ਕੁਝ ਸੀ ਐੱਨ ਸੀ ਦੇ ਮਿਲਿੰਗ ਕਟਿੰਗਰਾਂ ਨੂੰ ਸੀਐਨਸੀ ਮਸ਼ੀਨਿੰਗ ਕਰਨੀ ਚਾਹੀਦੀ ਹੈ, ਜਿਵੇਂ ਗੋਲ ਨਾਜ਼ ਦੀਆਂ ਚਾਕੂਆਂ, ਬਾਲ ਦੀਆਂ ਚਾਕੂਆਂ ਆਦਿ.
1. ਸੰਦ ਦੀ ਜਾਣ-ਪਛਾਣ
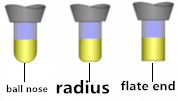
ਸੀਐਨਸੀ ਮਸ਼ੀਨਿੰਗ ਟੂਲਜ਼ ਨੂੰ ਹਾਈ ਸਪੀਡ, ਹਾਈ ਕੁਸ਼ਲਤਾ ਅਤੇ ਸੀਐਨਸੀ ਮਸ਼ੀਨ ਟੂਲਜ਼ ਦੀ ਉੱਚੀ ਪੱਧਰ ਦੀ ਆਟੋਮੇਸ਼ਨ ਮੁਤਾਬਕ ਢਾਲਣਾ ਚਾਹੀਦਾ ਹੈ. ਸੀ.ਐਨ. ਸੀ. ਮਿਲਿੰਗ ਕਟਿੰਗਰ ਮੁੱਖ ਤੌਰ 'ਤੇ ਫਲੈਟ-ਥੱਲੜੇ ਚਾਕੂ (ਅਖੀਰਲੇ ਮਿੱਲਾਂ), ਗੋਲ ਨਾਜ਼ ਦੀਆਂ ਚਾਕੂਆਂ ਅਤੇ ਬਾਲ ਦੀਆਂ ਚਾਕੂਆਂ ਵਿਚ ਵੰਡੀਆਂ ਹੋਈਆਂ ਹਨ ਜਿਵੇਂ ਕਿ ਚਿੱਤਰ 1-1 ਵਿਚ ਦਿਖਾਇਆ ਗਿਆ ਹੈ. ਉਹ ਗੋਰੇ ਸਟੀਲ ਦੇ ਚਾਕੂ, ਉੱਡਣ ਵਾਲੀਆਂ ਚਾਕੂ ਅਤੇ ਧਾਤ ਦੀਆਂ ਚਾਕੂਆਂ ਵਿੱਚ ਵੰਡੇ ਹੋਏ ਹਨ. ਫੈਕਟਰੀ ਦੀ ਅਸਲ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ, ਆਮ ਤੌਰ ਤੇ ਵਰਤੀਆਂ ਜਾਣ ਵਾਲੀਆਂ ਚਾਕੂਆਂ ਵਿੱਚ ਡੀ 63 ਆਰ 8, ਡੀ50 ਆਰ 6, ਡੀ35 ਆਰ 5, ਡੀ35 ਆਰ0.8, ਡੀ 30 ਆਰ 5, ਡੀ 25 ਆਰ 5, ਡੀ 20 ਆਰ 4, ਡੀ 20 ਆਰ0.8, ਡੀ 16 ਆਰ0.8, ਡੀ 12, ਡੀ 10, ਡੀ 8, ਡੀ 6, ਡੀ 4, ਡੀ 3, ਡੀ 2 , ਡੀ 2, ਡੀ .1.5, ਡੀ 1, ਡੀ .0.5, ਡੀ. 10 ਆਰ0.5, ਡੀ 8 ਆਰ ਆਰ ਆਰ ਆਰ ਆਰ ਡੀ ਆਰ ਆਰ ਆਰ ਆਰ ਆਰ ਡੀ ਆਰ ਆਰ ਆਰ ਆਰ ਆਰ ਆਰ ਆਰ ਆਰ ਆਰ ਆਰ ਆਰ ਆਰ ਆਰ ਆਰ ਆਰ ਆਰ ਆਰ ਆਰ ਆਰ ਆਰ ਆਰ ਆਰ ਆਰ ਆਰ ਆਰ ਆਰ ਆਰ ਆਰ ਆਰ, ਆਰ.ਐਚ. .
