
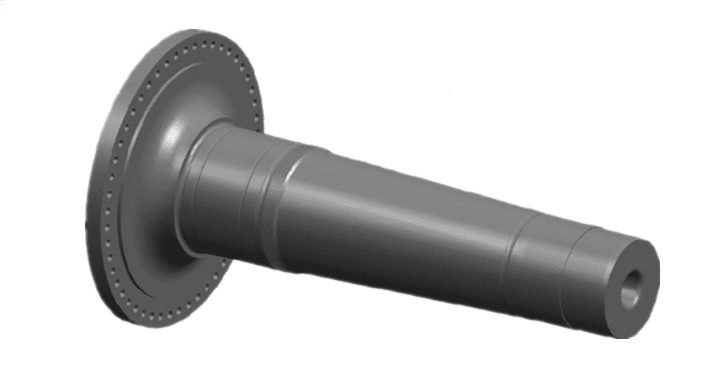
Główny wał generatorów energii wiatrowej to głównie odlewy integralne, zazwyczaj wykonane z 42 CrMo (dla strefy umiarkowanej) i 34CrNiMo6 (dla strefy tropikalnej). Po wstępnym odlewaniu muszą być one przetwarzane przez poziome centrum obróbkowe, wiertarkę do głębokich otworów i wiertarkę podłogową.
Etapy obróbki
1. Obróbka
Po normalizacji obrabiany przedmiot przechodzi przez obróbkę zgrubną, która polega na wykonywaniu wielu frezów profilowych, wytaczaniu rdzeni i toczeniu walcowym przedmiotu obrabianego. Jeśli są pęknięcia, zostaną wykryte na tym etapie.
 2. Półwykończenie
2. Półwykończenie
Przed półwykończeniem obrabiany przedmiot musi być hartowany i odpuszczany. W przypadku obróbki wału głównego głębokie wiercenie otworów powinno być również zakończone na tym etapie. Dzieje się tak dlatego, że etap wytaczania odetnie dużo nadmiaru części z przedmiotu obrabianego, co spowoduje deformację korpusu głównego wału.
 3. Doskonałe wykończenie
3. Doskonałe wykończenie
Precyzyjne wykończenie wału głównego ma całkowicie spełnić końcowe wymagania precyzji wymiarowej korpusu wału i chropowatości powierzchni. Dalsze obracanie całej powierzchni cylindrycznej, powierzchni czołowej i powierzchni gwintu zostanie zakończone na tym etapie. Ponadto wszystkie małe otwory na dużym końcu wału głównego powinny być również produkowane na wytaczarce podłogowej CNC.
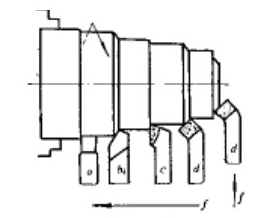
Wybór narzędzi tnących
1.Narzędzie tokarki zewnętrznej
Wiertła do tokarek zewnętrznych z kątem ostrza 90 °. Są wśród nich lewe bity tnące i odpowiednie kawałki tnące. Zasadniczo właściwe bity krawędzi tnącej zostaną wybrane podczas obróbki wału głównego.

2. Ćwicz ćwiczenia
Wiertła kręte, narzędzie wykonuje ruchy obrotowe w ustalonym kierunku osiowym, aby wykonać otwór w przedmiocie obrabianym. Wiertła kręte z 2 fletami, 3 fletami i 4 fletami są najczęściej widoczne. Głowica frezarska jest zwykle wykonana z węglika wolframu i HSS.
3. Nacisnąć śrubę
Gwintowanie to narzędzie do obróbki, które wytwarza gwint wewnętrzny po wykonaniu otworu. W zależności od ich kształtów, krany są podzielone na typ prostego fletu i rodzaj fletu nitki. Prosty flet jest łatwy w produkcji i mniej precyzyjny. Jest używany na tokarce uniwersalnej, wiertarce, tapperie. Podczas gdy rodzaj rowka gwintowanego jest używany do obróbki otworów nieprzelotowych. Obecnie dostępnych jest wiele powlekanych kranów, które mają dłuższą żywotność i lepsze właściwości tnące w porównaniu z tymi bez powłoki.

4. Wiertła centrujące
Wiertła otworu środkowego, narzędzia używane do precyzyjnego przyłożenia położenia otworu, a następnie prowadzenia wierteł krętych, aby wykonać obróbkę otworu.
