧਨ (ਐਮਐਮ / ਮਿਨ) ਦੇ ਫੀਡ ਪ੍ਰਤੀ ਮਿੰਟ ਦੇ ਰੂਪ ਵਿੱਚ ਵੀ ਦਰਸਾਇਆ ਜਾ ਸਕਦਾ ਹੈ. . ਸਧਾਰਣ ਸਟੀਲ ਨੂੰ ਮੋੜਦੇ ਹੋਏ ਹਾਈ-ਸਪੀਡ ਸਟੀਲ ਨਾਲ, ਕਟਾਈ ਦੀ ਗਤੀ ਆਮ ਤੌਰ 'ਤੇ 25 ~ 60 ਮੀਟਰ / ਮਿੰਟ ਹੁੰਦੀ ਹੈ, ਜਿਸ ਨਾਲ ਕਰੀਬ 80 ~ 200 ਮੀਟਰ / ਮਿਨਰ ਤਕ ਕਾਰਬਾਈਡ ਨੂੰ ਬਦਲਣਾ; ਕੋਟੇਦਾਰ ਕਾਰਬਾਈਡ ਬੰਨਣ ਦੇ ਸਾਧਨ ਦੇ ਨਾਲ, 300 ਮੀਟਰ / ਮਿੰਟ ਜਾਂ ਇਸ ਤੋਂ ਵੱਧ ਦੀ ਵੱਧ ਤੋਂ ਵੱਧ ਦੀ ਸਪੀਡ
ਟਰਨਿੰਗ ਨੂੰ ਆਮ ਤੌਰ ਤੇ ਮੋਟੇ ਅਤੇ ਵਧੀਆ ਕਾਰਾਂ (ਅਰਧ-ਮੁਕੰਮਲ ਕਾਰਾਂ ਸਮੇਤ) ਵਿੱਚ ਵੰਡਿਆ ਜਾਂਦਾ ਹੈ. ਕੱਟੇ ਹੋਏ ਵਾਹਨ, ਕੱਟਣ ਦੀ ਵੱਡੀ ਡੂੰਘਾਈ ਅਤੇ ਵੱਡੀਆਂ ਫੀਡ ਰੇਟ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹੋਏ, ਕਲੀਅਰ ਸਪੀਡ ਨੂੰ ਘਟਾਏ ਬਿਨਾਂ ਰੁਕਣ ਦੀ ਸਮਰੱਥਾ ਨੂੰ ਸੁਧਾਰਨ ਦੀ ਕੋਸ਼ਿਸ਼ ਕਰਦਾ ਹੈ, ਪਰ ਮਸ਼ੀਨ ਦੀ ਸ਼ੁੱਧਤਾ ਸਿਰਫ ਆਈ ਟੀ 11 ਤਕ ਪਹੁੰਚ ਸਕਦੀ ਹੈ, ਅਤੇ ਸਤੱਰ ਦੀ ਖਰਾਬੀ Rα20 ਤੋਂ 10 μm ਤੱਕ ਹੈ; ਅਰਧ-ਪਰਿਪੂਰਨ ਅਤੇ ਮੁਕੰਮਲ ਹੋਣ ਦੀ ਸਮਰੱਥਾ ਹਾਈ ਸਪੀਡ ਅਤੇ ਛੋਟੇ ਫੀਡ ਅਤੇ ਕਟਿੰਗ ਡੂੰਘਾਈ ਨੂੰ ਜਿੰਨਾ ਸੰਭਵ ਹੋ ਸਕੇ ਵਰਤਣਾ. ਮਸ਼ੀਨ ਦੀ ਸ਼ੁੱਧਤਾ IT10 ~ 7 ਤਕ ਪਹੁੰਚ ਸਕਦੀ ਹੈ, ਅਤੇ ਸਤ੍ਹਾ ਦੀ ਸੁੰਘੜਤਾ Rα10 ~ 0.16 μm ਤੱਕ ਹੁੰਦੀ ਹੈ. ਹਾਈ-ਸੁੱਰਖੁਦ ਮਿਸ਼ਰਣਾਂ ਨੂੰ ਹਾਈ-ਸਪੀਕੈਂਸ ਲੇਹਥ ਤੇ ਵਰਤੇ ਜਾਂਦੇ ਹਾਈ-ਸੁਸਾਇਟੀ ਸਪੀਸੈਂਸ ਆਈਟੀ 7 ਤੋਂ 5 ਦੀ ਮਸ਼ੀਨ ਦੀ ਸ਼ੁੱਧਤਾ ਪ੍ਰਾਪਤ ਕਰ ਸਕਦੀਆਂ ਹਨ ਅਤੇ ਰੇਂ0.04 ਤੋਂ 0.01 μ ਮੀਟ ਦੀ ਸਤਿਹਤਤਾ ਇਸ ਮੋੜ ਨੂੰ "ਮਿਰਰ ਬਦਲਣਾ" ਕਿਹਾ ਜਾਂਦਾ ਹੈ. ਜੇ ਇਕ ਹੀਰੇ ਦੇ ਮੋੜਦੇ ਟੁਕੜੇ 'ਤੇ 0.1 ਤੋਂ 0.2 μ ਮੀਟਰ ਦੇ ਇੱਕ ਢਲਾਨ ਜਾਂ ਉਤਾਰ ਆਕਾਰ ਦੀ ਮਸ਼ੀਨ ਤਿਆਰ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਤਾਂ ਮੋੜ ਦੀ ਸਤਹ ਅਨਿਯਮੀਆਂ ਅਤੇ ਧਾਰੀਆਂ ਦਾ ਬਹੁਤ ਵਧੀਆ ਢੰਗ ਨਾਲ ਕੰਮ ਕਰੇਗੀ, ਜੋ ਰੋਸ਼ਨੀ ਦੇ ਵਿਸਥਾਰ ਦੇ ਤਹਿਤ ਇੱਕ ਸਾਟਿਨ ਵਰਗੇ ਚਮਕ ਦੇ ਦਿਓ ਇੱਕ ਸਜਾਵਟੀ ਸਤਹ ਦੇ ਰੂਪ ਵਿੱਚ, ਇਸ ਨੂੰ '' ਚਮਕਦਾਰ ਮੋੜ '' ਕਿਹਾ ਜਾਂਦਾ ਹੈ.