ਚਿੱਤਰ 1-1 ਸੀਐਨਸੀ ਮਿਲਿੰਗ ਕਟਰ
(1) ਫਲੈਟ ਤਲ ਚਾਕੂ: ਮੁੱਖ ਤੌਰ 'ਤੇ ਕੱਟਿਆ ਜਾਣਾ, ਜਹਾਜ਼ ਦੀ ਸਮਾਪਤੀ, ਆਕ੍ਰਿਤੀ ਸੰਪੂਰਨ ਅਤੇ ਸਪੱਸ਼ਟ ਕੋਣ ਪ੍ਰਕਿਰਿਆ ਲਈ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ. ਨੁਕਸਾਨ ਇਸ ਗੱਲ ਦਾ ਹੈ ਕਿ ਇਹ ਟਿਪ ਪਹਿਲਾਣਾ ਆਸਾਨ ਹੈ ਅਤੇ ਮਸ਼ੀਨ ਸਟੀਕਤਾ ਨੂੰ ਪ੍ਰਭਾਵਿਤ ਕਰਦਾ ਹੈ.
(2) ਗੋਲ ਨਾੱਕ ਦੀ ਚਾਕੂ: ਇਹ ਮੁੱਖ ਤੌਰ ਤੇ roughing, ਜਹਾਜ਼ ਦੀ ਸਮਾਪਤੀ ਅਤੇ ਸਾਈਡ ਦੇ ਖਾਲੀ ਕਰਨ ਲਈ ਸਾਈਡ ਦੀ ਵਰਤੋਂ ਲਈ ਵਰਤੀ ਜਾਂਦੀ ਹੈ, ਖਾਸ ਤੌਰ ਤੇ ਉੱਚ ਕਠੋਰਤਾ ਨਾਲ ਮਢਾਂ ਦੇ ਕੱਟਣ ਲਈ ਢੁਕਵਾਂ.
(3) ਬਾਲ ਦੀ ਚਾਕੂ: ਮੁੱਖ ਤੌਰ 'ਤੇ ਗੈਰ-ਤੰਤਰੀ ਸੈਮੀ-ਫਾਈਨਿੰਗ ਅਤੇ ਸਮਾਪਤੀ ਲਈ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ.
2. ਟੂਲ ਦੀ ਵਰਤੋਂ
ਸੀਐਨਸੀ ਮਸ਼ੀਨਿੰਗ ਵਿੱਚ, ਟੂਲ ਦੀ ਚੋਣ ਸਿੱਧਾ ਪ੍ਰਕਿਰਿਆ ਸ਼ੁੱਧਤਾ ਨਾਲ ਸੰਬੰਧਿਤ ਹੁੰਦੀ ਹੈ, ਮਸ਼ੀਨ ਵਾਲੀ ਸਤਹ ਦੀ ਗੁਣਵੱਤਾ ਅਤੇ ਪ੍ਰੋਸੈਸਿੰਗ ਸਮਰੱਥਾ. ਸਹੀ ਸਾਧਨ ਦੀ ਚੋਣ ਕਰਨਾ ਅਤੇ ਵਾਜਬ ਕੱਟਣ ਪੈਰਾਮੀਟਰਾਂ ਦੀ ਸਥਾਪਨਾ ਕਰਨਾ ਸੀਐਨਸੀ ਮਸ਼ੀਨ ਨੂੰ ਸਭ ਤੋਂ ਘੱਟ ਕੀਮਤ ਤੇ ਵਧੀਆ ਮਸ਼ੀਨਿੰਗ ਦੀ ਗੁਣਵੱਤਾ ਪ੍ਰਾਪਤ ਕਰਨ ਦੇ ਯੋਗ ਹੋਵੇਗਾ ਅਤੇ ਸਭ ਤੋਂ ਛੋਟਾ ਸਮਾਂ ਸੰਖੇਪ ਰੂਪ ਵਿੱਚ, ਟੂਲ ਦੀ ਚੋਣ ਦਾ ਆਮ ਸਿਧਾਂਤ ਇਹ ਹੈ: ਆਸਾਨ ਸਥਾਪਨਾ ਅਤੇ ਵਿਵਸਥਾ, ਚੰਗੀ ਕਠੋਰਤਾ, ਸਥਿਰਤਾ ਅਤੇ ਉੱਚ ਸਟੀਕਸ਼ਨ ਪ੍ਰੋਸੈਸਿੰਗ ਦੀਆਂ ਲੋੜਾਂ ਪੂਰੀਆਂ ਕਰਨ ਦੇ ਆਧਾਰ 'ਤੇ, ਸੰਦ ਦੀ ਪ੍ਰੋਸੈਸਿੰਗ ਦੀ ਕਠੋਰਤਾ ਨੂੰ ਸੁਧਾਰਨ ਲਈ ਥੋੜਾ ਸੰਦ ਹੈਲਡਰ ਚੁਣਨ ਦੀ ਕੋਸ਼ਿਸ਼ ਕਰੋ.
ਇਕ ਸਾਧਨ ਦੀ ਚੋਣ ਕਰਦੇ ਸਮੇਂ, ਸੰਦ ਦਾ ਅਕਾਰ ਖਾਲੀ ਥਾਂ ਦੇ ਅਕਾਰ ਅਨੁਸਾਰ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ. ਜੇ ਗੱਤਾ ਦਾ ਆਕਾਰ 80 × 80 ਹੈ, ਤਾਂ ਡੀ -25 ਆਰ 5 ਜਾਂ ਡੀ 16 ਆਰ 0.8 ਵਰਗੇ ਸਾਧਨ roughing ਲਈ ਚੁਣਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ; ਜੇ ਗੱਤਾ ਦਾ ਆਕਾਰ 100 × 100 ਤੋਂ ਵੱਡਾ ਹੈ ਤਾਂ, ਡੀ 30 ਆਰ 5 ਜਾਂ ਡੀ 35 ਆਰ 5 ਉੱਡਣ ਵਾਲੀ ਚਾਕੂ ਨੂੰ ਖੋਲ੍ਹਣ ਲਈ ਚੁਣਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ; ਜੇ ਪੇਟ ਦਾ ਆਕਾਰ 300 × 300 ਤੋਂ ਵੱਡਾ ਹੈ, ਤਾਂ ਤੁਹਾਨੂੰ ਡਰਾਇੰਗ ਲਈ ਡੀ 35 ਰਾਈਟਰ ਨਾਲੋਂ ਵੱਡੇ ਵਿਆਸ ਦੇ ਨਾਲ ਉਡਾਰੀ ਹੋਈ ਚਾਕੂ ਦੀ ਚੋਣ ਕਰਨੀ ਚਾਹੀਦੀ ਹੈ, ਜਿਵੇਂ ਕਿ ਡੀ50 ਆਰ 6 ਜਾਂ ਡੀ 63 ਆਰ 8. ਇਸ ਤੋਂ ਇਲਾਵਾ, ਸੰਦ ਦੀ ਚੋਣ ਮਸ਼ੀਨ ਦੀ ਸ਼ਕਤੀ ਦੁਆਰਾ ਨਿਰਧਾਰਤ ਕੀਤੀ ਜਾਂਦੀ ਹੈ. ਉਦਾਹਰਨ ਲਈ, ਇਕ ਛੋਟੀ ਜਿਹੀ ਸ਼ਕਤੀ ਨਾਲ ਇਕ ਸੀ.ਐੱਨ.ਐੱਸ. ਮਿਲਿੰਗ ਮਸ਼ੀਨ ਜਾਂ ਮਸ਼ੀਨਿੰਗ ਕੇਂਦਰ ਡੀ50 ਰਾਈਜ਼ ਤੋਂ ਵੱਡੇ ਟੂਲ ਦੀ ਵਰਤੋਂ ਨਹੀਂ ਕਰ ਸਕਦੇ.
