Wraz z dynamicznie rozwijającym się programem cnc do frezowania gwintów, zwłaszcza pojawieniem się 3-osiowego centrum obróbczego CNC, obecnie proces frezowania gwintów CNC zyskuje coraz szersze uznanie w przemyśle obróbki mechanicznej.
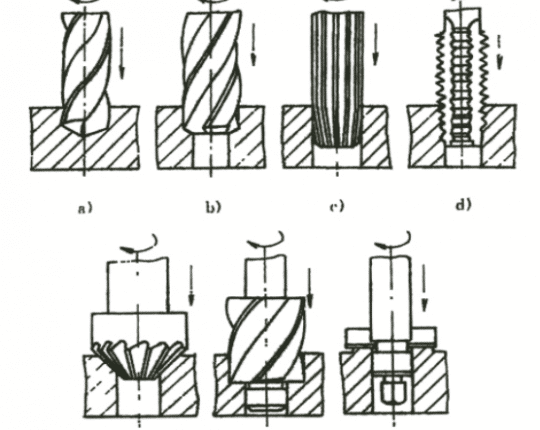
Poza tym nici, jak powszechnie wiadomo, można uzyskać za pomocą naszych znanych tradycyjnych metod wytwarzania nici, wśród których gwintowanie jest najbardziej podobne do frezowania gwintów. Ponieważ oba tworzą nitki poprzez względny ruch obrotowy między narzędziami a obrabianym przedmiotem. Jak więc wybrać z nich właściwą drogę w obliczu różnych warunków pracy? Oto przewodnik mówiący ci, czym są i w czym są dobrzy.
warunek zastosowania frezowania gwintów CNC:
1. Centrum obróbcze trójosiowe (lub powyżej)
2. Długość gwintu nie przekracza 3-krotności krawędzi tnącej narzędzia

Zaleta frezowania gwintów CNC
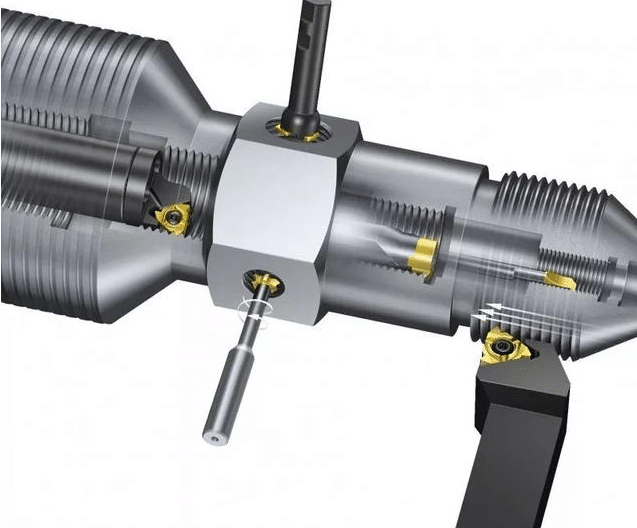
1. Frez do gwintów może obrabiać gwinty o różnych średnicach i tym samym kształcie.
Na przykład, gwint M15x1,0, M18x1,0, M20x1,0 jest przetwarzany przez zmianę promienia interpolacji za pomocą frezu do frezowania gwintów, co może zmniejszyć liczbę narzędzi, skrócić czas wymiany narzędzi, poprawić wydajność i ułatwić zarządzanie narzędziami.
2. Poprawiono dokładność i wykończenie nici.
Frezowanie gwintu odbywa się przy dużej prędkości obrotowej narzędzia i interpolacji wrzeciona. Metoda cięcia to frezowanie, prędkość cięcia jest wysoka, a obrabiana nić jest piękna; prędkość cięcia kranu jest niska, a chip jest długi, co z łatwością uszkadza wewnętrzną powierzchnię otworu.
3. Wyładowanie gwintu wewnętrznego jest wygodne.
Gwint frezujący należy do łamania wiórów, wiór jest krótki, a średnica narzędzia do obróbki jest mniejsza niż średnica otworu gwintu, więc usuwanie wiórów jest gładkie; podczas gdy kran jest ciągły, chip jest długi, a średnica kranu jest tak duża jak otwór do obróbki, więc usuwanie wiórów jest trudne.
4. Jeśli korzystasz z kranu, możesz oczywiście użyć iskry elektrycznej do złamania uszkodzonej gałęzi, ale proces będzie bardzo skomplikowany, a jeśli uszkodzenie zostanie wyrządzone części, zostanie utracone z powodu małej.
Jeśli używany jest frez do gwintowania, przede wszystkim, ponieważ siła jest mała, nie jest łatwo go złamać; nawet jeśli jest zepsuty, ponieważ średnica otworu obróbkowego jest większa niż średnica narzędzia, gałąź można łatwo wyjąć. Pod względem wydajności produktu frezowanie nici jest znacznie wyższe niż gwintowanie.
5. Nie jest łatwo tworzyć lepkie żetony.
W przypadku bardziej miękkich materiałów łatwo jest wytwarzać lepkie wióry podczas przetwarzania, ale frezowanie nici obraca się z dużą prędkością i łamaniem wiórów. Prędkość cięcia kranu jest niska, a pełny gwint i obrobiona powierzchnia działają, co jest łatwe do spowodowania lepkich wiórów.