ਮੋੜਦੇ ਸਮੇਂ, ਜੇ ਬਦਲਣ ਵਾਲਾ ਸੰਦ ਉਸੇ ਵੇਲੇ ਘੁੰਮਦਾ ਹੈ, ਤਾਂ ਮੋੜਦਾ ਸਾਮਾਨ ਉਸੇ ਦਿਸ਼ਾ ਵਿੱਚ ਘੁੰਮਦਾ ਹੈ ਜਿਵੇਂ ਵਰਕਪੀਸ ਅਨੁਸਾਰੀ ਘੁੰਮਾਉਣ ਦੀ ਸਪੀਡ (ਸੰਦ ਦੀ ਰੋਟੇਸ਼ਨ ਦੀ ਸਪੀਡ ਆਮ ਤੌਰ ਤੇ ਵਰਕਸਪੇਸ ਰੋਟੇਸ਼ਨ ਸਪੀਡ ਦੇ ਕਈ ਵਾਰ ਹੁੰਦੀ ਹੈ), ਅਤੇ ਰਿਸ਼ਤੇਦਾਰ ਮੋੜ ਦੇ ਸੰਦ ਦੀ ਗਤੀ ਅਤੇ ਵਰਕਸਪੇਸ ਨੂੰ ਬਦਲਿਆ ਜਾ ਸਕਦਾ ਹੈ ਅਤੇ ਪ੍ਰੋਸੈਸ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ. ਪੌਲੀਗੌਨ (ਤਿਕੋਣ, ਵਰਗ, ਪ੍ਰਿਸਮਜ਼, ਹੈਕਸਾਗਨਸ, ਆਦਿ) ਵਾਲੇ ਵਰਕਪੇਸ. ਜੇ ਇਹ ਸੰਦ ਲੰਬੇ ਸਮੇਂ ਤੋਂ ਖੁਰਾਇਆ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਇਕ ਨਿਯਮਿਤ ਰੇਡੀਏਲ ਰੀਸੀਪ੍ਰੌਕਟਿੰਗ ਮੋਸ਼ਨ ਵਰਕਪੀਸ ਦੇ ਹਰੇਕ ਇਨਕਲਾਬ ਦੇ ਸਾਮਾਨ ਦੇ ਅਨੁਸਾਰ ਸੰਦ ਧਾਰਕ ਨੂੰ ਦਿੱਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਕੈਮ ਜਾਂ ਹੋਰ ਗੈਰ-ਸਰਕੂਲਰ ਦੇ ਸੈਕਸ਼ਨ ਦੀ ਸਤ੍ਹਾ ਨੂੰ ਮਸ਼ੀਨ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ. ਖੋਦਣ ਵੱਲ ਮੋੜਦੇ ਹੋਏ ਦੰਦਾਂ 'ਤੇ, ਕੁਝ ਬਹੁ-ਦੰਦ ਸੰਦ (ਜਿਵੇਂ ਕਿ ਫਾਰਮ ਕਟਰ ਅਤੇ ਗੀਅਰ ਹੋਬ) ਦਾ ਚਿਹਰਾ ਵਾਲਾ ਚਿਹਰਾ ਅਜਿਹੇ ਕੰਮ ਦੇ ਸਿਧਾਂਤ ਅਨੁਸਾਰ ਮਸ਼ੀਨ ਲਗਾਇਆ ਜਾ ਸਕਦਾ ਹੈ, ਜਿਸਨੂੰ "ਸ਼ੋਵੋਲ ਬੈਕ" ਕਿਹਾ ਜਾਂਦਾ ਹੈ.
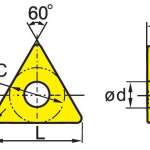 $32.60 - $76.22ਹੁਣੇ ਖਰੀਦੋ
$32.60 - $76.22ਹੁਣੇ ਖਰੀਦੋTNMG
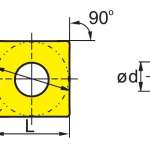 $25.07 - $75.22ਹੁਣੇ ਖਰੀਦੋ
$25.07 - $75.22ਹੁਣੇ ਖਰੀਦੋSNMG
 $25.07 - $75.22ਹੁਣੇ ਖਰੀਦੋ
$25.07 - $75.22ਹੁਣੇ ਖਰੀਦੋਸੀ ਐੱਨ ਐੱਮ ਜੀ
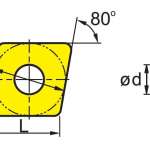
 $35.10 - $40.12ਹੁਣੇ ਖਰੀਦੋ
$35.10 - $40.12ਹੁਣੇ ਖਰੀਦੋDNMG