ਵਾਸਤਵਿਕ ਮਸ਼ੀਨਿੰਗ ਵਿੱਚ, ਅਖੀਰਲੀ ਮਿੱਲ, ਬੌਸ, ਖਰੀਦੀ, ਆਦਿ ਦੇ ਸਮਾਨ ਦੇ ਸਮਾਨ ਨੂੰ ਅਕਸਰ ਅੰਤ ਦੀ ਮਿੱਲ ਦੁਆਰਾ ਚੁਣਿਆ ਜਾਂਦਾ ਹੈ; ਸਤ੍ਹਾ, ਪਾਸੇ ਦੀ ਸਫਾਈ ਅਤੇ ਸੱਕੇ ਹੋਏ ਕਾਰਬਾਡ ਸੰਮਿਲਿਤ ਨਾਲ ਮਿਲਿੰਗ ਕਟਰ ਦੀ ਖਰਾਖਿਅਕ ਮਸ਼ੀਨ ਦੀ ਖੋਲੀ ਦੀ ਚੋਣ ਕੀਤੀ ਗਈ ਹੈ; ਗੇਂਦ ਦੇ ਅੰਤ ਵਿੱਚ ਮਿਲਿੰਗ ਕਟਰ ਚੁਣਿਆ ਗਿਆ ਹੈ. ਗੋਲ ਨਾਅ ਦੀ ਚਾਕੂ ਵਿਚ ਇਕ ਕੋਣ ਵਾਲੀ ਕਟੋਰਾ ਦਾ ਆਕਾਰ ਹੈ.
3. ਟੂਲ ਕੱਟਣ ਪੈਰਾਮੀਟਰ ਸੈਟਿੰਗ
ਕਟਾਈ ਦੀ ਰਾਸ਼ੀ ਦੀ ਉਚਿਤ ਚੋਣ ਦਾ ਸਿਧਾਂਤ ਇਹ ਹੈ: ਜਦੋਂ ਰੜਵਾਂ ਹੋਣ, ਇਹ ਉਤਪਾਦਨ ਦੀ ਕੁਸ਼ਲਤਾ ਨੂੰ ਸੁਧਾਰਨ ਲਈ ਆਮ ਤੌਰ 'ਤੇ ਹੁੰਦਾ ਹੈ, ਪਰ ਆਰਥਿਕ ਅਤੇ ਪ੍ਰਾਸੈਸਿੰਗ ਲਾਗਤ ਨੂੰ ਵੀ ਵਿਚਾਰਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ; ਸੁਕਾਉਣ ਦੀ ਪ੍ਰਭਾਵੀਤਾ, ਆਰਥਿਕਤਾ ਅਤੇ ਪ੍ਰਾਸੈਸਿੰਗ ਲਾਗਤਾਂ ਨੂੰ ਧਿਆਨ ਵਿਚ ਰੱਖਦੇ ਹੋਏ, ਪ੍ਰੋਸੈਸਿੰਗ ਦੀ ਗੁਣਵੱਤਾ ਨੂੰ ਸੁਨਿਸ਼ਚਿਤ ਕਰਨ ਦੇ ਆਧਾਰ ਤੇ ਅਰਧ-ਮੁਕੰਮਲ ਅਤੇ ਸੰਪੂਰਨਤਾ ਵਿਚ ਖਾਸ ਮੁੱਲ ਮਸ਼ੀਨ ਦਸਤੀ, ਕਟੌਤੀ ਰਾਸ਼ੀ ਦਸਤੀ, ਅਤੇ ਅਨੁਭਵ ਦੇ ਅਧਾਰ ਤੇ ਹੋਣੇ ਚਾਹੀਦੇ ਹਨ.