6. Moc maszyny musi być niska.
7. Ponieważ frezowanie gwintów jest łamaniem wiórów, narzędzie jest częściowo kontaktowane, siła cięcia jest mała, a kran jest w pełnym kontakcie z gwintem, siła jest duża, a maszyna wymaga dużej mocy.
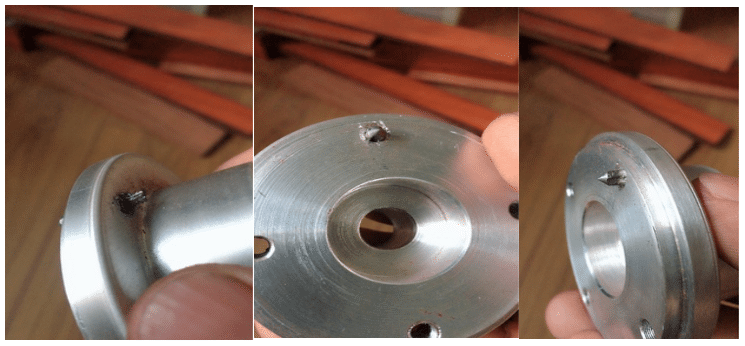
8. Uszkodzenie narzędzia jest łatwe w obsłudze.
Po pierwsze, frez do gwintów ma małą siłę i rzadko pęka. Jeśli tak się stanie, ponieważ otwór obróbkowy jest większy niż frez, zerwana część jest łatwa do wyjęcia; a kran jest poddawany dużej sile, usuwanie wiórów nie jest gładkie i łatwo się łamie, a duży otwór po zerwaniu. Jest nieco łatwiejszy w obsłudze i jest bardzo kłopotliwy, jeśli jest to mały otwór, taki jak:
za. Podczas obróbki zwykłych gwintów frezowanie gwintów nie jest opłacalne, biorąc pod uwagę koszt jednostkowy. Zwykłe nici są klasyfikowane jako nici o ogólnej twardości <50 HRC i średnicy <38 mm, chociaż nie jest to oczywista linia podziału. Zwykłe baterie są zazwyczaj materiałami ze stali szybkotnącej, cena rynkowa to kilkadziesiąt dolarów, ale frez do gwintów jest ponad 10 razy droższy, a żywotność pojedynczego elementu nie może przekroczyć 10 razy.
b. Współczynnik kształtu nie może być zbyt duży i zazwyczaj wymaga L / D <3. Ponieważ frez do frezowania gwintów ma jednostronną siłę, stosunek długich średnic wytworzy stożek, gdy gwint jest zbyt długi, a frez jest łatwo łamany.
podanie frezowania gwintów CNC
1. Przetwarzanie materiału o wysokiej twardości (twardość> 50HRC), odpowiednie do frezowania gwintów, ponieważ frezowanie jest łamaniem wiórów, narzędzie do lokalnego kontaktu jest małe, a ostrze jest wykonane z węglika spiekanego, więc zużycie jest małe, a żywotność jest długa ; Stożek z drutu ze stali szybkotnącej nie może być w ogóle przetwarzany, np. Zastosowanie gwintowników pełnowęglikowych, cena nie jest tania, a cena frezów do gwintów jest podobna. Zgodnie z naszym dotychczasowym doświadczeniem w zakresie przetwarzania, wydajność i oszczędność frezowania gwintów są absolutnie wyższe niż w przypadku gwintowników.
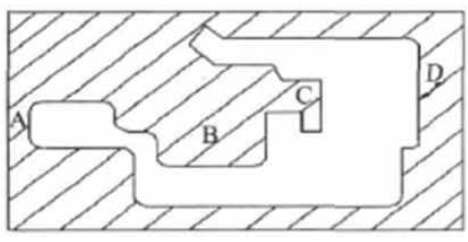
2. Otwór kompozytowy (z fazą) Obróbka nadaje się również do frezowania gwintów. Frez do gwintów ma wiele funkcji, które można zintegrować z gwintem i fazowaniem.
3. Obróbka cienkich ścianek, odpowiednia do frezowania gwintów, siła obróbki frezów do gwintów jest mała, więc odkształcenie jest małe. Ponadto dolny otwór może być płaski, a gwint może być blisko dna, więc wymagana przestrzeń jest mała.
4. Do obróbki z wysoką precyzją gwintu frezowanie gwintów ma dużą prędkość gwintu, dobre usuwanie wiórów, wysoką precyzję gwintu i wysokie wykończenie, i jest bardziej odpowiednie do frezowania gwintów.
5. Miękki materiał, obróbka stopu tytanu, odpowiedni do frezowania gwintów, ponieważ frez do gwintów nie jest łatwy do wytworzenia lepkich zanieczyszczeń.
W przypadku niestabilnego cięcia frez do gwintów jest w pełni przystosowany do obróbki tego warunku, ponieważ sama jego zasada jest frezowaniem przerywanym.
streszczenie
1. Duża produkcja. Forma jest maszyną precyzyjną, a koszt produkcji jest wysoki. Dlatego też, aby zapewnić dokładny rozstaw otworów i pełny profil gwintu, gwint w dużej formie jest obrabiany, aby zapewnić jakość obrabianego przedmiotu.
2. Części nieobrotowe lub asymetryczne Ze względu na asymetryczny kształt części, pierwszą trudnością napotykaną w metodzie toczenia gwintu jest zaciskanie i można zagwarantować precyzję obróbki. 3, duża średnica źrenicy i przerywane cięcie.