ਉਤਪਾਦਨ ਦੇ ਪ੍ਰਥਾਵਾਂ ਵਿੱਚ ਸੀਐਨਸੀ ਮਸ਼ੀਨ ਟੂਲਸ ਦੀ ਵਿਸ਼ਾਲ ਐਪਲੀਕੇਸ਼ਨ ਦੇ ਨਾਲ, ਸੀਐਨਸੀ ਪ੍ਰੋਗਰਾਮਿੰਗ ਸੀਐਨਸੀ ਮਸ਼ੀਨ ਵਿੱਚ ਮੁੱਖ ਮੁੱਦੇ ਬਣ ਗਈ ਹੈ. ਐਨਸੀ ਪ੍ਰੋਗ੍ਰਾਮ ਦੀ ਪ੍ਰੋਗ੍ਰਾਮਿੰਗ ਦੀ ਪ੍ਰਕਿਰਿਆ ਵਿਚ, ਇਹ ਯੰਤਰ ਦੀ ਚੋਣ ਕਰਨਾ ਅਤੇ ਮਨੁੱਖੀ-ਕੰਪਿਊਟਰ ਦੀ ਦਖਲਅੰਦਾਜ਼ੀ ਸਥਿਤੀ ਵਿਚ ਕੱਟਣ ਦੀ ਮਾਤਰਾ ਨਿਰਧਾਰਤ ਕਰਨਾ ਜ਼ਰੂਰੀ ਹੈ. ਇਸ ਲਈ, ਪ੍ਰੋਗਰਾਮਰ ਨੂੰ ਸਾਧਨ ਦੀ ਚੋਣ ਵਿਧੀ ਅਤੇ ਕੱਟਣ ਦੀ ਮਾਤਰਾ ਨਿਰਧਾਰਤ ਕਰਨ ਦੇ ਸਿਧਾਂਤ ਤੋਂ ਜਾਣੂ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ, ਜਿਸ ਨਾਲ ਇਹ ਯਕੀਨੀ ਬਣਾਇਆ ਜਾ ਸਕੇ ਕਿ ਹਿੱਸੇ ਦੀ ਪ੍ਰੋਸੈਸਿੰਗ ਗੁਣਵੱਤਾ ਅਤੇ ਪ੍ਰੋਸੈਸਿੰਗ ਸਮਰੱਥਾ ਸੀਐਨਸੀ ਮਸ਼ੀਨ ਟੂਲ ਦੇ ਫਾਇਦੇ ਲਈ ਪੂਰੀ ਖੇਡ ਦੇਂਦੇ ਹਨ. ਅਤੇ ਉਦਯੋਗ ਦੇ ਆਰਥਿਕ ਕੁਸ਼ਲਤਾ ਅਤੇ ਉਤਪਾਦਨ ਦੇ ਪੱਧਰ ਨੂੰ ਸੁਧਾਰਿਆ.
ਸਾਰਣੀ 1-1 ਅਤੇ ਸਾਰਣੀ 1-2 ਕ੍ਰਮਵਾਰ ਉਡਾਰੀ ਹੋਈ ਚਾਕੂ ਅਤੇ ਅਲਾਇਕ ਚਾਕੂ ਦੀ ਪੈਰਾਮੀਟਰ ਸੈਟਿੰਗਾਂ ਦੀ ਕ੍ਰਮਬੱਧ ਕਰਦੇ ਹਨ. ਇਹ ਕੱਟਣ ਵਾਲੇ ਮਾਪਦੰਡ ਕੇਵਲ ਹਵਾਲੇ ਲਈ ਹਨ ਅਸਲ ਕੱਟਣ ਵਾਲੀ ਰਕਮ ਨੂੰ ਖਾਸ ਮਸ਼ੀਨ ਪ੍ਰਦਰਸ਼ਨ, ਭਾਗ ਦੀ ਸ਼ਕਲ ਅਤੇ ਸਮਗਰੀ, ਕਲੈਪਿੰਗ ਦੀ ਸਥਿਤੀ, ਆਦਿ ਮੁਤਾਬਕ ਨਿਰਧਾਰਤ ਕਰਨਾ ਚਾਹੀਦਾ ਹੈ.
ਟੂਲ ਦੇ ਵਿਆਪਕ ਵੱਡੇ, ਹੌਲੀ ਗਤੀ; ਇਕੋ ਕਿਸਮ ਦੇ ਟੂਲ ਲਈ, ਟੂਲ ਬਾਰ ਨੂੰ ਜਿੰਨਾ ਜਿਆਦਾ ਹੋਵੇ, ਚਾਕੂ ਦਾ ਆਕਾਰ ਛੋਟਾ ਹੋ ਜਾਵੇਗਾ, ਨਹੀਂ ਤਾਂ ਇਹ ਸਲੈਸ਼ ਕਰਨਾ ਆਸਾਨ ਹੋ ਜਾਵੇਗਾ ਅਤੇ ਵੱਧ ਕਟੌਤੀ ਦਾ ਕਾਰਨ ਬਣੇਗਾ.
ਸਾਰਣੀ 1-1 ਫਲਾਇੰਗ ਚਾਕੂ ਪੈਰਾਮੀਟਰ ਸੈਟਿੰਗਜ਼
| ਟੂਲ ਦੀ ਕਿਸਮ | ਵੱਧ ਤੋਂ ਵੱਧ ਪ੍ਰੋਸੈਸਿੰਗ ਡੂੰਘਾਈ (mm) | ਆਮ ਲੰਬਾਈ (ਮਿਲੀਮੀਟਰ) | ਆਮ ਲੰਬਾਈ (ਐਮ ਐਮ) | ਸਪਿੰਡਲ ਦੀ ਸਪੀਡ (/ m) | ਫੀਡ ਦੀ ਦਰ (ਮਿਲੀਮੀਟਰ / ਮਿੰਟ) | ਚਾਕੂ ਖਾਣਾ (ਐਮ ਐਮ) |
| D63R8 | 130/300 | 150 | 320 | 700 ~ 1000 | 2500 ~ 4000 | 0.2 ~ 1 |
| D50R6 | 100/230 | 120 | 250 | 800 ~ 1500 | 2500 ~ 3500 | 0.1 ~ 0.8 |
| D35R5 | 150/200 | 180 | 300 | 1000 ~ 2200 | 2200 ~ 3000 | 0.1 ~ 0.8 |
| D30R5 | 100/150 | 150 | 180 | 1500 ~ 2200 | 2000 ~ 3000 | 0.1 ~ 0.5 |
| D25R5 | 70/150 | 120 | 180 | 1500 ~ 2500 | 2000 ~ 3000 | 0.1 ~ 0.5 |
| D25R0.8 | 80/150 | 120 | 180 | 1500~2500 | 2000~2800 | 0.1~0.3 |
| D20R0.8 | 70/150 | 100 | 180 | 1500 ~ 2500 | 2000 ~ 2800 | 0.1 ~ 0.3 |
| D17R0.8 | 70/130 | 100 | 180 | 1800 ~ 2500 | 1800 ~ 2500 | 0.1 ~ 0.3 |
| D12R0.8 | 60/90 | 90 | 120 | 2000 ~ 3000 | 1800 ~ 2500 | 0.1 ~ 0.2 |
| D16R8 | 60/100 | 100 | 150 | 2000 ~ 3000 | 2000 ~ 3000 | 0.1 ~ 0.4 |


ਉੱਪਰ ਦਿੱਤੇ ਫਲਾਇੰਗ ਚਾਕੂ ਪੈਰਾਮੀਟਰਾਂ ਨੂੰ ਸਿਰਫ਼ ਇਕ ਹਵਾਲਾ ਦੇ ਰੂਪ ਵਿਚ ਹੀ ਵਰਤਿਆ ਜਾ ਸਕਦਾ ਹੈ, ਕਿਉਂਕਿ ਵੱਖਰੀ ਫਲਾਇੰਗ ਚਾਕੂ ਸਮੱਗਰੀ ਦੇ ਮਾਪਦੰਡ ਵੀ ਵੱਖਰੇ ਹਨ, ਅਤੇ ਵੱਖ ਵੱਖ ਟੂਲ ਫੈਕਟਰੀਆਂ ਦੁਆਰਾ ਨਿਰਦਿਸ਼ਤ ਉਡਾਣ ਚਾਕੂ ਦੀ ਲੰਬਾਈ ਥੋੜ੍ਹਾ ਵੱਖਰੀ ਹੈ. ਇਸਦੇ ਇਲਾਵਾ, ਸਾਧਨ ਦੇ ਪੈਰਾਮੀਟਰ ਮੁੱਲ ਸੀਐਨਸੀ ਮਿਲਿੰਗ ਮਸ਼ੀਨ ਜਾਂ ਮਸ਼ੀਨਿੰਗ ਸੈਂਟਰ ਅਤੇ ਮਸ਼ੀਨ ਦੀ ਸਾਮੱਗਰੀ ਦੇ ਪ੍ਰਦਰਸ਼ਨ ਤੇ ਨਿਰਭਰ ਕਰਦਾ ਹੈ. ਇਸਲਈ, ਸਾਧਨ ਦੇ ਮਾਪਦੰਡ ਫੈਕਟਰੀ ਦੀਆਂ ਅਸਲ ਸ਼ਰਤਾਂ ਅਨੁਸਾਰ ਨਿਰਧਾਰਿਤ ਹੋਣੀਆਂ ਚਾਹੀਦੀਆਂ ਹਨ. ਫਲਾਇੰਗ ਚਾਕੂ ਵਿੱਚ ਚੰਗੀ ਸਖਤਤਾ ਅਤੇ ਵੱਡੀ ਚਾਕੂ ਹੈ, ਜੋ ਕਿ ਢਾਲ ਦੇ ਖੁੱਲਣ ਲਈ ਸਭ ਤੋਂ ਢੁਕਵੀਂ ਹੈ. ਇਸਦੇ ਇਲਾਵਾ, ਉਡਾਨ ਚਾਕੂ ਦੀ ਤਿੱਖੀ ਸਤਹ ਦੀ ਗੁਣਵੱਤਾ ਵੀ ਬਹੁਤ ਚੰਗੀ ਹੈ. ਉਡਾਰੀ ਹੋਈ ਚਾਕੂ ਮੁੱਖ ਤੌਰ 'ਤੇ ਚਾਕੂ ਦੀ ਬਣੀ ਹੋਈ ਹੈ ਅਤੇ ਇਸਦੇ ਪਾਸੇ ਕੋਈ ਕੋਹੜ ਨਹੀਂ ਹੈ. ਜਿਵੇਂ ਕਿ ਹੇਠਾਂ ਦਿਖਾਇਆ ਗਿਆ ਹੈ
ਟੇਬਲ 1-2 ਅਲਾਇਕ ਚਾਕੂ ਪੈਰਾਮੀਟਰ ਸੈਟਿੰਗਜ਼
| ਟੂਲ ਦੀ ਕਿਸਮ | ਵੱਧ ਤੋਂ ਵੱਧ ਪ੍ਰੋਸੈਸਿੰਗ ਡੂੰਘਾਈ (mm) | ਆਮ ਲੰਬਾਈ (ਐਮ ਐਮ) ਬਲੇਡ / ਚਾਕੂ ਦੀ ਲੰਬਾਈ | ਆਮ ਲੰਬਾਈ (ਐਮ ਐਮ) | ਸਪਿੰਡਲ ਦੀ ਸਪੀਡ (r / m) | ਫੀਡ ਦੀ ਦਰ (ਮਿਲੀਮੀਟਰ / ਮਿੰਟ) | ਚਾਕੂ ਖਾਣਾ (ਐਮ ਐਮ) |
| ਡੀ 12 | 60 | 30/80 | 35/100 | 1800 ~ 2500 | 1500 ~ 2500 | 0.1 ~ 0.5 |
| D10 | 55 | 25/75 | 30/100 | 2500 ~ 3000 | 1500 ~ 2500 | 0.1 ~ 0.5 |
| D8 | 45 | 20/70 | 25/100 | 2500 ~ 3000 | 1000 ~ 2500 | 0.1 ~ 0.5 |
| ਡੀ 6 | 30 | 15/60 | 20/100 | 2500 ~ 3000 | 700 ~ 2000 | 0.1 ~ 0.3 |
| ਡੀ 4 | 25 | 11/50 | 11/100 | 2800 ~ 4000 | 700 ~ 2000 | 0.1 ~ 0.3 |
| ਡੀ 2 | 10 | 5/50 | ਮੌਜੂਦ ਨਹੀਂ | 4500 ~ 6000 | 700 ~ 1500 | 0.05 ~ 0.1 |
| ਡੀ 1 | 5 | 2/50 | ਮੌਜੂਦ ਨਹੀਂ | 5000 ~ 10000 | 500 ~ 1000 | 0.05 ~ 0.1 |
| R6 | 60 | 22/80 | 22/100 | 1800 ~ 3000 | 1800 ~ 2500 | 0.1 ~ 0.5 |
| R5 | 55 | 18/75 | 18/100 | 2500 ~ 3500 | 1500 ~ 2500 | 0.1 ~ 0.5 |
| R4 | 45 | 14/60 | 14/100 | 2500 ~ 3500 | 1500 ~ 2500 | 0.1 ~ 0.35 |
| R3 | 30 | 12/50 | 12/100 | 3000 ~ 4000 | 1500 ~ 2500 | 0.1 ~ 0.3 |
| R2 | 25 | 8/50 | 8/100 | 3500 ~ 4500 | 1500 ~ 2000 | 0.1 ~ 0.25 |
| ਆਰ 1 | 10 | 5/50 | ਮੌਜੂਦ ਨਹੀਂ | 3500 ~ 5000 | 800 ~ 1500 | 0.05 ~ 0.15 |
| R0.5 | 5 | 2/50 | ਮੌਜੂਦ ਨਹੀਂ | 5000 ਈ | 500 ~ 1000 | 0.05 ~ 0.08 |
ਅਲਾਇਕ ਚਾਕੂ 'ਚ ਚੰਗੀ ਤਰਾਸਦੀ ਹੈ ਅਤੇ ਚਾਕੂ ਪੈਦਾ ਕਰਨਾ ਆਸਾਨ ਨਹੀਂ ਹੈ. ਇਹ ਉੱਲੀ ਬਣਾਉਣ ਲਈ ਸਭ ਤੋਂ ਵਧੀਆ ਹੈ. ਅਲਲੀ ਚਾਕੂ ਦਾ ਚਿੱਟਾ ਸਟੀਲ ਦੀਆਂ ਚਾਕੂਆਂ ਦੀ ਤਰ੍ਹਾਂ ਉਸੇ ਪਾਸੇ ਦਾ ਕਿਨਾਰਾ ਹੁੰਦਾ ਹੈ. ਪਿੱਤਲ ਦੀ ਸਿੱਧੀ ਕੰਧ ਨੂੰ ਖਤਮ ਕਰਦੇ ਸਮੇਂ ਪਾਸੇ ਦੇ ਕੋਨੇ ਅਕਸਰ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ.